1.本发明涉及汽车配件生产技术领域,特指一种汽车玻璃舌片焊接设备。
背景技术:
2.在汽车玻璃生产过程中,通常需要将不同的舌片端子焊接到玻璃上,以便于后续玻璃的装配。传统的玻璃与舌片焊接通常采用工人手动焊接,在焊接时需要现将舌片对准到玻璃的金属涂层条,再通过人工手持焊枪焊接。由于每块玻璃上所需要焊接的端子较多,并且位于玻璃两侧,通常需要多个人工配合焊接,导致焊接效率低,生产成本高,并且由于玻璃与舌片焊接一旦出错会导致整块玻璃无法使用,因此对焊接的质量要求高,往往需要经验丰富的焊工操作,人工成本高。
3.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供一种汽车玻璃舌片焊接设备。
5.为了解决上述技术问题,本发明采用了下述技术方案:一种汽车玻璃舌片焊接设备,包括:机架、于所述机架下方穿过并用于传送玻璃的传输机构、设置于所述机架一侧并用于定位所述玻璃的定位模组、设置于所述机架上并用于对舌片自动上料的舌片供料模组、设置于所述舌片供料模组旁侧并用于定位所述舌片的舌片定位治具、设置于机架上并用于从所述舌片供料模组中抓取所述舌片转移到所述舌片定位治具上的上料机械手及设置于机架上并用于从所述舌片定位治具中抓取所述舌片移动到所述玻璃上进行焊接的取料焊接机械手。
6.进一步而言,上述技术方案中,所述机架上设置有位于所述定位模组上方并用于检测所述玻璃位置和倾斜角度的第一ccd检测装置,所述机架上还设置有位于所述舌片供料模组上方并用于检测所述舌片位置和角度方向的第二ccd检测装置。
7.进一步而言,上述技术方案中,所述舌片供料模组包括有安装于所述机架上并用于存储所述舌片的料仓及设置于所述料仓出口处的柔性振动盘,所述第二ccd检测装置设置于所述柔性振动盘上方,所述上料机械手设置于所述柔性振动盘上方并位于该柔性振动盘与所述舌片定位治具之间。
8.进一步而言,上述技术方案中,所述舌片定位治具旁侧设置有用于向所述舌片上涂抹助焊剂的涂助焊剂装置,所述定位模组旁侧设置有用于检测所述取料焊接机械手中焊枪状态的点检装置。
9.进一步而言,上述技术方案中,所述舌片定位治具上设置有用于定位不同的所述舌片的定位槽,且该舌片定位治具旁侧还设置有多个用于将所述舌片精准定位的定位气缸;所述涂助焊剂装置包括有油盒、用于向所述油盒内通入助焊剂的油阀、设置于所述油盒内的海绵、盖合于所述油盒上的盖板及设置于所述油盒旁侧并用于推动所述盖板打开和关闭所述油盒的开盖气缸。
10.进一步而言,上述技术方案中,所述点检装置包括有用于与所述焊枪接触检测压力的压力传感器、套设于所述压力传感器上的定位座及设置于所述压力传感器下方的缓冲弹簧。
11.进一步而言,上述技术方案中,所述上料机械手包括有安装于所述机架上的四轴机械运动模组及以能够快速拆装的方式安装于所述四轴机械运动模组的第二输出轴上并用于夹取所述舌片的第一取料装置,所述第一取料装置与所述第二输出轴通过第一快装结构连接,该第一快装结构包括有连接所述第二输出轴的连接套筒轴、连接所述第一取料装置并能够插入所述连接套筒轴内的连接插轴、以能够活动的方式套设于所述连接套筒轴上并用于松开所述连接插轴的活动套筒、用于推动所述活动套筒保持对所述连接插轴锁紧的复压弹簧、多个设置于所述活动套筒与所述连接套筒轴之间并用于扣紧所述连接插轴的滚珠及成型于所述连接插轴外壁上并与所述滚珠匹配卡紧的第一扣接槽。
12.进一步而言,上述技术方案中,所述取料焊接机械手包括有安装于所述机架上的六轴机械运动模组、设置于所述六轴机械运动模组上的安装支架、设置于所述安装支架上并用于夹取所述舌片放置到所述玻璃上的第二取料装置、设置于所述安装支架上并用于将所述舌片焊接到所述玻璃上的焊枪、设置于所述安装支架上并用于驱动所述第二取料装置移动的推动气缸及设置于所述安装支架并用于所述驱动所述焊枪移动的直线电机模组,其中,所述焊枪与所述第二取料装置呈一定夹角设置,并能够分别由所述推动气缸和所述直线电机模组驱动接触到所述玻璃上同一点位置。
