1.本发明涉及一种冷轧硅钢片涂料,特别是指一种适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液及制备方法与应用。
背景技术:
2.冷轧无取向硅钢片是一种含硅量为0.4%-3.0%的硅铁合金软磁材料,作为各种旋转电机铁心的基础钢铁原材料,其广泛应用于下游机电行业,具有较高的国民经济效益。
3.冷轧无取向硅钢片在下游电机铁心制作过程中主要通过铆接和焊接等方式叠压在一起,确保电机在旋转过程中具有优良的电磁性能,同时具备一定的机械抗震稳固性。随着市场对电机综合性能的要求越来越高,部分出口至欧美市场的电机厂家在铁心制作完毕后,通过在铁心表面进行二次涂层涂覆,进一步提高电机绝缘等级。二次涂覆的涂层主要以酚醛树脂、环氧树脂、丙烯酸树脂等有机树脂为基料,辅以黑色浆料、表面活性剂等添加剂,涂覆工艺主要以喷涂、浸渍和电泳涂装为主。
4.其中,电泳涂装是将被涂物品浸在水溶性涂料中通电,在电场力作用下,靠电场产生的物理化学作用将漆沉积在被涂物品上的一种涂装方法。按照电泳涂料的功能分类,可分为电泳底漆、底面合一电泳、二次电泳。通常电泳涂装根据电泳涂料所带电荷的种类,电泳时采用的电源进行分类,分为阳极电泳和阴极电泳。同时,由于涂料水性化是涂料环保发展的必然趋势,电泳涂料同样积极向水性化发展,即在水性电泳涂料中形成以水和助溶剂为分散介质、以水性树脂为分散相的两相分散体系,在这两相界面上由于树脂胶粒的离解而形成双电层结构,从而形成一定的电位差。其中树脂胶粒带正电荷,在电泳过程中这种胶体粒子会向阴极移动并在阴极表面放出电子,沉积于阴极表面,因此目前水性电泳涂料绝大多数采用的是阴极电泳方式。
5.阴极电泳是在直流电场中,带有正电荷的树脂胶粒首先在电阻最小、电流密度最高的部位,如铁心的切断面和铆接打孔处沉积,然后在背离阴极的部位进行沉积。电泳涂装是涂层涂装的方式之一,其最大的特点是对于形状和结构复杂的铁心工件具有良好的涂覆效果。铁心经过电泳涂装后还需经过涂层固化炉,在一定的烘烤温度下使涂层发生树脂交联反应,生成较致密的涂层膜。
6.对于钢厂而言,被用于二次电泳涂覆的无取向硅钢片毕竟只占其产量的很少比例,大多数成品还是在钢板出厂前通过在其表面涂覆一层薄的半无机半有机铬酸盐-丙烯乳液绝缘涂层。该涂层充分利用了无机组分铬酸盐与钢板基体发生化学结合反应,有机组分丙烯乳液通过树脂交联反应形成致密的涂层膜。因此,该复合涂层膜具备优良的绝缘性能和冲片性能,同时具备一定的防锈性能。
7.因此,下游电机厂家若需要在其表面进行二次电泳涂覆,则必须要求硅钢片底涂层在保证基本的绝缘性能、防锈性能前提下,尽可能降低表面绝缘电阻,或者在电泳涂装预处理过程中容易裂解成短链分子或者从钢板表面脱附,以保证二次电泳过程中有足够的电
流密度顺畅地通过这层较薄的底涂层,从而使水性电泳涂料具有较高的泳透力,在铁心表面进行沉积成膜。然而,由于当前主流的铬酸盐-丙烯树脂绝缘涂层成膜较为致密,表面绝缘电阻较高,导致通过铁心的电流密度偏小,从而出现电泳涂漆无法附着在铁心表面,产生电泳涂漆脱落的缺陷。
8.为解决上述问题,各钢厂曾通过降低铬酸盐-丙烯树脂绝缘涂层膜厚的方式,尽管有所改善,但受制于现有涂层涂覆装备条件的限制,经常导致产生漏涂、涂层花斑等不必要的表面质量缺陷。
