1.本发明属于保护膜技术领域,具体涉及一种保护膜及其制备方法。
背景技术:
2.在锂离子电池的组装生产过程中,做完电芯后,一般需要用到铝塑膜、钢壳或铝壳等来做外包材料,而做完外包后的制程过程中就需要在其表面贴上易剥离特殊保护膜,尤其是软包电池,软包电池在烘烤过程中需要在铝塑膜表面层贴保护膜做保护,该保护膜通常采用高分子薄膜bopp为基材,在塑型与化成的高温高压(85℃,100kg)过程中保护铝塑膜不被刮花以及保护喷码不被污染,然而,目前电池在生产过程中,均需要经过扫码自动线来快速扫码读取电池的相应数据,由于现有的保护膜其透过率差,且保护膜覆盖在扫码区域上方,往往会导致扫码枪存在无法扫码或扫码识别时间较长的问题。
技术实现要素:
3.本发明的目的之一在于:针对现有技术的不足,提供一种保护膜,以解决现有保护膜其透过率差,进而导致扫码区域无法被识别,或识别时间长的问题。
4.为了实现上述目的,本发明采用以下技术方案:一种保护膜,包括基层,所述基层包括第一表面以及与所述第一表面相对设置的第二表面,所述第一表面设置有呈网格状的胶层,所述基层的厚度为45~60um,所述基层的透光率为70.5%~84.5%,所述第二表面的光泽度为120%~125%。
5.进一步地,所述基层的色相l值范围为 80~ 85,a值范围为-5.0~-4.0;b值范围为-15.0~-14.0。
6.进一步地,所述基层的色相l值为 83.6,a值为-4.6,b值为-14.6。
7.进一步地,所述基层由pet材料制成。
8.进一步地,所述基层的厚度为50~53um。
9.进一步地,所述胶层表面设置有多个均匀排布的沟槽,多个所述沟槽构成多边形网格结构。
10.进一步地,所述沟槽呈棱形状。
11.进一步地,所述基层在150℃/30min条件下的纵向热收缩率小于1.5%,所述基层在200℃/10min的横向热收缩率均小于0.1%。
12.本发明的目的之二在于:提供了一种保护膜的制备方法,包括以下步骤:
13.s1、选择透光率为70.5%~84.5%、厚度为45~60um的薄膜作为基层;
14.s2、在所述基层的第一表面做电晕处理,然后在所述第一表面涂覆一层硅胶胶水,形成胶层;
15.s3、通过压辊印压,在印压的同时进行固化,以使得胶层表面形成网格结构;
16.s4、在温度为25℃,相对湿度为90%的条件下熟化24h。
17.进一步地,在步骤s2中,电晕值为40~45dyne。
18.本发明提供的一种保护膜,其具有以下有益效果:
19.(1)本发明提供的一种保护膜,保护膜贴附在铝塑膜、钢壳或铝壳电池表面,由于保护膜的基层厚度为45~60um,基层的透光率为70.5%~84.5%,所述第二表面的光泽度为120%~125%,当电池经过自动扫描线时,位于该保护膜底部的二维码或条形码能够被扫码枪快速识别出来,提高了生产效率,且本发明提供的一种保护膜,其在基层表面设置有呈网格排布的胶层,以使得保护膜具有排气功能,当保护膜贴附在电池表面时,其与电池的接触面不会产生气泡。