13.进一步而言,上述技术方案中,所述定位模组包括有设置于所述传输机构下方并用于托举起所述玻璃的托举机构及设置于所述传输机构上方并与所述托举机构配合抵压夹紧所述玻璃的预压机构,所述托举机构包括有设置于所述传输机构下方的支撑台、以能够升降移动的方式安装于所述支撑台上的浮动架、设置于所述支撑台上并用于驱动所述浮动架上下移动的第一驱动装置、以能够旋转的方式安装于所述浮动架上并用于托举所述玻璃的支撑垫板、多个设置于所述支撑垫板上并用于抓住所述玻璃的吸盘及设置于所述浮动架上并用于驱动所述支撑垫板旋转的第二驱动装置。
14.进一步而言,上述技术方案中,所述传输机构一侧还设置有用于配合所述取料焊接机械手支撑焊接的承托机构,该承托机构包括有设置于所述传输机构一侧的第三直线移动模组、设置于所述第三直线移动模组上的顶升驱动模组及安装于所述顶升驱动模组上并用于与所述玻璃底部接触抵压的硅胶板,所述第三直线移动模组能够驱动所述硅胶板沿所述托举机构一侧往复移动,并配合所述托举机构对所述玻璃换边焊接。
15.采用上述技术方案后,本发明与现有技术相比较具有如下有益效果:本发明中采用传输机构从机架下方穿过将玻璃逐块送至取料焊接机械手下方,由定位模组就玻璃定位固定好,并由舌片供料模组将舌片自动打散送出,再由上料机械手将舌片从舌片供料模组转移到舌片定位治具中定位好,最后由取料焊接机械手从舌片定位治具中抓取舌片放置玻璃上并焊接到一起,从而实现由机械替代人工将舌片焊接到玻璃上,大大提高了焊接效率,降低了生产成本。其次,整个生产过程中,仅需要人工将玻璃摆放到传输机构的载具上,并将多个舌片同时添加到舌片供料模组内,再等待设备完成玻璃与舌片的焊接后,从传输机构上取下玻璃即可,无需人工干预焊接过程,因此不需要具有焊接经验的操作人员,能够进一步降低人工成本。
附图说明
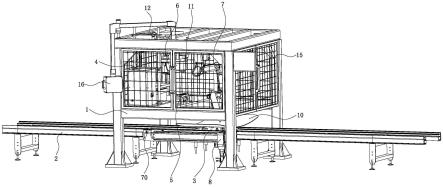
16.图1是本发明的立体图;图2是本发明的结构图;图3是本发明中舌片供料模组的结构布局图;图4是本发明中舌片定位治具的立体图;图5是本发明中涂助焊剂装置的立体图;图6是本发明中承托机构的立体图;图7是本发明中点检装置的内部结构图;图8是本发明中第一快装结构的结构图;图9是本发明中取料焊接机械手的立体图;图10是本发明中定位模组的立体图;图11是本发明中弹性定位销的结构图。
具体实施方式
17.下面结合具体实施例和附图对本发明进一步说明。
18.见图1至图11所示,为一种汽车玻璃舌片焊接设备,其包括:机架1、于所述机架1下方穿过并用于传送玻璃10的传输机构2、设置于所述机架1一侧并用于定位所述玻璃10的定位模组3、设置于所述机架1上并用于对舌片自动上料的舌片供料模组4、设置于所述舌片供料模组4旁侧并用于定位所述舌片的舌片定位治具5、设置于机架1上并用于从所述舌片供料模组4中抓取所述舌片转移到所述舌片定位治具5上的上料机械手6及设置于机架1上并用于从所述舌片定位治具5中抓取所述舌片移动到所述玻璃10上进行焊接的取料焊接机械手7。采用传输机构2从机架1下方穿过将玻璃10逐块送至取料焊接机械手7下方,由定位模组3就玻璃10定位固定好,并由舌片供料模组4将舌片自动打散送出,再由上料机械手6将舌片从舌片供料模组4转移到舌片定位治具5中定位好,最后由取料焊接机械手7从舌片定位治具5中抓取舌片放置玻璃100上并焊接到一起,从而实现由机械替代人工将舌片焊接到玻璃10上,大大提高了焊接效率,降低了生产成本。其次,整个生产过程中,仅需要人工将玻璃10摆放到传输机构2的载具上,并将多个舌片同时添加到舌片供料模组4内,再等待设备完成玻璃100与舌片的焊接后,从传输机构2上取下玻璃100即可,无需人工干预焊接过程,因此不需要具有焊接经验的操作人员,能够进一步降低人工成本。