9.现有技术中,cn109504202a公开了一种具有良好二次涂层附着性的铬酸盐-丙烯树脂涂液及其制备方法与应用,它由无机组分、多元醇、丙烯酸乳液按质量比(5~20)∶(0.1~1.0)∶1组成;其中无机组分按质量份计包括氧化镁1~8份、铬酐14~29份、硼酸0.1~0.8份和水50~95份;cn110283480a公开了一种用于焊接的半有机-半无机硅钢片涂液,由无机组分、有机硅改性丙烯酸乳液、硅烷聚合物、多元醇、消泡剂按质量比(8~24)∶1:(0.1~0.8)∶0.1~1)∶(0.01~0.05)组成;所述无机组分按质量份计包括氧化镁1~8份、铬酐14~29份、硼酸0.1~0.8份和水50~95份。cn110885571a公开了一种节能型无取向硅钢涂液及其制备方法与应用,由无机组分、环氧丙烯酸酯复合乳液、硅烷聚合物、多元醇、消泡剂按质量比(6~22)∶1∶(0.1~1.0)∶(0.1~1.0)∶(0.01~0.05)组成;所述无机组分按质量份计包括硅溶胶15~30份、磷酸二氢铝14~28份、磷酸二氢铬10~20份、硼酸0.1~0.8份和水40~100份。但是,这些技术均是针对无取向硅钢在下游电机厂应用过程中,通过对涂覆在其表面的涂层配方进行重新设计,在提高涂层绝缘性和附着性的前期下,突出改进某种特定的涂层性能优势,从而使硅钢片适应了不同用户的应用场景。因此,上述技术在应用于二次电泳涂覆时,反而会因为其综合性能优良,导致电泳过程中电流密度偏低,使水性电泳涂料无法泳透至底涂层上。
10.cn114031997a公开了一种适用于无取向硅钢极薄带表面涂覆的涂液,由水溶性丙烯树脂、成膜助剂、耐盐雾助剂、流平剂、纳米氢氧化锆、消泡剂、水按质量比100:(2~8):(1~3):(1~5):(0~1):(0.1~0.5):(70~130)组成。但是,该发明主要针对无取向极薄带的涂覆特点而开发的,故应用于常规无取向硅钢涂覆过程中涂液的局部表面张力出现过大或过小的波动,导致涂液流平性与钢板表面无法匹配而产生涂层花斑缺陷。
11.为此,专门针对适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液及制备方法与应用尤为必要。
技术实现要素:
12.本发明所要解决的技术问题是针对上述现有技术存在的不足而提供一种适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液及制备方法。该绝缘涂液形成的涂层表面透明光滑,附着性和防锈性能优良,特别是在其上涂覆的电泳漆二次涂层具有良好的附着性,并且二次涂覆效果好。
13.本发明为解决上述提出的问题所采用的技术方案为:
14.一种适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液,由醋丙乳液、成膜助剂、流变剂、硼酸、多元醇、消泡剂、去离子水按质量比100∶(1~10)∶(2~7)∶(0.1~0.8)∶(0.1~1):(0.1~0.5):(60~150)组成。
15.优选地,上述适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液,由醋丙乳液、成膜助剂、流变剂、硼酸、多元醇、消泡剂、去离子水按质量比100∶(3~7)∶(3~5)∶(0.2~0.5)∶(0.3~0.7):(0.2~0.4):(80~125)组成。
16.按上述方案,所述醋丙乳液由醋酸乙烯酯、丙烯酸丁酯、丙烯酸、甲基丙烯酸羟乙酯四种单体,复合乳化剂及引发剂过硫酸铵为主要原料制备而成。进一步地,上述原料醋酸乙烯酯、丙烯酸丁酯、丙烯酸、甲级丙烯酸羟乙酯、复合乳化剂及引发剂过硫酸铵的质量比为(30~80)∶(30~60)∶(5~15)∶(1~10)∶(1~5)∶(1~5)。进一步优选地,上述原料醋酸乙烯酯、丙烯酸丁酯、丙烯酸、甲级丙烯酸羟乙酯、复合乳化剂及引发剂过硫酸铵的质量比为(45~65)∶(35~55)∶(8~11)∶(2~8)∶(2~4)∶(2~4)。其中,复合乳化剂为十二烷基苯磺酸钠sds与烷基酚聚氧乙烯醚(tx-9)的混合物,两者混合质量比例为1∶(1~3)。