20.(2)本发明提供的一种保护膜,其取消了底膜设计,选用pet材料制成基层,不仅降低生产成本,而且能够保证贴附在电池表面的保护膜在120℃的条件下烘烤12小时也不会发生起翘和热缩等情况。
21.(3)本发明提供的一种保护膜,其将基层厚度控制在45~60um,基层的透光度控制在70.5%~84.5%,所述第二表面的光泽度控制在120%~125%,不仅能够保证位于保护膜覆盖区域的二维码或条形码能够快速通过机器扫描读取出数据,而且还能够保证该保护膜具有一定的颜色,使得在裁切边料时,便于对边料进行定位,以方便对电池成品的边料做裁切,提高裁切的精确度。
附图说明
22.下面将参考附图来描述本发明示例性实施方式的特征、优点和技术效果。
23.图1为本发明实施例中的保护膜的结构示意图;
24.图2为本发明实施例中的胶层的结构示意图。
25.其中,附图标记说明如下:
26.1、基层;2、胶层;21、沟槽。
具体实施方式
27.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接受的误差范围内,本领域技术人员能够在一定误差范围内解决技术问题,基本达到技术效果。
28.在申请的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.在本技术的描述中,除非另有明确的规定和限定,术语“第一”、“第二”、“第三”仅用于描述的目的,而不能理解为指示或暗示相对重要性;术语“多个”是指两个或两个以上;除非另有规定或说明,术语“连接”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接,或电连接;“连接”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本
申请中的具体含义。
30.以下结合附图1~2对本发明作进一步详细说明,但不作为对本发明的限定。
31.发明人发现,现有的保护膜贴附在电池表面时,会导致被保护膜覆盖的二维码或条形码在经过扫码自动生产线时,往往会存在无法识别,或识别速度慢的问题,进而导致生产效率低,其次,发明人还发现,当现有的保护膜从电池表面剥离出来时,往往会在铝塑膜、钢壳或铝壳的表面残留有胶水,进而造成了对铝塑膜表面的污染。
32.基于此,本发明提供了一种保护膜,包括基层1,基层1包括第一表面以及与第一表面相对设置的第二表面,第一表面设置有呈网格状的胶层2,基层1的厚度为45~60um,基层1的透光率为70.5%~84.5%,第二表面的光泽度为120%~125%。
33.在本具体实施方式中,保护膜贴附在铝塑膜、钢壳或铝壳电池表面,由于保护膜的基层1厚度控制在45~60um,基层1的透光率控制在70.5%~84.5%,第二表面的光泽度控制在120%~125%,当电池经过自动扫描线时,位于该保护膜底部的二维码或条形码能够被扫码枪快速识别出来,提高了生产效率,且本发明提供的一种保护膜,其在基层1表面设置有呈网格排布的胶层2,以使得保护膜具有排气功能,当保护膜贴附在电池表面时,其与电池的接触面不会产生气泡。
