1.本发明涉及线切割机床领域,具体涉及一种线切割机床割丝角度测量装置及角度测量方法。
背景技术:
2.线切割机床(wire cut electrical discharge machining简称wedm),属电加工范畴,是由苏联拉扎林科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法,线切割机床加工是电火花加工的一个分支,是一种直接利用电火花进行加工的工艺方法,它用一根移动着的导线(电极丝) 作为工具电极对工件进行切割,故称线切割加工,线切割加工中,工件和电极丝的相对运动是由数字控制实现的,故又称为数控电火花线切割加工,简称线切割加工。
3.现有技术中,对于工件需要实现的不同切割面,需要调节割丝的角度值,比如需要保证割丝设置的垂直度以及需要的斜度等等,传统方式是通过有经验的师傅人工测量通过肉眼去判定是否垂直等,会有至少1-2微米的误差,而切割带斜度零件需要割好后再测量已割零件。
技术实现要素:
4.本发明所要解决的技术问题是一种线切割机床割丝角度测量装置及角度测量方法,利用测量装置配合一根第一测量杆以及第二测量杆,即可实现对割丝垂直度以及斜度的检测,精度可以有效提升。
5.本发明是通过以下技术方案来实现的:一种线切割机床割丝角度测量装置,包括基座、第一测量杆以及第二测量杆,第一测量杆与第二测量杆穿过基座,基座上设置两个左右贯穿的孔,两孔水平设置且中心线在同一垂直平面内,孔距为h,第一测量杆的尾端位置固定设置一测量装置,测量与第二测量杆之间的相对位置,第二测量杆与第一测量杆抵在切割丝上,由测量装置测量两个测量头之间的相对位置,计算公式为tgα=δ/h。
6.作为优选的技术方案,所述测量装置采用长度计,其具有一长度计移动头,长度计移动头头部顶住第二测量杆的尾端。
7.作为优选的技术方案,所述测量装置通过信号连接线连接一数字显示器,通过数字显示器显示测量后的长度数字。
8.作为优选的技术方案,所述测量装置固定安装在固定板上。
9.作为优选的技术方案,所述第二测量杆与第一测量杆的头部为圆弧形,测量头的截面和基座上的孔均为方形。
10.本发明的一种线切割机床割丝角度测量装置,包括基座,基座上设置两个左右贯穿的孔,两孔水平设置且中心线在同一垂直平面内,孔距为h,过孔均活动设置有第一测量杆与第二测量杆,第一测量杆上设置有测量用的刻度值,第二测量杆上向着第一测量杆刻
度方向延伸设置有一指针,正对指针指向刻度值的方向设置有测量装置,计算公式为:tgα=δ/h。
11.作为优选的技术方案,所述测量装置采用电子测量显微镜,电子测量显微镜的信号输出端连接至后台控制主机;
12.通过后台控制主机测量机床割丝的角度值,第二测量杆与第一测量杆抵在切割丝上,由测量装置测量两个测量头之间的相对位置。
13.作为优选的技术方案,所述第一测量杆与第二测量杆的头部为圆弧形,测量杆的截面和基座上的孔均为方形。
14.本发明的有益效果是:本发明采用一第一测量杆、第二测量杆以及测量装置,实现对线切割机床割丝角度的测量与计算,整体结构非常简单,有效的解决了传统方式中人工判断出现的误差问题。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
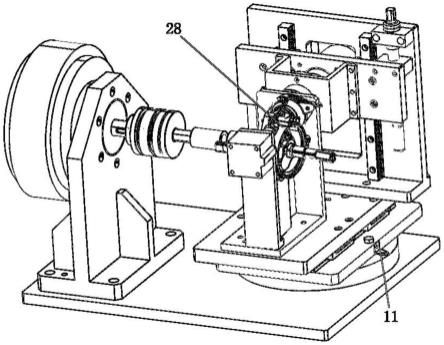
16.图1为本发明实施例一的整体结构示意图;
17.图2为本发明的斜度测量时的简易示意图;
18.图3为本发明实施例二的结构示意图;
19.图4为本发明实施例二的原理简图;
20.图5为本发明测量杆的头部结构示意图;
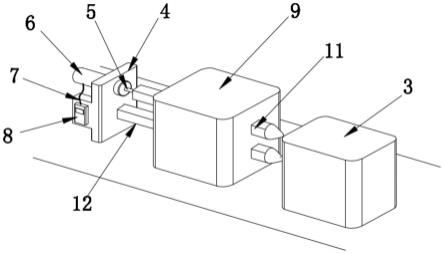
21.图6为本发明电子测量显微镜测量时的结构示意图。
具体实施方式
22.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