19.所述机架1上设置有位于所述定位模组3上方并用于检测所述玻璃10位置和倾斜角度的第一ccd检测装置11,所述机架1上还设置有位于所述舌片供料模组4上方并用于检测所述舌片位置和角度方向的第二ccd检测装置12。通过在舌片供料模组4上方设置第二ccd检测装置12来检测舌片位置和角度方向,方便上料机械手6准确找到舌片供料模组4送出的合适的舌片,将角度和方向准确的舌片移动到舌片定位治具5中。其次,通过在定位模组3上方设置第一ccd检测装置11来检测所述玻璃10位置和倾斜角度,从而方便取料焊接机械手7在夹取舌片准确对准玻璃10上焊接位,确保舌片与玻璃10上焊接位的倾斜弧度一致,保证焊接质量。
20.所述舌片供料模组4包括有安装于所述机架1上并用于存储所述舌片的料仓41及设置于所述料仓41出口处的柔性振动盘42,所述第二ccd检测装置12设置于所述柔性振动
盘42上方,所述上料机械手6设置于所述柔性振动盘42上方并位于该柔性振动盘42与所述舌片定位治具5之间。
21.所述舌片定位治具5旁侧设置有用于向所述舌片上涂抹助焊剂的涂助焊剂装置50,所述定位模组3旁侧设置有用于检测所述取料焊接机械手7中焊枪74状态的点检装置70。采用在舌片定位治具5旁侧设置涂助焊剂装置50,在取料焊接机械手7抓取舌片后,先将舌片移动到涂助焊剂装置50处,在舌片的底部涂上助焊剂,再将舌片对接到玻璃10的焊接位置,从而提升舌片与玻璃10的焊接效果。
22.所述舌片定位治具5上设置有用于定位不同的所述舌片的定位槽51,且该舌片定位治具5旁侧还设置有多个用于将所述舌片精准定位的定位气缸52;当上料机械手6将舌片移送到舌片定位治具5中的定位槽51内后,由定位气缸52推动该类型的舌片位于其相对应的定位槽51内,实现精准定位。所述涂助焊剂装置50包括有油盒501、用于向所述油盒501内通入助焊剂的油阀502、设置于所述油盒501内的海绵503、盖合于所述油盒501上的盖板504及设置于所述油盒501旁侧并用于推动所述盖板504打开和关闭所述油盒501的开盖气缸505。采用在油盒501内设置海绵503来储存助焊剂,当取料焊接机械手7抓取舌片移动到油盒501上方进行涂助焊剂工序时,由开盖气缸505推动盖板504打开油盒501,再由取料焊接机械手7将舌片底部插入油盒501的海绵503中涂上助焊剂,利用海绵503的弹性和吸附性,使得在舌片的底部抵压到海绵503上后能够局部陷入进去,挤压海绵503溢出助焊剂涂在舌片上,从而保证舌片的底部完全浸泡在助焊剂内,达到舌片涂助焊剂的效果。同时,利用海绵503吸附助焊剂能够降低助焊剂的挥发,而在舌片不涂助焊剂时,由开盖气缸505推动盖板504关闭油盒501,以进一步减少助焊剂的挥发,而减少助焊剂挥发不仅减少浪费,且能够减少助焊剂挥发对工人身体健康的影响。
23.所述点检装置70包括有用于与所述焊枪74接触检测压力的压力传感器701、套设于所述压力传感器701上的定位座702及设置于所述压力传感器701下方的缓冲弹簧703。所述定位座702一侧设置有用于检测焊枪74的感应光纤704,所述压力传感器701设置有两个。在每次焊接后,取料焊接机械手7运动到点检装置70上方,然后用焊枪74缓慢按压压力传感器701,压力传感器701将读取的数值反馈到设备主机,当压力值小于安全值范围时,证明焊枪74弹簧疲劳,需要更换;而当压力值大于安全值时,说明焊枪头可能卡死,失去弹动功能,此时设备报警,由人工处理。所述焊枪74为电阻焊。