17.按上述方案,所述醋丙乳液的制备方法,包括如下步骤:
18.(1)将单体醋酸乙烯酯均分成a和b两份,a作为种子乳液原料;b在容器中与丙烯酸丁酯、丙烯酸、甲级丙烯酸羟乙酯于20~30℃下均匀搅拌,得到混合单体;
19.(2)将引发剂过硫酸铵按照1∶(1~3)质量比分为c和d两份,c作为种子乳液引发剂,d作为混合单体中壳聚合的引发剂;
20.(3)将复合乳化剂按照1∶(1~3)质量比分为e和f两份,e作为种子乳液乳化剂,f作为混合单体中壳聚合的乳化剂;
21.(4)将去离子水和聚乙烯醇按照(8~12)∶1质量比加入到充满氮气保护的装有回流冷凝管、搅拌器、温度计和加料装置的四口烧瓶中,升温至85~95℃的恒温水浴中使聚乙烯醇完全溶解,再降温至45~55℃,加入复合乳化剂e、酸碱缓冲剂磷酸二氢钠,并加入醋酸乙烯酯a中的一部分,于30~60℃下搅拌预乳化10~60min;升温至60~90℃,加入引发剂c中的一部分,待乳液呈蓝相,继续滴加剩余醋酸乙烯酯a和剩余引发剂c,待全部加料完毕后,在70~80℃保温30~60min,得到种子乳液;
22.(5)将上述种子乳液升温至80~90℃,然后将混合单体、引发剂d及复合乳化剂f在1~2h内均匀滴加到反应器中,待全部加料完毕后,继续保温60~90min,降温调节ph值,得到具有核壳结构的醋丙乳液。
23.进一步地,步骤(3)中,所述聚乙烯醇优选为型号为pva1799与pva1788的混合物,两者混合质量比例为1∶(1~2)。
24.按上述方案,所述成膜助剂为二丙二醇单甲醚、二丙二醇单丙醚、二丙二醇单丁醚中的一种或两种搭配使用。
25.本发明中,所述流变剂为聚醚改性三硅氧烷或者聚醚改性四硅氧烷;所述多元醇为乙二醇或丙三醇;所述消泡剂为聚氧乙烯聚氧丙烯季戊四醇醚、聚氧乙烯聚氧丙醇胺醚、聚氧丙烯甘油醚、聚氧丙烯聚氧乙烯甘油醚、聚二甲基硅氧烷中的一种或多种。
26.本发明还提供上述适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液的制备方法,具体过程为:向反应容器内依次加入去离子水、硼酸,搅拌180~300min,使硼酸充分溶解,再依次加入醋丙乳液、成膜助剂、流变剂、多元醇,每完成添加一种组分后,搅拌60~90min,最后加入消泡剂,搅拌120~150分钟;待涂液配制完成后,静置20~30min,用目数为60~100的过滤网将涂液中残留颗粒进行过滤,得到适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液。
27.本发明还提供上述适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液的使用方法,具体过程为:将上述适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液通过加水控制比重范围为1.00~1.20,优选为1.05~1.15,然后涂覆于无取向硅钢板表面,然后置于干燥炉经一定温度干燥固化后形成绝缘涂层。
28.进一步地,涂液涂覆方式采用带刻槽两辊涂层机,涂辊压下量控制依靠涂辊两端蜗轮蜗杆和精密丝杆组成的间隙调整装置调整各辊间的压力,可获得均匀的目标涂层厚度。其中,涂辊技术参数为:上、下辊110
°×
(0.08~0.16)mm
×
56牙/1英寸,硬度为52~60
°
;优选为上、下辊110
°×
(0.08~0.12)mm
×