34.本发明实施例提供的一种保护膜,与现有的保护膜相比,其还取消了底膜设计,选用pet材料制成基层1,不仅降低生产成本,而且能够保证贴附在电池表面的保护膜在120℃的条件下烘烤12小时也不会发生起翘和热缩等情况。
35.值得一提的是,在本实施例提供的保护膜,其基层1厚度控制在45~60um,基层1的透光度控制在70.5%~84.5%,第二表面的光泽度控制在120%~125%,不仅能够保证位于保护膜覆盖区域的二维码或条形码能够快速通过机器扫描读取出数据,而且还能够保证该保护膜具有一定的颜色,使得在裁切边料时,便于对边料进行定位,以方便对电池成品的边料做裁切,提高裁切的精确度。
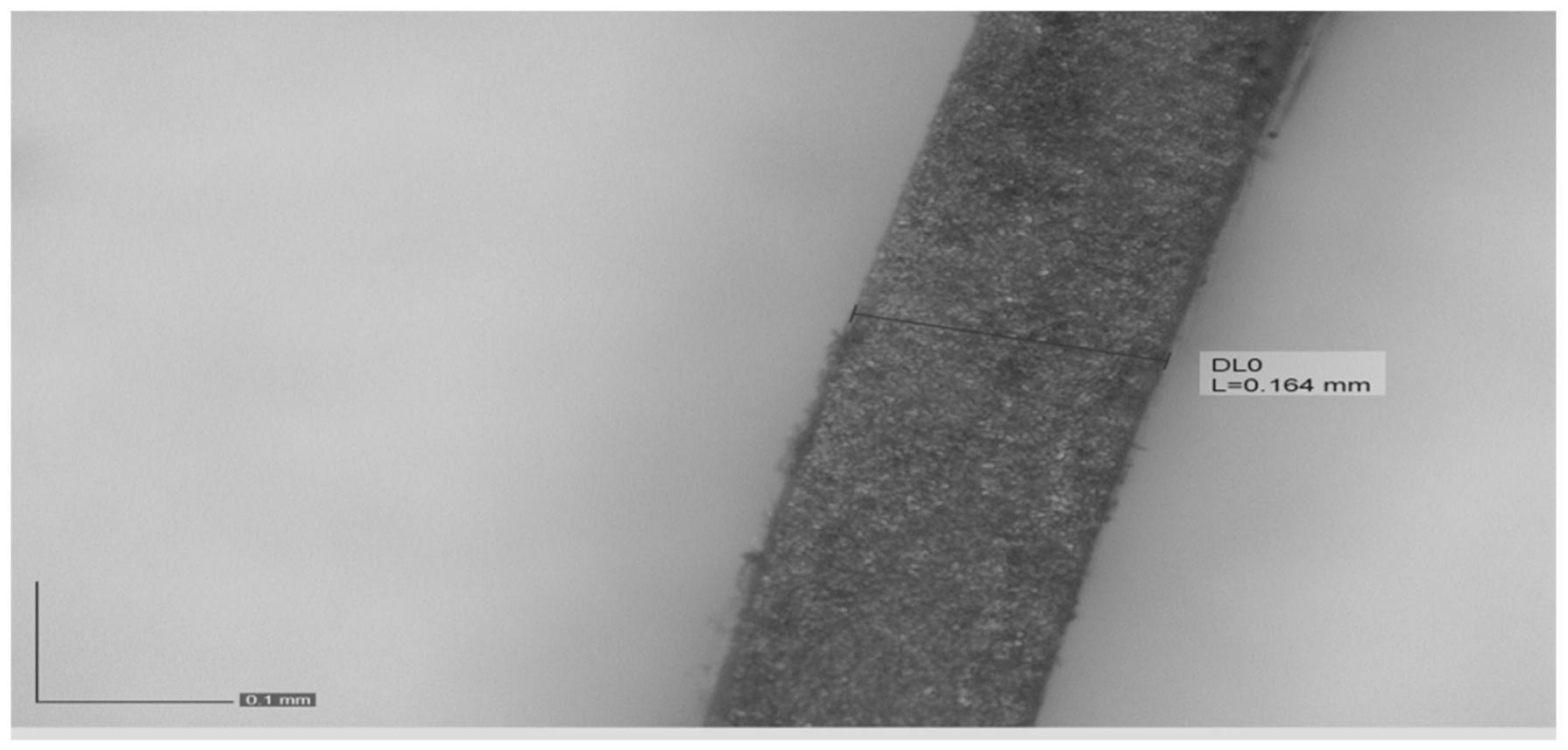
36.优选地,基层1的厚度优选为50~53um。
37.优选地,胶层2表面设置有多个均匀排布的沟槽21,多个沟槽21构成多边形网格结构,更为具体地,沟槽21呈棱形状。
38.发明人在设计时,在保护膜颜色的选择上经过反复研究对比,试了各种颜色,如绿色,灰色,黄色,紫色,橙色,粉色,蓝色,红色等各种颜色以及各种颜色的深度,经过几个月的实验分析,最终才得出保护膜颜色的如下参数:基层1的色相l值范围为 80~ 85,a值范围为-5.0~-4.0;b值范围为-15.0~-14.0。
39.更为具体地,本实施例中的保护膜颜色参数优选为:基层1的色相l值为 83.6,a值为-4.6,b值为-14.6。即,保护膜呈浅蓝色,采用该参数设计,能够保证保护膜的基层1厚度为50um,表面光泽度为122%时,不仅能够使得扫码枪能够快速识别位于保护膜底部的二维码或条形码,提高识别速率,而且还能够保证保护膜具有识别度,便于电池成品在做边料裁切时,能够提高裁切的精确度。
40.上述保护膜的性能测试参数如下:
[0041][0042][0043]
由上表可知,本发明提供的一种保护膜,其具有良好的热收缩率以及断裂伸长率,在采用浅蓝色时,保护膜的透光率为80.6%,光泽度为122%,使得该保护膜不仅具有良好的透过率,而且还能够保证具有一定的色泽,提高了保护膜的质地,在电池成品裁切时,能够便于定位,提高裁切的精确度。
[0044]
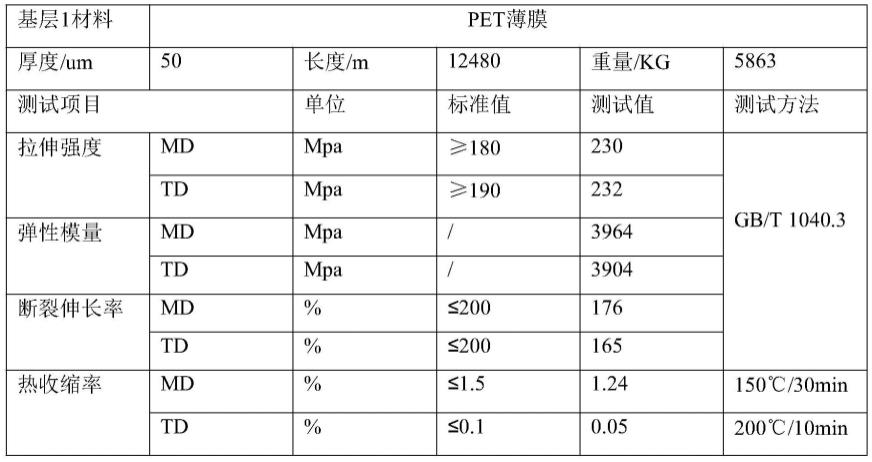
由上表可知,采用pet薄膜制成的保护膜,其在150℃/30min条件下的纵向热收缩率小于1.5%,在200℃/10min的横向热收缩率均小于0.1%,即本实施例提供的保护膜,其贴合在电池表面进行烘烤时,该保护膜不易发生起翘或热缩的情况。
[0045]
本发明的目的之二在于:提供了一种保护膜的制备方法,包括以下步骤:
[0046]
s1、选择透光率为70.5%~84.5%、厚度为45~60um的薄膜作为基层1;
[0047]
s2、在基层1的第一表面做电晕处理,电晕值为40~45dyne,然后在第一表面涂覆一层硅胶胶水,形成胶层2;
[0048]
s3、通过压辊印压,在印压的同时进行固化,以使得胶层2表面形成网格结构;