24.所述上料机械手6包括有安装于所述机架1上的四轴机械运动模组61及以能够快速拆装的方式安装于所述四轴机械运动模组61的第二输出轴610上并用于夹取所述舌片的第一取料装置62,所述第一取料装置62与所述第二输出轴610通过第一快装结构63连接,该第一快装结构63包括有连接所述第二输出轴610的连接套筒轴631、连接所述第一取料装置62并能够插入所述连接套筒轴631内的连接插轴632、以能够活动的方式套设于所述连接套筒轴631上并用于松开所述连接插轴632的活动套筒633、用于推动所述活动套筒633保持对所述连接插轴632锁紧的复压弹簧、多个设置于所述活动套筒633与所述连接套筒轴631之间并用于扣紧所述连接插轴632的滚珠及成型于所述连接插轴632外壁上并与所述滚珠匹配卡紧的第一扣接槽634。所述第一取料装置62包括有夹子气缸和取料吸盘,所述活动套筒633下端的内壁直径大于上端的内壁直径,当活动套筒633的下端位于滚珠外围时,滚珠能够被推开对连接插轴634的限位。由于每块玻璃10所用到的舌片数量很多,形状也有些所不
同,因此,需要用到夹子气缸和吸盘两种类型的第一取料装置62。而通过采用第一快装结构63连接第一取料装置62与四轴机械运动模组61能够实现夹子气缸与取料吸盘的快速切换,解决传统更换需要拆装连接螺丝的复杂工作,提高换装效率,节约停机时间,提高生产效率。安装时,先将活动套筒633向上推压缩复压弹簧,使活动套筒633的下端向上移动到滚珠外围,再将带有夹子气缸或取料吸盘的连接插轴634插入到连接套筒轴631内,此时由于滚珠外围对应的是活动套筒633的下端,因此在连接插轴634插入接套筒轴631内时能够推动滚珠向外扩张移动,进而使连接插轴634能够顺利插入连接套筒轴631内,当连接插轴632插到位时,会使外壁上的第一扣接槽634移动到与滚珠相对应,此时松开活动套筒633,由复压弹簧推动动套筒633向下移动复位,使动套筒633的上端内壁对应滚珠,进而将滚珠推到与第一扣接槽634卡紧,从而将连接插轴634卡装到连接套筒轴631上,完成第一取料装置62与四轴机械运动模组61连接。而当更换第一取料装置62时,同样是先将活动套筒633向上推压缩复压弹簧,使活动套筒633的下端向上移动到滚珠外围,再将带有夹子气缸或取料吸盘的连接插轴634从连接套筒轴631内拔出,再将带有另一种类型的第一取料装置62的连接插轴634插入到连接套筒轴631内,最后松开活动套筒633即可。
25.所述取料焊接机械手7包括有安装于所述机架1上的六轴机械运动模组71、设置于所述六轴机械运动模组71上的安装支架72、设置于所述安装支架72上并用于夹取所述舌片放置到所述玻璃10上的第二取料装置73、设置于所述安装支架72上并用于将所述舌片焊接到所述玻璃10上的焊枪74、设置于所述安装支架72上并用于驱动所述第二取料装置73移动的推动气缸75及设置于所述安装支架72并用于所述驱动所述焊枪74移动的直线电机模组76,其中,所述焊枪74与所述第二取料装置73呈一定夹角设置,并能够分别由所述推动气缸75和所述直线电机模组76驱动接触到所述玻璃10上同一点位置。所述焊枪74自带冷却功能,且所述焊枪74旁侧设置有烟雾收集管道,同时所述焊枪头做成弹动结构,这样能保证在焊接舌片时焊头平整的压在舌片上,也避免因磨损导致焊头长短脚,而使舌片受热不均。
26.所述四轴机械运动模组61与六轴机械运动模组71均为市面上常规机器人。
27.所述第二取料装置73与所述推动气缸75之间设置有第二快装结构77连接,该第二快装结构77与所述第一快装结构63的结构相同。
28.所述定位模组3包括有设置于所述传输机构2下方并用于托举起所述玻璃10的托举机构31及设置于所述传输机构2上方并与所述托举机构31配合抵压夹紧所述玻璃10的预压机构32,所述托举机构31包括有设置于所述传输机构2下方的支撑台311、以能够升降移动的方式安装于所述支撑台311上的浮动架312、设置于所述支撑台311上并用于驱动所述浮动架312上下移动的第一驱动装置313、以能够旋转的方式安装于所述浮动架312上并用于托举所述玻璃10的支撑垫板314、多个设置于所述支撑垫板314上并用于抓住所述玻璃10的吸盘315及设置于所述浮动架312上并用于驱动所述支撑垫板314旋转的第二驱动装置316。所述第一驱动装置313为气缸,所述第二驱动装置316为伺服电机。
