1.本发明涉及一种用于将机床与机器人连接的快速夹紧系统。
背景技术:
2.在机器人辅助的表面加工中,机床(例如磨削机、钻孔机、铣床、抛光机等等)由机械手(例如工业机器人)引导。在此,机床可以以不同的方式与机械手的所谓tcp(工具中心点)连接;通常实际上可以任意地调整机械手的tcp的位置和朝向,以便使机床沿一轨迹(例如平行于工件表面)运动。工业机器人通常是位置调控的,这使得tcp能够精确地沿期望轨迹运动。
3.为了在机器人辅助的磨削或在其它表面加工过程中获得良好的结果,在许多应用中需要对工艺力(磨削力)进行调控,而利用传统的工业机器人通常很难以足够的精度实现。工业机器人的大臂部段和重臂部段具有太大的惯性,以至于闭环控制器不能够对工艺力的波动做出足够快的反应。为了解决该问题,可以在机械手的tcp与机床之间设置与工业机器人相比更小(且更轻)的线性致动器,该线性致动器将机械手的tcp与机床连接。在表面加工期间,线性致动器仅调控工艺力(即,工具和工件之间的压紧力),而机械手使机床连同线性致动器以位置调控的方式沿着期望轨迹运动。通过力调控,线性致动器可以补偿在待加工工件的位置和形状上的不准确性以及也可以(在一定的界限内)补偿机械手的轨迹的不准确性。然而,即使没有上述线性致动器,也存在能够借助力/力矩调控来调整工艺力的机器人。
4.已知有不同的夹紧系统,其能够将不同的机床与机器人连接并且将其再次拆卸。在简单的系统中,作业者需要用手更换机器人上的工具。对机器人的精确性要求通常相对较高,并且当前商业上可获得的夹紧系统相对复杂且昂贵。
技术实现要素:
5.本发明的任务在于,提供一种相对简单的且对于许多应用而言足够精确的用于连接机床的快速夹紧系统。
6.上述任务通过根据权利要求1的装置来实现。不同的实施方式和改进方案是从属权利要求的主题。
7.本发明涉及一种用于将工具或机床装配在机械手上的快速夹紧系统。根据一个实施例,快速夹紧系统包括:卡盘,所述卡盘具有底板,所述底板被构造用于装配在能够由机械手定位的法兰上;工具保持件,其被构造用于装配在机床上,其中,所述工具保持件具有如下装配板,该装配板在锁定状态中贴靠在所述卡盘的底板上;两个或更多个销,其被构造成在装配状态中使装配板在底板上对准,并防止装配板在平行于底板的平面中相对于底板运动;至少一个弹性元件;以及夹紧闭锁件,所述夹紧闭锁件被构造用于将工具保持件锁定在卡盘的底板上,其中,在锁定状态中弹性元件变形并且引起底板与装配板之间的预紧力。
附图说明
8.以下将基于附图中所示的示例来更详细地解释不同的实现方式。所述图示不一定按比例绘制,并且本发明不仅限于所示出的方面。更确切地说,旨在示出所示实施例的基本原理。
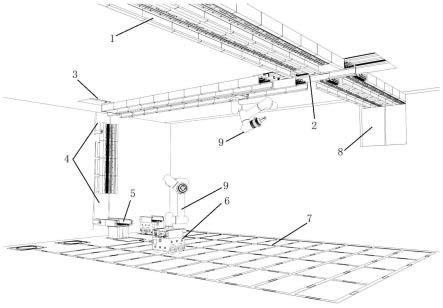
9.图1是机器人辅助的磨削装置的示例性示意图,其中具有借助力调控式线性致动器而与工业机器人连接的磨削机;线性致动器引起工业机器人和磨削机的部分机械脱耦。
10.图2是用于将机床与机器人连接的快速夹紧系统的示例的透视性分解图。
11.图3是图2的示例的侧视图。
12.图4是快速夹紧系统在夹紧状态中的透视图。
13.图5示出了图4的系统,其中该系统包括机床。
具体实施方式
14.在详细解释不同的实施例之前,首先描述机器人辅助的磨削装置的一般性的示例。应当理解,本文所述的概念可转用于其它类型的表面加工(例如,抛光、铣削、钻孔等),并且不限于磨削。利用这里所述的快速夹紧系统,实际上任何部件都可以快速地与机器人连接起来。
