1.本发明属于冶金技术领域,具体涉及一种7系挤压铝合金棒材锻造热处理工艺。
背景技术:
2.铝镁锌铜合金为7xxx系铝合金,是变形铝合金,可热处理合金,属于超硬铝合金,有良好的耐磨性.也有良好的焊接性。然而由于在加工过程中会产生各向异性。变形后的铝合金中的非平衡共晶相而导致的组织及成分不均性,进而导致的铝合金后续变形可塑性差,该问题已成为制约a1-mg-zn-cu系铝合金提升材料物理性能的瓶颈。为了充分消除挤压态材料中的各向异性和组织中的非平衡共晶相,通常采用均质热处理工艺。但均质热处理工艺对改善变形后铝合金的热加工性能,后续采用锻造加工方式对材料物理性能提高不大。对于具有复杂合金体系的7系铝镁锌铜合金,制定有效热处理工艺是对后续的加工开展以及物理性能提升打下牢固的基础。
技术实现要素:
3.本发明的目的在于提供一种7系挤压铝合金棒材锻造热处理工艺。
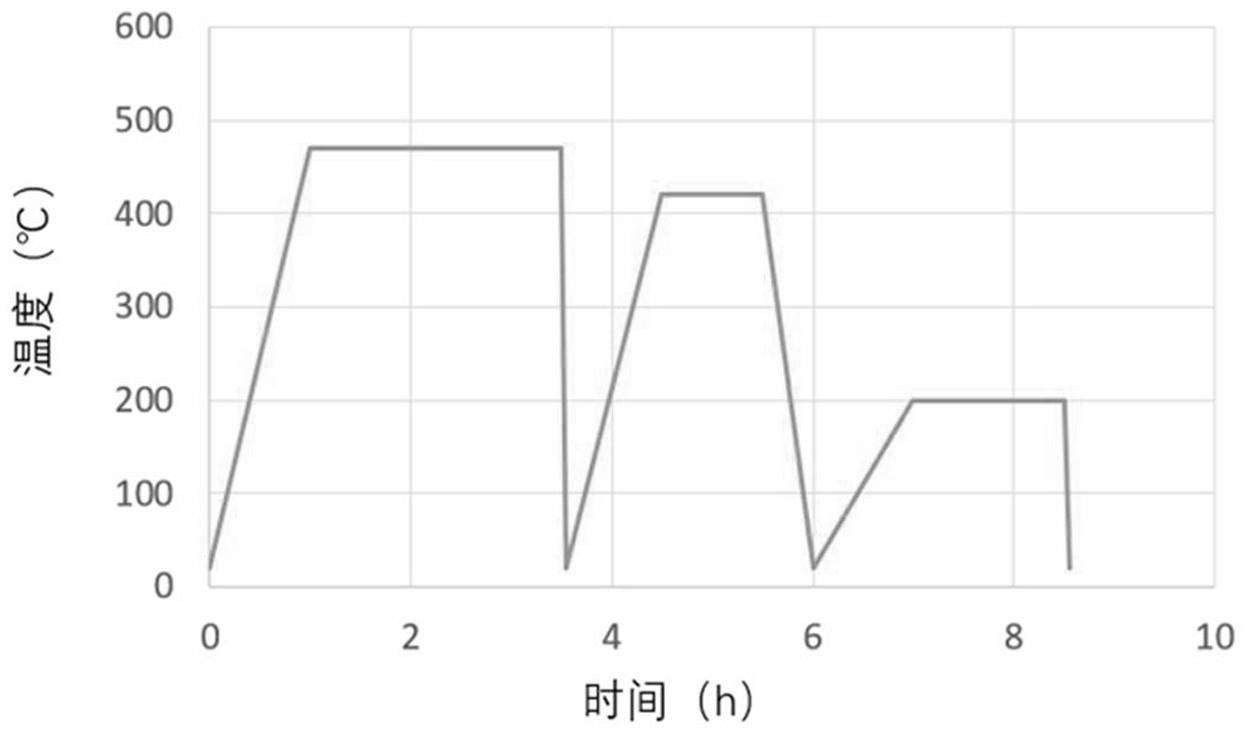
4.本发明的目的是这样实现的,所述的7系挤压铝合金棒材锻造热处理工艺是采用三段温度式热处理,第一段温度为467~475℃,保温2~3h;第二段温度为410~430℃,保温0.7~1.5h;第三段温度为180~230℃,分两段式保温,初始保温时间为0.4~0.6h,道次间的保温时间为7~15min。
5.具体操作如下:(1)该热处理工艺采用三段温度式,第一段为470℃,保温2.5h,第二段为420℃,保温1h,第三段为200℃,分两段式保温,初始保温时间为0.5h,道次间的保温时间为10min。(2)从室温升至第一段温度470℃的升温时间控制在1h,保温2.5h,水淬,淬火转移时间不超过10秒,从室温升至第二段温度420℃的升温时间控制在1h,保温1h,在该温度下进行初次三向锻造,转移时间小于10秒,锻造在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在大约20%,锻造完毕后空冷至室温。从室温升至第三段温度200℃的升温时间控制在1h,保温0.5h,在该温度下进行锻造,转移时间小于10秒,锻造为两道次,进行的是三向锻造,在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在大约10%,每道次之间都将材料放回200℃的热处理炉中保温10分钟。锻造完毕后立即进行水淬。(3)上述所提及的温度均指棒材的温度,温度控制范围在
±
3℃。
6.与传统均匀化热处理工艺相比,经本发明本热处理工艺后,7系铝镁锌铜合金的挤压棒材挤压态组织的晶粒各向异性得到了改善,挤压态组织中的枝晶基本消除,存在于晶界处的非平衡的共晶组织一部分溶入基体,另一部分发生相变由长条状转变为颗粒状,第二相面积分数下降。在合金性能方面,热处理后合金的强度和塑性得到提升。
7.本发明的有益效果:1、本发明针对传统变形铝合金加工模式(加工变形,热处理改善加工硬化现象,提
升塑性,再变形加工,多次重复至要求,加工完毕后热处理调整产品状态的模式成品出厂),把加工后的变形铝合金组织直接以锻压的方式进行变形,最终再以热处理方式进行调质调整产品状态的模式成品出厂,牺牲部分塑性,直接提升产品的强度。
8.2、本发明针对传统变形铝合金加工过程中流程长、变形加工和热处理道次多等问题,通过把加工后的变形铝合金组织直接以锻压的方式进行变形,最终再以热处理方式进行调质的方式。合理制定锻造比和热处理制度,减少了加工道次,热处理次数,降低了生产能耗。
9.3、本发明在挤压后的组织直接锻造加工后,采用该热处理工艺,变形组织的晶粒各向异性得到了改善,挤压态组织中的枝晶基本消除,存在于晶界处的非平衡的共晶组织一部分溶入基体,另一部分发生相变由长条状转变为颗粒状,提升了材料力学性能。
附图说明
10.图1为本发明锻造热处理过程温度曲线示意图。
具体实施方式