23.本说明书(包括任何附加权利要求、摘要和附图)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
24.实施例1
25.如图1所示,本发明的一种线切割机床割丝角度测量装置,包括基座9、第一测量杆11以及第二测量杆12,第一测量杆11与第二测量杆12穿过基座9,基座9上设置两个左右贯穿的孔,两孔水平设置且中心线在同一垂直平面内,孔距为h,第一测量杆11的尾端位置固定设置一测量装置,测量与第二测量杆之间的相对位置,第二测量杆与第一测量杆抵在切割丝上,由测量装置测量两个测量头之间的相对位置,计算公式为tgα=δ/h。
26.本实施例中,测量装置采用长度计6,其具有一长度计移动头5,长度计移动头5头部顶住第二测量杆12的尾端,测量装置通过信号连接线7连接一数字显示器8,通过数字显示器8显示测量后的长度数字。测量装置的长度计移动头移动的距离值会显示在数字显示
器上,所以后期在配合标准垂直块使用时,只需要控制割丝相对长度计移动头推动的数值等于标准垂直块设置时的显示数值,即可实现垂直的设置与测量。
27.本实施例中,第二测量杆与第一测量杆的头部为圆弧形,测量头的截面和基座上的孔均为方形,防止测量头的转动。
28.本实施例中,对割丝垂直度的测量与斜度的测量的具体方法如下:
29.如图1所示,当进行垂直度测量时,选择一标准垂直块放置在第一测量杆的头部一侧,并与第一测量杆的头部接触;第二测量杆的头部同时顶住标准垂直块,此时第二测量杆的尾端弹性挤压测量装置的长度计移动头,长度计移动头移动的距离通过数字显示器进行显示数值;此时测量装置数字显示器显示的读数即为垂直度的原点;将标准垂直块替换为割丝,设置割丝的位置,使得测量装置的数字显示器显示的长度数值与放置标准垂直块时的长度数值一致时,此时即为割丝的垂直位置,完成对割丝的垂直度的测量与设置;
30.如图2所示,当进行斜度测量时,先选择一标准垂直块放置在第一测量杆的头部一侧,并与第一测量杆的头部接触;第二测量杆的头部同时顶住标准垂直块,此时第二测量杆的尾端弹性挤压测量装置的长度计移动头,长度计移动头移动的距离通过数字显示器进行显示数值;此时测量装置数字显示器显示的读数即为垂直度的原点;将割丝调到所设定的斜度,测得测量装置读数与原点的标准读数差,斜度测量公式为斜度=差值/h,这里的h为第一测量杆与第二测量杆之间的垂直距离值,差值为测量装置读数与原点的标准读数差。
31.实施例2
32.如图3和图5-图6所示,本发明的一种线切割机床割丝角度测量装置,包括基座9,基座9上设置两个左右贯穿的孔,穿过孔均活动设置有第一测量杆 11与第二测量杆122,第一测量杆11上设置有测量用的刻度值15,第二测量杆 122上向着第一测量杆11刻度方向延伸设置有一指针13,正对指针指向刻度值的方向设置有测量装置。
33.测量装置采用电子测量显微镜14,电子测量显微镜14的信号输出端连接至后台控制主机;通过后台控制主机通过控制程序自动测量机床割丝的角度值与垂直度,第二测量杆与第一测量杆抵在切割丝上,由测量装置测量两个测量头之间的相对位置。
34.其中,第一测量杆与第二测量杆的头部为圆弧形,如图5所示,测量杆的截面和基座9上的孔均为方形,防止第一测量杆与第二测量杆的随意转动。
35.如图4所示,两测量杆轴心之间间距为h,第一测量杆与第二测量杆之间形成间距差δ,角度计算公式为tgα=δ/h,垂直度测试时,与实施例1相同,均需要使用到标准垂直块,当测量角度时,只需要测得两测杆轴心之间间距,以及间距差,即可完成角度的测量。本实施例2配合电子测量显微镜14,也完成角度的测量以及垂直度的测量。
36.本实施例中,电子测量显微镜的型号为zw-h4800。
37.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。