1.本发明属于物品的包装物,特别是一种蜂巢格防震纸垫结构及加工方法及加工设备。
背景技术:
2.随着物流的发展,人们通过物流邮寄实现文件、物品等物品的流动运输,基于上述包装物耗材已被大量使用。由于物品涉及种类多,特别是当在易碎物品的流动运输的包装中蜂巢格防震纸垫,已被广泛使用。
3.现有技术中,防震材料是一种采用发泡减震板或块,二是采用气泡袋、三是采用蜂巢格防震纸垫,实现易碎物品运输的防震包装,上述一、二两种防震包装均存在占用体积大、不环保、包装废弃物回收处理困难的问题。蜂巢格防震纸垫需要拉伸后使用,才能起到减震作用,现有技术对于蜂巢格防震纸垫的拉伸采用人工或机器拉伸,但纸质网格防震垫的拉伸后,由于纸质网格防震垫具有弹性,拉伸后纸质网格防震垫没有约束的条件下,纸质网格防震垫会由于弹性而恢复到拉伸前的原始状态。给使用带来麻烦。
技术实现要素:
4.本发明为解决纸质网格防震垫拉伸后,由于弹性而恢复到拉伸前的原始状态。给使用带来麻烦的技术问题。本发明基于现有蜂巢格防震纸垫的现有结构,通过成型工艺改变纸质网格防震垫的现有结构,实现纸质网格防震垫拉伸定型后,保持纸质网格防震垫的定型不能恢复到拉伸前的原始状态。为解决上述问题,本发明公开一种蜂巢格防震纸垫结构及加工方法及加工设备。
5.本发明实现发明目的采用的技术方式是:一种蜂巢格防震纸垫结构,该防震纸垫结构由一组纸条端面呈蜂巢格结构均布间隔相互粘接在一起构成。
6.所述的纸条端面呈蜂巢格结构,纸条在未粘合处,上下两端设有折边弯曲部,纸条在粘合处设置中间弯曲部。
7.一种蜂巢格防震纸垫的定型方法,该方法将由一组平行排列的纸条均布间隔相互粘接在一起构成的收缩网格防震纸垫,经拉伸定型后实现。
8.步骤a1.将收缩的网格防震纸垫拉伸成展开成六边形纸条均布间隔相互粘接在一起的蜂巢格防震纸垫;步骤a2.将蜂巢格防震纸垫在保持拉伸应力不变的状态下进入倒边刮片,形成拉伸后的六边形纸条的上下两端呈向一侧弯曲;步骤a3.将步骤a2将六边形纸条的上下两端呈向一侧弯曲的边形网格防震纸垫送入一对具有设计间隙的对辊中进行定型滚压,构成具有设计厚度,纸条在未粘合处,上下两端形成折边弯曲,纸条在粘合处设置中间弯曲的蜂巢格防震纸垫;对辊定型滚压的设计间隙为,对辊外圆的距离小于或等于蜂巢格防震纸垫进入对
辊前厚度的30-50%。
9.一种蜂巢格防震纸垫定型装置,包括:机架部分、刮边部分和定型滚压部分。
10.所述的刮边部分包括:柔性上刮片和柔性下刮片,所述的柔性上刮片和柔性下刮片倾斜固定在机架部分上,所述的柔性上刮片和柔性下刮片之间的距离小于蜂巢格防震纸垫的厚度;所述的定型滚压部分包括:刚性成型对辊,所述的刚性成型对辊固定在机架部分上,刚性成型对辊的外圆的距离小于或等于蜂巢格防震纸垫进入刚性成型对辊前厚度的30-50%。
11.本发明的有益效果是:一种蜂巢格防震纸垫结构,具有结构简单、不变形、使用方便等优点。
12.一种蜂巢格防震纸垫的定型方法,方法简单、拉伸定型一次完成。
13.一种蜂巢格防震纸垫定型装置,结构简单、效率高。
14.下面结合附图对本发明进行详细描述。
附图说明
15.附图1为本发明蜂巢格防震纸垫结构示意图。
16.附图2为附图1的b-b剖面示意图。
17.附图3为附图2的c处局部放大示意图。
18.附图4为附图1的d处局部放大示意图。
19.附图5为本发明蜂巢格防震纸垫结构中纸条结构示意图。
20.附图6为附图5的左视图。
21.附图7为附图5的仰视图。
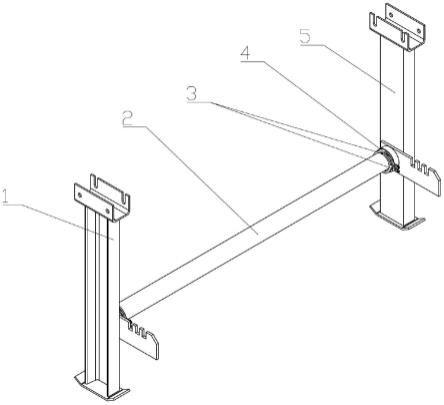
22.附图8为本发明蜂巢格防震纸垫定型装置结构示意图。
23.附图9为柔性上刮片和柔性下刮片实施例1结构示意图。
24.附图10为柔性上刮片和柔性下刮片实施例2结构示意图。
