1.本发明涉及铝真空钎焊炉安装技术领域,涉及一种铝真空钎焊炉可拆卸式炉体加长装置及其使用方法。
背景技术:
2.真空钎焊,是指工件加热在真空室内进行,主要用于要求质量高的产品和易氧化材料的焊接。板翅式换热器真空钎焊专用设备,适用于空分、航空、石化等行业铝板翅式换热器的真空钎焊。
3.现有钎焊炉炉体结合由炉膛和法兰焊接一体组成,钎焊炉炉体长度决定了钎焊工件尺寸,如需钎焊特长工件,现有钎焊炉无法满足钎焊要求,如定制加长钎焊炉,费用贵,时间长,且特长工件属于少数,如长时间使用特长钎焊炉,能耗高,但是在企业,两个相同的炉膛是非常少见,一般采购肯定是按照不同尺寸大小的炉膛适用于不同型号的真空钎焊品,所以不同尺寸的炉膛在拼接安装上存在一定的难题,因此我们提出了一种铝真空钎焊炉可拆卸式炉体加长装置及其使用方法。
技术实现要素:
4.针对现有技术的不足,本发明设计了一种铝真空钎焊炉可拆卸式炉体加长装置及其使用方法,具备可对接安装法兰大小不一致炉体,加长部分炉体安装拆解灵活,密封性好等优点,解决了上述背景技术中所提到的问题。
5.为实现上述目的,本发明提供如下的技术,一种铝真空钎焊炉可拆卸式炉体加长装置,它包括第一炉体和第二炉体,该第一炉体的宽度大于第二炉体宽度,两者之间通过多个定位辅助装置和固定装置拼合加长密封,所述辅助装置安装在第二炉体的底部支撑第二炉体,该装置包括活动支座,千斤顶,小坦克,垫板,斜铁,千斤顶的下方安装有小坦克,活动支架安装在第二炉体的底部,下方垫有垫板,在垫板的一侧布置有斜铁,千斤顶顶住活动支架将两个炉体的轴线基本重合,在通过上方布置的固定装置进行固定拼合。
6.作为优选:所述固定装置包括垫块和夹块,其中垫块放置在第二炉体的上方其高度大于第一炉体小于第一炉体的法兰边位置,在垫块的上方放置一块高度等同于第一炉体法兰边的呈l型的夹块,该夹块夹紧垫块通过设置在第一炉体法兰边上设置的螺栓进行拧合固定,并在第一炉体法兰边安装有法兰胶圈。
7.一种铝真空钎焊炉可拆卸式炉体加长装置的使用方法,所述方法如下:1)将多个活动支座放置到炉体对接的预定位置,使用行吊把加长部分炉体放置放到活动支座上,争取保证2个炉体法兰间距小于20-50mm,利用千斤顶 垫板 斜铁的组合手段进行炉体中心的高度调节,利用千斤顶 小坦克 垫板 斜铁的组合手段,进行左右横向位移和角度的微调,确保炉体内筒轴线与加长炉体的内筒轴线基本重合。
8.2)在第一炉体对接处安装法兰胶圈,待轴线基本重合后,利用千斤顶 小坦克 垫板 斜铁的组合手段,将第二炉体向第一炉体的前法兰移动直至闭合。
9.3)待2个炉体法兰闭合后,在第一炉法兰背面插入螺栓和夹块,在夹块与一号炉法兰件加入垫块,通过第二炉体后用螺栓孔进行螺栓紧固,待后续抽空后继续进行进一步的检查密封,以确保两法兰面的稳定连接,连接完成后,对炉体进行抽真空,氦质谱查漏,确保法兰面的连接的密封性。
10.作为优选:所述步骤3)中进一步检查密封的步骤为:a. 螺栓全部拧紧后,关闭第一炉体和第二炉体的前后炉门,依次开启设置在第一炉体和第二炉体上的机械泵,罗茨泵,油扩散泵,对炉体进行抽真空,保持极限真空一小时,因炉体的真空状态使得两个法兰贴的更紧了,夹紧装置的部分螺母已经松动,依次紧固螺母。
11.b.所述炉体加长后,对炉体抽真空,对法兰对接处喷氦气,对炉体进行氦质谱检漏。直至炉体真空度达到要求。
12.作为优选:所述步骤1)中2个炉体法兰间距小于30mm。