11.下面结合实施例对本发明作进一步的说明,但不以任何方式对本发明加以限制,基于本发明教导所作的任何变换或替换,均属于本发明的保护范围。
12.本发明所述的7系挤压铝合金棒材锻造热处理工艺,是采用三段温度式热处理,第一段温度为467~475℃,保温2~3h;第二段温度为410~430℃,保温0.7~1.5h;第三段温度为180~230℃,分两段式保温,初始保温时间为0.4~0.6h,道次间的保温时间为7~15min。
13.所述的7系挤压铝合金棒材锻造热处理工艺,是采用三段温度式热处理,第一段温度为468~472℃,保温2.4~2.6h;第二段温度为417~423℃,保温0.8~1.2h;第三段温度为197~203℃,分两段式保温,初始保温时间为0.45~0.55h,道次间的保温时间为8~12min。
14.从室温升至第一段温度的升温时间控制在0.8~1.2h,升至第一段温度后保温。
15.第一段保温后进行水淬,淬火转移时间不超过10s。
16.从室温升至第二段温度的升温时间控制在0.8~1.2h,升至第二段温度后保温。
17.第二段保温是在该温度下进行初次三向锻造,转移时间小于10s,锻造在互相垂直的3个方向进行,锻造的每一方向上每次变形量控制在15~25%,锻造完毕后空冷至室温。
18.从室温升至第三段温度的升温时间控制在0.8~1.2h,升至第三段温度后保温。
19.第三段保温是在该温度下进行锻造,转移时间小于10s,锻造为两道次,进行的是三向锻造,在互相垂直的3个方向进行,锻造的每一方向上每次变形量控制在8~12%,每道次之间都将材料放回该温度保温8~12min,锻造完毕后进行水淬。
20.下面以具体实施例对本发明进行进一步说明:实施例1(1)该热处理工艺采用三段温度式,第一段为470℃,保温2.5h,第二段为420℃,保温1h,第三段为200℃,分两段式保温,初始保温时间为0.5h,道次间的保温时间为10min。
21.(2)从室温升至第一段温度470℃的升温时间控制在1h,保温2.5h,水淬,淬火转移时间不超过10秒,从室温升至第二段温度420℃的升温时间控制在1h,保温1h,在该温度下进行初次三向锻造,转移时间小于10秒,锻造在互相垂直的3个方向(x-y-z)进行,锻造的每
一方向上每次变形量控制在20%,锻造完毕后空冷至室温。从室温升至第三段温度200℃的升温时间控制在1h,保温0.5h,在该温度下进行锻造,转移时间小于10秒,锻造为两道次,进行的是三向锻造,在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在10%,每道次之间都将材料放回200℃的热处理炉中保温10分钟。锻造完毕后立即进行水淬。
22.(3)上述所提及的温度均指棒材的温度,温度控制范围在
±
3℃。
23.对本实施例处理后的7系挤压铝合金棒材检测如下:。
24.实施例2(1)该热处理工艺采用三段温度式,第一段为467℃,保温3h,第二段为410℃,保温1.5h,第三段为180℃,分两段式保温,初始保温时间为0.6h,道次间的保温时间为10min。
25.(2)从室温升至第一段温度467℃的升温时间控制在0.8h,保温3h,水淬,淬火转移时间不超过10秒,从室温升至第二段温度410℃的升温时间控制在0.8h,保温1.5h,在该温度下进行初次三向锻造,转移时间小于10秒,锻造在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在15%,锻造完毕后空冷至室温。从室温升至第三段温度180℃的升温时间控制在0.8h,保温0.6h,在该温度下进行锻造,转移时间小于10秒,锻造为两道次,进行的是三向锻造,在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在8%,每道次之间都将材料放回180℃的热处理炉中保温7分钟。锻造完毕后立即进行水淬。