25.附图中,1.纸条、1-1.折边弯曲部、1-2.弯曲部、2-1.柔性上刮片、2-2.柔性下刮片、3.蜂巢格防震纸垫、4-1.刚性成型对辊、4-2.二次刚性成型对辊、5.机架部分。
具体实施方式
26.参看附图一种蜂巢格防震纸垫结构,该防震纸垫结构由一组纸条端面呈蜂巢格结构均布间隔相互粘接在一起构成,所述的纸条1端面呈蜂巢格结构,纸条1在未粘合处,上下两端设有折边弯曲部1-1,纸条1在粘合处设置中间弯曲部1-2。
27.由于纸条1在未粘合处,上下两端设有折边弯曲部1-1,纸条1在粘合处设置中间弯曲部1-2。实现蜂巢格防震纸垫3通过上下两端设有折边弯曲部1-1和纸条1在粘合处设置中间弯曲部1-2成型后,保持不会由于纸条1的弹性恢复而恢复到原始的纸条1之间的相互平行靠近姿态,而且会增加蜂巢格防震纸垫3的减震效果。
28.一种蜂巢格防震纸垫的定型方法,该方法将由一组平行排列的纸条均布间隔相互粘接在一起构成的收缩网格防震纸垫,经拉伸定型后,由以下步骤实现:实现:
步骤a1.将收缩的网格防震纸垫,拉伸展开成六边形纸条均布间隔相互粘接在一起的蜂巢格防震纸垫。
29.步骤a1的目的首先将拉伸展开状态。
30.步骤a2.将蜂巢格防震纸垫在保持拉伸应力不变的状态下进入倒边刮片,形成拉伸后的六边形纸条的上下两端呈向一侧弯曲。
31.倒边刮片将拉伸展开状态的蜂巢格防震纸垫在倒边刮片的作用下,使蜂巢格防震纸垫拉伸后形成均匀展开姿态,同时倒边刮片使拉伸后的六边形纸条的上下两端呈向统一的一侧弯曲趋势,为下一步的弯曲成型做前序工艺准备。
32.步骤a3.将步骤a2将六边形纸条的上下两端呈向一侧弯曲的边形网格防震纸垫送入一对具有设计间隙的对辊中进行定型滚压,构成具有设计厚度,纸条在未粘合处,上下两端形成折边弯曲,纸条在粘合处设置中间弯曲的蜂巢格防震纸垫。
33.对辊中进行定型滚压使步骤a2完成的纸条的上下两端呈向统一的一侧弯曲趋势通过对辊形成纸条在未粘合处,上下两端形成折边弯曲。
34.对辊定型滚压的设计间隙为,对辊外圆的距离小于或等于蜂巢格防震纸垫进入对辊前厚度的30-50%。
35.本发明实施例中,所述的步骤3中定型滚压,重复2-3次。进一步保证形成折边弯曲不弹性恢复折边弯曲形状。
36.本发明实施例中,步骤a3中一对具有设计间隙的对辊为热辊,构成对纸条在未粘合处,上下两端的热辊压成折边弯曲。
37.一种蜂巢格防震纸垫定型装置,包括:机架部分、刮边部分和定型滚压部分。
38.所述的刮边部分包括:柔性上刮片2-1和柔性下刮片2-2,所述的柔性上刮片2-1和柔性下刮片2-2倾斜固定在机架部分5上,所述的柔性上刮片2-1和柔性下刮片2-2之间的距离小于蜂巢格防震纸垫3的厚度。
39.柔性上刮片2-1和柔性下刮片2-2设置的目的是,将蜂巢格防震纸垫3均匀展开,同时纸条的上下两端呈向统一的一侧弯曲趋势为对辊形成纸条在未粘合处,上下两端形成折边弯曲做工艺准备。
40.所述的定型滚压部分包括:刚性成型对辊4-1,所述的刚性成型对辊4-1固定在机架部分5上,刚性成型对辊4-1的外圆的距离小于或等于蜂巢格防震纸垫3进入刚性成型对辊4-1前厚度的30-50%。
41.本发明实施例中,定型滚压部分还包括:二次刚性成型对辊4-2,二次刚性成型对辊4-2固定在机架部分5上,二次刚性成型对辊(4-2)的外圆的距离小于或等于蜂巢格防震纸垫3进入二次刚性成型对辊4-2前厚度的50-65%,所述的二次刚性成型对辊4-2的入料端与刚性成型对辊4-1的出料端对应。二次刚性成型对辊4-2对形成折边弯曲起到进一步定型作用。
42.本发明实施例中,所述的柔性上刮片2-1和柔性下刮片2-2为毛刷或带有锯齿弹性片。柔性上刮片2-1和柔性下刮片2-2保证在使用时对蜂巢格防震纸垫3不造成破损。
43.本发明实施例中,所述的刚性成型对辊4-1或二次刚性成型对辊4-2为热辊。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。