15.根据图1,机器人辅助的磨削装置包括机械手80(例如工业机器人)和具有旋转的磨削工具51的磨削机50,其中磨削装置与机械手1的所谓工具中心点(tcp)通过线性致动器20连接。tcp准确来讲不是点,而是矢量,并且可以例如由三个空间坐标(位置)和三个角度(朝向)来描述。在机器人技术中,为了描述tcp的位置,有时也使用配置空间中的广义坐标(大多为机器人的六个铰接件角度)。tcp的位置和朝向有时也称为“姿势”。tcp的位置(包括朝向)作为时间的函数定义磨削工具的、称为轨迹的运动。tcp通常被定义为机器人的末端执行器法兰的中心点,但不一定是这种情况。tcp可以是任何点(并且理论上也可以位于机器人之外),其位置和取向可以由机器人来调整。tcp也可以定义工具坐标系的原点。
16.在具有六个自由度的工业机器人的情况下,机械手80可由四个部段82、83、84和85构造,所述部段分别通过铰接件g
11
、g
12
和g
13
连接。第一部段82在此大多刚性地与底座81连接(然而这不一定是这种情况)。铰接件g
11
连接部段82和部段83。铰接件g
11
可以是2轴的,并且允许部段83围绕水平旋转轴线(仰角)和垂直旋转轴线(方位角)旋转。铰接件g
12
连接部段83和部段84,并且允许部段84相对于部段83的位置进行枢转运动。铰接件g
13
连接部段84和部段85。铰接件g
13
可以是2轴的,并且因此(类似于铰接件g
11
)实现在两个方向上的枢转运动。tcp具有相对于部段85固定的相对位置,其中该机械手通常还包括旋转铰接件(未示出),该旋转铰接件使得布置在部段85上的末端执行器法兰86能够围绕部段85的纵轴线a实现旋转运动(在图1中作为点划线示出,在示出的示例中也对应于磨削工具的旋转轴线)。可以引起围绕相应的铰接件轴线的旋转运动的致动器(例如电动机)被分配给铰接件的每根轴线。铰接件中的致动器由机器人控制装置70根据机器人程序来操控。不同的工业机器人/机械手和所属的控制装置是本身公知的,因此在此不进一步阐述。
17.机械手80通常是位置调控的,即,机器人控制装置可以确定tcp的姿势(位置和朝向),并使得所述tcp沿着预定轨迹运动。在图1中,tcp位于部段85的纵轴线上用a表示。当致动器90贴靠在端部止挡件上时,tcp的姿势也用来定义磨削机50(以及磨削盘51)的姿势。如
在开篇已经提到的那样,致动器90用于在磨削过程期间将工具和工件60之间的接触力(工艺力)调整到期望值。对于磨削应用而言,通过机械手80直接进行的力调控通常不太精确,因为机械手80的部段83至部段85的大质量惯性,所以利用传统的机械手实际上不可能快速地补偿力峰值(例如在将磨削工具放置到工件60上时)。因此,机器人控制装置70被构造成在仅借助致动器90来实现力调控的同时调控机械手80的tcp的姿势(位置和朝向)。
18.如已经提及的那样,在磨削过程期间,可以借助线性致动器90和力调控器(其可以例如在控制装置70中实现)来将磨削工具(具有磨削盘51的磨削机50)和工件60之间的接触力fk调整成使得磨削盘51和工件60之间的接触力fk(在纵轴线a的方向上)对应于可预定的理论值。在此,接触力fk是针对致动器力fa的反应,线性致动器90利用该致动器力压到工件表面上。在工件60与工具51之间没有接触时,由于工件60上缺少接触力,致动器90移向端部止挡件(未示出,集成在致动器2中)并且以限定的力压向该端部止挡件。在此,力调控全程保持激活。因此,在这种情况下(没有接触),致动器偏移最大,并且致动器90处于其贴靠位置。限定的力(致动器90以该限定的力压向端部止挡件)可以非常小或者(理论上)甚至被调控为零,以便在工件表面实现尽可能平缓的接触。