56牙/1英寸,硬度为52~60
°
;
29.进一步地,涂液的涂覆量为0.3~1μm,优选为0.3~0.6μm;
30.进一步地,干燥固化钢板基板固化板温(pmt)为:240~300℃/20~80s,优选为255~285℃/30~60s。干燥固化是在干燥炉内空气气氛下完成,钢板基体加热和涂层固化温度来自于干燥炉内辐射管热辐射加热和烧嘴明火加热以及他们的组合,以保证炉内温度达到钢板基板固化板温pmt要求。
31.本发明中,所述无取向硅钢为冷轧无取向硅钢板,是由厚度为1.8~2.8mm的含硅量0.4%~3.0%的无取向硅钢热轧板经过酸洗去除表面氧化铁皮,轧机将钢板轧制至目标厚度为0.35~0.65mm后,再经过连续退火机组连续高速通板完成脱碳退火(脱碳退火也可以省略)、晶粒回复退火所得,并且在涂层前必须保证钢板表面清洁干燥、无异物。该无取向硅钢磁性水平符合国标“gb/t 2521.1-2016全工艺冷轧电工钢第1部分:晶粒无取向钢带(片)”。具体地,所述无取向硅钢适用于50w600、50w800、50w1000、65w600、65w800等无取向中低牌号。
32.与现有技术相比,本发明的有益效果在于:
33.1)本发明所述以醋丙乳液为主要成分的无取向硅钢绝缘涂液经一定温度烘烤成膜。与传统的铬酸无机盐-纯丙乳液半无机半有机涂层比较,本方法所制取的醋丙乳液的各单体在涂层固化时交联密度比纯丙乳液小,并且没有添加无机组分,固化后的涂层与钢板之间只通过机械附着作用进行结合;而后者中的无机组分与钢板在界面结合处发生了化学结合反应,同时与涂层通过机械附着共同作用,因此前者附着力远小于后者。但在无取向硅钢应用于电泳漆二次涂覆过程中,经过前期除油、弱碱洗烘干预处理后,前者容易从钢板基板上脱附下来,会使表面绝缘电阻大幅降低,电泳过程中阴极电流显著增加,使电泳涂料更容易涂装,从而解决了电泳涂装不佳的问题,这也是本发明充分利用了醋丙乳液自身成膜特性的体现。
34.2)本发明所述的无取向硅钢绝缘涂液结合无取向硅钢钢板含硅量高、比表面能大的特点,通过添加成膜助剂、流变剂等辅助成膜物质,进一步改善了涂层成膜质量,在保证满足钢厂表面质量和钢卷运输存储防锈要求的前提下,尽管比传统的铬酸无机盐-纯丙乳液半无机半有机涂层绝缘性能略差,但是较好地满足了下游客户对硅钢片的电泳二次涂覆加工需求,帮助用户拓展了产品应用附加价值。
35.3)本发明所述以醋丙乳液为主要成分的无取向硅钢绝缘涂液固化温度比传统的铬酸无机盐-纯丙树脂有机涂层低,有利于降低涂层固化炉燃烧负荷和能源消耗,同时还能大幅降低机组设备、备件消耗。
具体实施方式
36.为了更好地理解本发明,下面结合实施例进一步阐明本发明的内容,但本发明不仅仅局限于下面的实施例。
37.下述实施例中,所述聚乙烯醇为型号pva1799与pva1788的混合物,两者混合质量比例为4:6;消泡剂为聚氧乙烯聚氧丙醇胺醚与聚二甲基硅氧烷按照质量比1∶1混合所得。
38.下述实施例中,所述无取向硅钢具体选用无取向中低牌号50w1000,是由厚度为2.3mm含硅量0.4%的无取向硅钢热轧板经过酸洗去除表面氧化铁皮,轧机将钢板轧制至目标厚度为0.50mm后,经过95%n2 5%h2保护性气氛下晶粒回复退火(830℃/30s)所得。该无取向硅钢磁性水平达到p
1.5/50
=5.3w/kg,b
5000/50
=1.74t,并且在涂层前必须保证钢板表面清洁干燥、无异物。
39.实施例1~5