29.所述支撑垫板314的底部环周设置有多个用于与所述浮动架312滚动接触支撑的球眼珠331,以及用于定位该球眼珠331的定位座332,所述浮动架312的上端面设置有用于与所述球眼珠331接触抵压的环形垫片34,该环形垫片34上设置有多个用于定位的定位孔341,所述支撑垫板314上还安装于用于与所述定位孔341匹配定位的弹性定位销35,该弹性定位销35包括有安装于所述支撑垫板314上的定位销套351、贯穿安装于所述定位销套351
内并能够插入所述定位孔341内的定位销杆352、安装于所述定位销套351内并用于推动所述定位销杆352保持向下插入趋势的定位弹簧353、盖合安装于所述定位销套351上并用于限位所述定位弹簧353的固定盖板354及安装于所述定位销杆352上端并用于方便拔动的螺母块355。
30.所述预压机构32包括有设置于所述传输机构2上方并用于与所述玻璃10中心抵压的弹动块321、用于驱动所述弹动块321上下移动的第二直线驱动模组322及安装于所述机架1上并用于支撑所述第二直线驱动模组322的支撑臂323。所述第二直线驱动模组322为直线电机。
31.所述传输机构2一侧还设置有用于配合所述取料焊接机械手7支撑焊接的承托机构8,该承托机构8包括有设置于所述传输机构2一侧的第三直线移动模组81、设置于所述第三直线移动模组81上的顶升驱动模组82及安装于所述顶升驱动模组82上并用于与所述玻璃10底部接触抵压的硅胶板83,所述第三直线移动模组81能够驱动所述硅胶板83沿所述托举机构31一侧往复移动,并配合所述托举机构31对所述玻璃10换边焊接。通过顶升驱动模组82将硅胶板83升起,从底部承托住玻璃10,这样做的目的是取料焊接机械手7焊接舌片时,玻璃10底部的承托机构8能够起到受力作用,避免玻璃10受力歪斜。所述第三直线移动模组81为直线电机模组。
32.所述机架1的外围有机构作业的地方都安装了防护罩15,当防护罩15时,设备自动停机。所述机架1上还安装有触摸屏操作界面16,方便人工操作。
33.综上所述,本发明工作时,由人工将玻璃10装夹到传输机构2的夹具上,由传输机构2将玻璃10向机架1方向传递,当传感器感应到玻璃10到达取料焊接机械手7下方时,传输机构2停止,由托举机构31中的吸盘315将玻璃10吸住,并由第一驱动装置313将玻璃10顶起,进一步,人工向舌片供料模组4的料仓41中放入足够连续生产3小时的舌片,由料仓41将舌片流入柔性振动盘42内,经柔性振动盘42震动将舌片打散分开;进一步,由第二ccd检测装置12选取位置正确的舌片,并将位置反馈给上料机械手6,再由上料机械手6夹取或吸取柔性振动盘42内的舌片,并将舌片放到舌片定位治具5内,进行精准定位;进一步,由取料焊接机械手7中的第二取料装置73取走定位后的舌片,并将舌片的底部涂上助焊剂,再由第一ccd检测装置11检测玻璃10的位置和倾斜角度,并将坐标反馈给取料焊接机械手7;进一步,由取料焊接机械手7中第二取料装置73将舌片放置到玻璃的焊接位置,再由预压机构32和承托机构8同时将玻璃10抵住,随后取料焊接机械手7带动焊枪74将舌片焊接到玻璃10上;进一步,在完成焊接后,由第一ccd检测装置11检测判断舌片位置是否正确,如有不良品设备报警提示,人工处理。
34.当然,以上所述仅为本发明的具体实施例而已,并非来限制本发明实施范围,凡依本发明申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本发明申请专利范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。