26.(3)上述所提及的温度均指棒材的温度,温度控制范围在
±
3℃。
27.对本实施例处理后的7系挤压铝合金棒材检测如下:。
28.实施例3(1)该热处理工艺采用三段温度式,第一段为468℃,保温2.6h,第二段为417℃,保温1.2h,第三段为197℃,分两段式保温,初始保温时间为0.55h,道次间的保温时间为10min。
29.(2)从室温升至第一段温度468℃的升温时间控制在0.9h,保温2.6h,水淬,淬火转移时间不超过10秒,从室温升至第二段温度420℃的升温时间控制在0.9h,保温1.2h,在该温度下进行初次三向锻造,转移时间小于10秒,锻造在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在18%,锻造完毕后空冷至室温。从室温升至第三段温度197℃的升温时间控制在0.9h,保温0.55h,在该温度下进行锻造,转移时间小于10秒,锻造为两道次,进行的是三向锻造,在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在9%,每道次之间都将材料放回197℃的热处理炉中保温8分钟。锻造完毕后立即进行水淬。
30.(3)上述所提及的温度均指棒材的温度,温度控制范围在
±
3℃。
31.对本实施例处理后的7系挤压铝合金棒材检测如下:
。
32.实施例4(1)该热处理工艺采用三段温度式,第一段为472℃,保温2.4h,第二段为423℃,保温0.8h,第三段为203℃,分两段式保温,初始保温时间为0.45h,道次间的保温时间为10min。
33.(2)从室温升至第一段温度472℃的升温时间控制在1.1h,保温2.4h,水淬,淬火转移时间不超过10秒,从室温升至第二段温度423℃的升温时间控制在1.1h,保温0.8h,在该温度下进行初次三向锻造,转移时间小于10秒,锻造在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在23%,锻造完毕后空冷至室温。从室温升至第三段温度203℃的升温时间控制在1.1h,保温0.45h,在该温度下进行锻造,转移时间小于10秒,锻造为两道次,进行的是三向锻造,在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在11%,每道次之间都将材料放回203℃的热处理炉中保温12分钟。锻造完毕后立即进行水淬。
34.(3)上述所提及的温度均指棒材的温度,温度控制范围在
±
3℃。
35.对本实施例处理后的7系挤压铝合金棒材检测如下:。
36.实施例5(1)该热处理工艺采用三段温度式,第一段为475℃,保温2h,第二段为430℃,保温0.7h,第三段为200℃,分两段式保温,初始保温时间为0.4h,道次间的保温时间为10min。
37.(2)从室温升至第一段温度475℃的升温时间控制在1.2h,保温2h,水淬,淬火转移时间不超过10秒,从室温升至第二段温度430℃的升温时间控制在1.2h,保温0.7h,在该温度下进行初次三向锻造,转移时间小于10秒,锻造在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在25%,锻造完毕后空冷至室温。从室温升至第三段温度230℃的升温时间控制在1.2h,保温0.4h,在该温度下进行锻造,转移时间小于10秒,锻造为两道次,进行的是三向锻造,在互相垂直的3个方向(x-y-z)进行,锻造的每一方向上每次变形量控制在12%,每道次之间都将材料放回230℃的热处理炉中保温15分钟。锻造完毕后立即进行水淬。
38.(3)上述所提及的温度均指棒材的温度,温度控制范围在
±
3℃。
39.对本实施例处理后的7系挤压铝合金棒材检测如下:。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。