13.与现有技术相比,本发明的有益效果如下:通过与现有钎焊炉对接组合可以满足更大的钎焊工件尺寸,法兰与法兰之间使用夹块,夹块制造简单安装方便,可满足对接法兰尺寸不一致的安装条件,可避免炉体焊接应力变形的影响;加长部分炉体可拆下夹块,安装炉门作为独立的真空钎焊设备单独使用,满足不同长度规格工件的钎焊要求,节约能耗。
附图说明
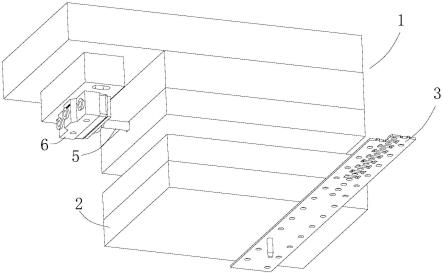
14.图1为本发明的结构示意图。
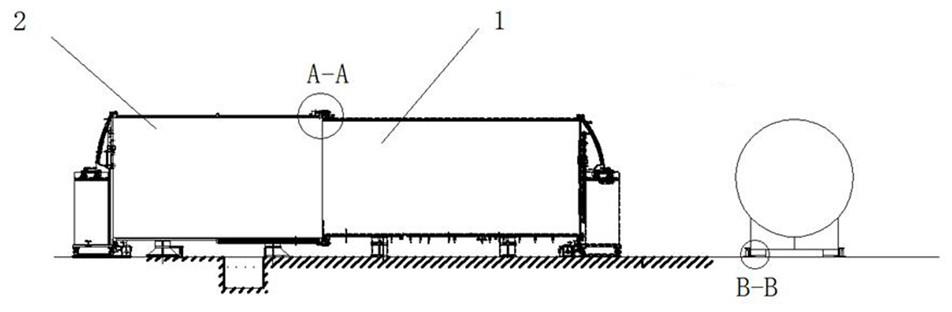
15.图2为本发明a-a局部放大图。
16.图3为本发明b-b局部方法图。
具体实施方式
17.为使本领域的普通技术人员更加清楚地理解本发明的目的、技术方案和优点,以下结合附图和实施例对本发明做进一步的阐述。
18.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明,如图1所示:一种铝真空钎焊炉可拆卸式炉体加长装置,它包括第一炉体1和第二炉体2,该第一炉体1的宽度大于第二炉体2宽度,两者之间通过多个定位辅助装置和固定装置拼合加长密封,所述辅助装置安装在第二炉体2的底部支撑第二炉体2,该装置包括活动支座3,千斤顶4,小坦克5,垫板6,斜铁7,千斤顶4的下方安装有小坦克5,活动支架3安装在第二炉体2的底部,下方垫有垫板6,在垫板6的一侧布置有斜铁7,千斤顶4顶住活动支架3将两个炉体的轴线基本重合,在通过上方布置的固定装置进行固定拼合。
19.所述固定装置包括垫块12和夹块10,其中垫块12放置在第二炉体的上方其高度大于第一炉体小于第一炉体的法兰边位置,在垫块12的上方放置一块高度等同于第一炉体法兰边的呈l型的夹块,该夹块10夹紧垫块12通过设置在第一炉体法兰边上设置的螺栓进行拧合固定,并在第一炉体法兰边安装有法兰胶圈8。
20.一种铝真空钎焊炉可拆卸式炉体加长装置的使用方法,所述方法如下:
1)将多个活动支座放置到炉体对接的预定位置,使用行吊把加长部分炉体放置放到活动支座上,争取保证2个炉体法兰间距小于20-50mm,利用千斤顶 垫板 斜铁的组合手段进行炉体中心的高度调节,利用千斤顶 小坦克 垫板 斜铁的组合手段,进行左右横向位移和角度的微调,确保炉体内筒轴线与加长炉体的内筒轴线基本重合。
21.2)在第一炉体对接处安装法兰胶圈8,待轴线基本重合后,利用千斤顶 小坦克 垫板 斜铁的组合手段,将第二炉体向第一炉体的前法兰移动直至闭合。
22.3)待2个炉体法兰闭合后,在第一炉法兰背面插入螺栓9和夹块10,在夹块与一号炉法兰11件加入垫块12,通过第二炉体后用螺栓孔进行螺栓紧固,待后续抽空后继续进行进一步的检查密封,以确保两法兰面的稳定连接,连接完成后,对炉体进行抽真空,氦质谱查漏,确保法兰面的连接的密封性。
23.所述步骤3中进一步检查密封的步骤为:a. 螺栓9全部拧紧后,关闭第一炉体1和第二炉体2的前后炉门,依次开启设置在第一炉体和第二炉体上的机械泵,罗茨泵,油扩散泵,对炉体进行抽真空,保持极限真空一小时,因炉体的真空状态使得两个法兰贴的更紧了,夹紧装置的部分螺母已经松动,依次紧固螺母。
24.b.所述炉体加长后,对炉体抽真空,对法兰对接处喷氦气,对炉体进行氦质谱检漏。直至炉体真空度达到要求,所述步骤1中2个炉体法兰间距小于30mm。
25.本文中所描述的具体实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,但凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。