[0049]
s4、在温度为25℃,相对湿度为90%的条件下熟化24h。
[0050]
在本具体实施方式中,硅胶胶水的有效成分为甲基乙烯基硅橡胶、甲基苯基乙烯基硅橡胶或氟硅橡胶中的至少一种。
[0051]
值得一提的是,发明人发现,现有的保护膜从铝塑膜上剥离出来时,往往会出现脱胶转移的现象,经过分析后发现,是由于保护膜无电晕或电晕不足,导致胶层2对保护膜附着力差,撕膜时,胶层2与铝塑膜之间的粘附力大于胶层2与基层1之间的附着力,从而导致
出现脱胶转移现象。基于此,本发明实施例的基层1表面做电晕处理的电晕值优选为42dyne。电晕值在为42dyne时,能够提高胶层2和基层1之间的附着力,在撕膜时,胶层2与铝塑膜之间的粘附力小于胶层2与基层1之间的附着力,进而避免了出现脱胶转移的问题。
[0052]
实施例1
[0053]
本实施例1提供了一种保护膜,该保护膜包括基层1,基层1包括第一表面以及与第一表面相对设置的第二表面,第一表面设置有呈网格状的胶层2,基层1的透光率为80.6%,第二表面的光泽度为122%。
[0054]
在本实施例1中,该保护膜为单层蓝色硅胶保护膜,基层1为pet蓝色基材膜,且基层1的厚度为50um,胶层2为有机硅胶层,且胶层2的厚度为8
±
1um,具体如下表所述:
[0055]
基层:50umpet蓝色基材膜胶层:8
±
1um有机硅胶层底膜:无
[0056]
更为具体地,本发明提供的保护膜其存储条件如下:
[0057]
(1)存贮环境:放置在温度为10℃~33℃,湿度40%~70%的存储空间内,且应避免潮湿、粉尘及阳光直射;
[0058]
(2)保存期限:在温度23℃
±
10℃,相对湿度55%
±
10%的条件下可以保存至少六个月,以该保护膜送至客户端为首日,长时间储存需充分测试后使用。
[0059]
本实施例1提供的保护膜物性标准如下:
[0060][0061]
注1:上述总厚度以基材pet膜加胶层厚度不包括底材膜。
[0062]
本发明实施例1提供的保护膜,其具有以下优点:
[0063]
(1)产品具有优良的透光率及机械性能,且该保护膜的尺寸稳定,具有低粘着力,当需要从电池表面剥离出来时,容易撕下且撕起后不留残胶;
[0064]
(2)该保护膜具有良好的耐高温性和排气性能;
[0065]
(3)该保护膜适用于材料转贴、面板保护,如平面显示器之面板表面(玻璃、亚克力或pc材质)、crt显示器、触控式屏幕、手机、数位相机及pda塑胶面板,在使用中达到保护面板的效果。
[0066]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
[0067]
根据上述说明书的揭示和教导,本发明所属领域的技术人员还能够对上述实施方
式进行变更和修改。因此,本发明并不局限于上述的具体实施方式,凡是本领域技术人员在本发明的基础上所作出的任何显而易见的改进、替换或变型均属于本发明的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。