19.机械手80的位置调控(其同样可在控制装置70中实现)可完全独立于致动器90的力调控来工作。致动器90不负责磨削机50的定位,而仅仅负责在磨削过程期间调整和维持期望的接触力fk,并且还用于检测工具51与工件60之间的接触。例如,基于致动器运动离开其贴靠位置(在端部止挡件处的致动器偏移a小于最大偏移a
max
)来简单地检测该接触。
20.致动器90可以是气动致动器,例如双作用的气动缸。然而,也可以使用其他气动致动器,像比如波纹管缸和空气套管。作为替代方案,也可以考虑电动的直接驱动装置(无齿轮机构)。应当理解的是,致动器90的作用方向和磨削机50的旋转轴线不一定必须与机械手80的部段85的纵轴线a重合。在气动致动器的情况下,力的调控可以借助调控阀、调控器(例如在控制装置70中实现)和压缩空气存储器或压缩机以本身公知的方式来实现。因为对于考虑重力(也就是磨削机50的重力)而言,相对于垂直线的倾斜度是重要的,所以致动器2可以包含倾斜度传感器或者该信息可以基于机械手80的铰接件角度来测定。所测定的倾斜度被力调控器考虑。力调控的具体实现方式是本身公知的并且对于进一步的阐述不重要,并且因此也不更详细地描述。致动器90不仅在机械手80和工件60之间实现一定的机械解耦,而且也能够补偿tcp定位的不精确性。
21.图2示出了快速夹紧系统的示例性实现方式,该快速夹紧系统使得能够相对容易地将机床(像比如磨削机、抛光机或铣床)与机器人连接起来且将其再次拆卸。图2示出了上述线性致动器90的一部分,其一端与末端执行器法兰85(位于机器人的远端的臂部段85处,参见图1)连接,并且其另一端本身具有用于装配机床的法兰91。因此,致动器90通常也被称为“主动法兰”,因为该致动器能够主动地调整在末端执行器法兰和机床之间的力。图3是对应于图2的侧视图。图4是组装好的快速夹紧系统在锁定状态中的透视图。
22.根据图2的快速夹紧系统基本上包括卡盘10(英语里称作卡盘、夹紧卡盘),该卡盘可以与法兰91机械地连接(例如借助螺栓)。快速夹紧系统还包括在本示例中构造为橡胶盘20的弹性元件以及工具保持件30,该工具保持件30可以机械且刚性地与机床连接。适用于盘20的材料除了橡胶之外,还可以包括塑料的弹性体。法兰91具有多个螺纹钻孔210。在所示的示例中,法兰91具有六个螺纹钻孔210,其中,柱形销11拧入到这些螺纹钻孔210的其中
三个中。柱形销在上部区段中具有柱形状,并且在下部区段中具有螺纹110,该螺纹110可以拧入到螺纹钻孔210中。柱形销(定缝销钉)通常也被称为定位销。代替螺纹连接,也可以将柱形销(没有螺纹)粘入或压入到对应的孔中。拧入的柱形销11用作工具保持件30的引导部,以便避免工具保持件30相对于z轴线(垂直于底板15的平面的轴线,参见图2)发生倾斜。更一般地,销11用于防止工具保持件30的装配板31在平行于底板平面的平面(xy平面)中相对于卡盘10的底板15运动,同时允许垂直于该平面的一定程度的运动。