40.本发明所提供的适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液,由醋丙乳液、成膜助剂二丙二醇单丙醚、流变剂聚醚改性四硅氧烷、硼酸、丙三醇、消泡剂、去离子水按质量比100∶(1~10)∶(2~7)∶(0.1~0.8)∶(0.1~1)∶(0.1~0.5)∶(60~150)组成,各实施例的具体配比见表1;
41.所述醋丙乳液由醋酸乙烯酯、丙烯酸丁酯、丙烯酸、甲基丙烯酸羟乙酯四种单体、复合乳化剂(sds与tx-9按照质量比1∶2混合)及引发剂过硫酸铵为主要原料按照质量比(30~80)∶(30~60)∶(5~15)∶(1~10)∶(1~5)∶(1~5)制备而成,各实施例的具体配比见表2。
42.表1总体成分及配比表
43.组分实施例1实施例2实施例3实施例4实施例5醋丙乳液100100100100100成膜助剂1.03.55.57.08.5流变剂2.03.04.05.06.5硼酸0.10.20.30.50.7多元醇0.10.30.50.70.9消泡剂0.10.20.30.40.5去离子水658590125145
44.表2醋丙乳液成分及配比表
[0045][0046]
以上各表中,各成分的单位均为质量份,单位质量份同一表格中代表相同质量,在不同表格代表不同质量。
[0047]
各实施例所述适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液的制备方法、使用方法,具体步骤如下:
[0048]
1、制备醋丙乳液
[0049]
(1)将单体醋酸乙烯酯均分成a和b两份,a作为种子乳液原料;b在容器中与丙烯酸丁酯、丙烯酸、甲级丙烯酸羟乙酯于20~30℃下均匀搅拌,得到混合单体;
[0050]
(2)将引发剂过硫酸铵按照1∶2质量比分为c和d两份,c作为种子乳液引发剂,d作为混合单体中壳聚合的引发剂;
[0051]
(3)将复合乳化剂sds与tx-9按照1∶2质量比混合后,按照1∶2质量比分为e和f两份,e作为种子乳液乳化剂,f作为混合单体中壳聚合的乳化剂;
[0052]
(4)将去离子水和聚乙烯醇按照10:1质量比加入到充满氮气保护的装有回流冷凝管、搅拌器、温度计和加料装置的四口烧瓶中,升温至90℃的恒温水浴中使聚乙烯醇完全溶解,再降温至50℃,加入复合乳化剂e、酸碱缓冲剂磷酸二氢钠,并加入醋酸乙烯酯a中的一部分,于45℃下搅拌预乳化35min;升温至75℃,加入引发剂c中的一部分,待乳液呈蓝相,继续滴加剩余醋酸乙烯酯a和剩余引发剂c,待全部加料完毕后,在75℃保温45min,得到种子乳液;
[0053]
(5)将上述种子乳液升温至85℃,然后将混合单体、引发剂d及复合乳化剂f在1.5h内均匀滴加到反应器中,待全部加料完毕后,继续保温75min,降温调节ph值,得到具有核壳结构的醋丙乳液。
[0054]
2、制备涂液
[0055]
向反应容器内依次加入去离子水、硼酸,搅拌240min,使硼酸充分溶解,再依次加入醋丙乳液、成膜助剂二丙二醇单丙醚、流变剂聚醚改性四硅氧烷、丙三醇,每完成添加一种组分后,搅拌75min,最后加入消泡剂,搅拌150min;待涂液配制完成后,静置30min,用目数为80的过滤网将涂液中残留颗粒进行过滤,得到适用于改善电泳漆二次涂覆的无取向硅钢绝缘涂液。
[0056]
3、使用方法
[0057]
(1)将所述无取向硅钢绝缘涂液通过加水控制比重为1.10左右,然后涂覆于无取向硅钢板表面,涂覆量以涂覆厚度来计,涂覆厚度为0.3~1μm,优选为0.3~0.6μm。
[0058]
本步骤中,涂覆方式采用带刻槽两辊涂层机,涂辊压下量控制依靠涂辊两端蜗轮蜗杆和精密丝杆组成的间隙调整装置调整各辊间的压力,可获得均匀的目标涂层厚度。其中,涂辊技术参数为:上、下辊110
°×
(0.08~0.16)mm