23.卡盘10基本上具有一个底板15和两个或更多个在侧面装配在其上的夹紧卡箍13。底板15具有多个孔12(通常是钻孔)。在图3的示例中,底板15具有六个孔,其中,旋拧到法兰91中的柱形销11插塞穿过钻孔12中的三个钻孔,进而固定卡盘的位置。其他三个钻孔12用来插入螺栓14,螺栓14可以拧入到法兰91内的对应的螺纹钻孔21中,以便将底板15固定在法兰91上。在图2的示例中,六个螺纹钻孔210分别偏移60
°
,因此,三个柱形销11和三个螺栓14可分别偏移120
°
(相对于z轴)。
24.底板15在侧面具有两个朝向法兰91突出的悬臂16,所述悬臂与底板15夹成一个基本上90
°
的角度(参见图3)。夹紧卡箍13装配在这些悬臂上(例如借助螺栓)。在此要提及的是,柱形销11替代地也可以装配在底板15上(例如拧入到所述底板中)(而不是拧入在法兰91中)。然而,在维持所需的公差方面,图2中示出的变型方案可能是更好的(取决于具体的应用),在所述变型方案中,柱形销11被旋拧到法兰91中。为了实现其功能,柱形销11必须与底板15成直角地从该底板伸出。
25.工具保持件30刚性地与机床(在图2至图4中未示出)连接。工具保持件30的具体构造取决于机床。尤其是,工具保持件30的用于将工具保持件固定在机床上的那些部件是可变的并且与相应的机床适配。可以说,工具保持件30包括允许将机床夹紧到卡盘10中的接口。工具保持件30具有带钻孔33和钩32的装配板31。装配板32与卡盘10的底板15配合。在装配状态中,工具保持件30的装配板32插到柱形销11上,从而柱形销11穿过钻孔33延伸。因此,柱形销11限定了工具保持件30在x和y方向(即,在xy平面中垂直于z轴)上的位置(并且因此还限定了机床的位置)。在夹紧状态中,工具保持件30的装配板32贴靠在卡盘10的底板15上,并且夹紧卡箍13(支架)被挂入到它们相应的钩32中并被夹紧(钩有时被称为保持件)。因此,夹紧卡箍13和钩一起构成了夹紧闭锁件。弹性元件(在所示的示例中布置在底板15和装配板32之间的橡胶盘20)允许工具保持件30能够相对于卡盘10在z方向上发生小的弹性移动。弹性元件(例如橡胶盘20)可以在夹紧闭锁件被锁定时变形(橡胶盘20被挤压)并且在锁定状态中负责夹紧闭锁件的预紧。也就是说,在锁定状态中,夹紧卡箍13拉动相应的钩32(反之亦然)。同时,弹性元件/橡胶盘20处于变形的、被预紧的状态。夹紧卡箍13和它们相应的钩32本身是已知的并且可商业获得并且因此在此不再进一步讨论。
26.由夹紧卡箍13和钩31组成并结合弹性元件构成的每个夹紧闭锁件(牵引闩锁)也称为止点锁定件(偏心插销),因为夹紧卡箍13在锁定时会挂入到相应的钩32中,之后围绕铰接件131枢转直至枢转运动的止点并且超过止点。夹紧闭锁件/止点锁定件由此可靠地防止意外松开,因为夹紧卡箍13不能在没有外力作用的情况下运动返回超过止点。这个外力必须在由作业者锁定和解锁夹紧闭锁件时手动地施加。
27.在此要注意的是,橡胶盘20只不过是弹性元件的一个示例。通常,任意的弹性元件都适合于(在快速夹紧系统中的任何地方)布置成使得其在锁定所述夹紧闭锁件(夹紧卡箍
13和钩32)时发生弹性变形,并且在锁定状态中在卡盘10与工具保持件30之间沿z方向施加由夹紧闭锁件吸收的预紧力。通过弹性变形实现工具保持件30相对于卡盘10在z方向上小的运动,而在x方向和y方向上的相对运动通过柱形销11被阻止,该柱形销11用作线性引导件。替代橡胶盘20,也可以将一个或多个弹性元件集成到夹紧卡箍13或钩32中。在这种情况下,橡胶盘20可以被省去。例如,钩32和/或夹紧卡箍13的一部分本身能够由弹性的或柔性的材料(至少部分地)形成。在这种情况下,有时也称为柔性的夹紧闭锁件紧件(柔性的牵引闩锁)或夹紧带闭锁件。替代地,夹紧卡箍13可以借助弹簧沿z方向可弹性移动地支承在底板15的悬臂16上。附加地或替代地,钩32可以借助弹簧元件或其他弹性元件可弹性移动地支承在装配板31上。附加地或替代地,夹紧卡箍13的铰接件131的支承套也可以由弹性材料形成并且在锁定夹紧闭锁件时允许所提到的弹性变形。
28.图5示出了装配在机器人(该机器人在图5中未示出,参见图1)上的线性致动器90,其具有根据图2至图4的示例的锁定的快速夹紧系统,其中,在工具保持件30上固定有杆形磨削机50。如所提到的那样,工具保持件30用作用于将机床夹紧在快速夹紧系统的卡盘10上的接口。
29.这里所述的快速夹紧系统尤其可以应用在能够调控工具和工件表面之间的接触力的机器人中。如所提及的那样,该力调控可以要么借助致动器90实现要么(只要机器人适合于此)通过机器人自身实现。在这种情况下,也可以省去致动器90并且卡盘10可以直接装配在末端执行器法兰86上(参见图1)而不是装配在致动器90的法兰91上。在两种情况下(有或没有致动器90),在表面加工过程期间,接触力(工艺力)被调控,其中在加工过程期间,图2-图4中所示的z方向通常垂直于工件表面,并且z方向也是被调控的接触力的作用方向。机床在z方向上可能的不精确定位将通过力调控来补偿,因为机床总是以限定的、经调控的力被压到工件上。因此,由弹性元件(例如橡胶盘20)的变形引起的机床位置的不精确性在实践中也不重要。这些不精确性也能够通过力调控实际上自动地得到补偿。在扭矩会影响到快速夹紧系统的情况下,这仍然不会导致工具保持件30相对于卡盘10发生显著的倾斜或xy位移,因为这些运动被延伸在钻孔33中的柱形销11所阻止。因此,转矩被快速夹紧系统吸收。唯一的自由度是在z方向上的(非常小的)弹性移动,这种弹性移动如所提及的那样由于力调控而被补偿。
30.最后还要注意的是,钩32和夹紧卡箍13的位置是可互换的,尽管在实践中可能更有意义的是,夹紧卡箍支承在卡盘10的底板上(而不是支承在工具保持件30的装配板13上)。同样地,柱形销是否相对于卡盘10的底板15不可运动(如图2所示)并且穿过装配板31中的钻孔33引导,或者柱形销是否固定(例如拧入到其中)在装配板31上并且穿过卡盘10中的相应的孔来引导,也无关紧要。销11也不必是独立的部件并且理论上也可以与底板15或装配板31一体式地制造(尽管这将更复杂地制造)。在这种情况下,底板(或装配板)和销将是整体式的构件。销也不必是柱形的,任何形状都是可能的,只要能与相对而置的部分中的相应开口接合,以阻止在平行于底板的平面中的运动,并允许与基板垂直的小幅度的运动。
31.在另一示例中,线性致动器90连同快速夹紧系统和机床不固定在机械手(工业机器人)上,而是固定在不可运动的(位置固定的)底座上。在这种情况下,机器人保持工件被定位成使得机床能够触碰并加工由机器人保持的工件。机器人以位置调控的方式工作并且在加工过程期间使工件沿着预定的轨迹运动,而装配在固定的底座上的线性致动器90执行
力调控并且将机床压向由机器人保持的工件。在公开文献us 2018/0126512 a1中描述了这种系统的示例,但该系统没有快速夹紧系统。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。