×
56牙/1英寸,硬度为52~60
°
;优选为上、下辊110
°×
(0.08~0.12)mm
×
56牙/1英寸,硬度为52~60
°
;
[0059]
(2)将上述涂覆有涂液的无取向硅钢板置于干燥炉经一定温度干燥固化后形成绝缘涂层;其中,干燥固化钢板基板固化板温(pmt)为:240~300℃/20~80s,优选为255~285℃/30~60s。
[0060]
对比例1
[0061]
以原镁盐 纯丙烯酸树脂配方作为对比,原镁盐涂液配方中无机组分各成分质量比例为氧化镁3份、铬酐20份、水80份、硼酸0.1份,有机组分丙烯酸乳液10份;其中丙烯酸乳液原料由单体甲基丙烯酸甲酯30份、丙烯酸乙酯60份、羟甲基丙烯酰胺3份聚合而成。
[0062]
对比例2
[0063]
将对比例1中的丙烯酸乳液替换成醋丙乳液,其它组分不变作为对比。
[0064]
对比例配制涂液、涂层固化工艺与各实施例基本相同,具体工艺参数详见表3。
[0065]
表3各实施例涂层固化参数表
[0066][0067]
测试例
[0068]
对各实施例、对比例所制备的涂层涂敷性,带有绝缘涂层的无取向硅钢的层间电阻、光泽度及耐盐雾性能等项目进行测试,其结果列于表4中。所采用的涂层测试方法如下:
[0069]
1)层间电阻:用层间电阻测试仪按照gb/t2522-2007测试。
[0070]
2)铅笔硬度:用台式铅笔硬度计按照gb/t6739-2006,采用三菱铅笔测试。
[0071]
3)光泽测试:用光泽度仪按照gb9754-2007测试。
[0072]
4)耐盐雾性能:按照gb2423.17-93中的方法进行耐中性盐雾性能测试。
[0073]
5)t弯:用圆柱弯曲试验仪按照gb/t13488-2006测试。
[0074]
6)电泳漆二次涂覆的钢板预处理:用ph值为10的nahco3弱碱浸泡60℃
×
0.50h,洗脱清洗液后进入220℃烘箱中烘烤1小时。
[0075]
7)电泳漆二次涂覆附着性:利用涂层附着性测试仪—qfh百格刀对二次涂覆电泳漆附着性进行检测。
[0076]
8)涂层固化后涂膜厚度:用德国菲希尔fischer规格型号为deltascope fmp30的测膜仪进行测量。
[0077]
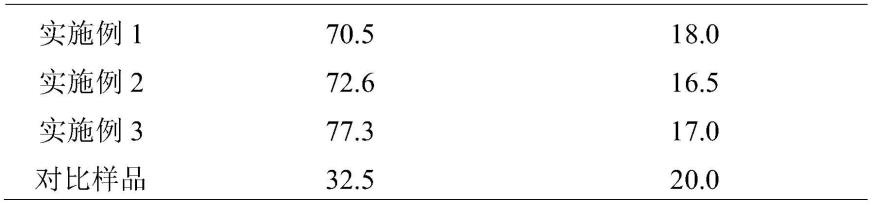
表4各实施例涂层性能表
[0078][0079]
从表4中可以看出:本发明中的对比例1是传统的铬酸无机盐-纯丙乳液半无机半有机涂层,实验结果表明该涂层钢厂出厂层间电阻较高,经电泳漆二次涂覆的钢板预处理后层间电阻依然较高,难以应用于电泳漆二次涂覆;对比例2是以醋丙乳液替代纯丙乳液作为主成膜物质,实验结果表明醋丙乳液在传统的半无机半有机涂层中应用效果明显不如纯丙乳液,这也是醋丙乳液在无取向硅钢涂层的应用局限。
[0080]
本发明中实施例1-5均是在涂层开发过程中不同组分相互复配的结果,形成的涂层表面良好,附着性和防锈性能优良,特别是在其上涂覆的电泳漆二次涂层具有良好的附着性,并且二次涂覆效果好,涂层二次涂覆前预处理后绝缘电阻均下降,电泳漆二次涂覆效果和质量好。其中,实施例3得到涂层表面光亮度较佳,涂层涂覆性较好,涂层二次涂覆前预处理后绝缘电阻显著下降,电泳漆二次涂覆效果和质量达到最优,相对于对比例1-2得到大大改善,达到涂层配方优化目的。
[0081]
以上所述仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干改进和变换,这些都属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。