1.本发明涉及打磨抛光设备技术领域,具体涉及一种压紧式砂带传动数控砂带机。
背景技术:
2.砂带机是一种常用的磨削抛光设备,被广泛应用于工件打磨成型。砂带机在金属加工行业上的作用变得无可取代,砂带抛光设备通常应用于表面抛光、圆形抛光、修整抛光和研磨、半径抛光、倒棱和去毛刺等的金属加工工序。
3.砂带机是由主动轮和从动轮通过砂带张紧来实现动力输出,在打磨时,砂带要获得较高的输出动力,一般会拉得比较紧。在已公开的专利文件cn214771128u一种利用砂带摩擦增强传动力的装置中,通过使砂带绕行于主动轮外侧的方式,以增加砂带与主动轮之间的摩擦力,如果将砂带拉得不够紧,主动轮与砂带之间发生打滑,影响砂带转动。如果将砂带拉得过紧,会使用作从动轮的橡胶轴因受到压缩而减少弹性,因此无法在从动轮上使用更软的橡胶轴。
4.但是,对于外形不规则的产品,需要通过软橡胶轴的外部形变达到对异形部位进行打磨抛光的目的,由于从动轮不能使用软橡胶轴而无法实现对异形部件进行打磨抛光。
技术实现要素:
5.有鉴于此,有必要提供一种无需张紧砂带即可使用软橡胶轴打磨异形部件的压紧式砂带传动数控砂带机。
6.一种压紧式砂带传动数控砂带机,包括固定安装架、工件磨削装置、砂带和带动所述砂带转动的砂带传动装置,所述砂带传动装置包括主动轮、从动轮、张紧砂带轮和压紧砂带轮,所述张紧砂带轮用于调节所述砂带的松紧度,所述压紧砂带轮将所述砂带压紧于所述主动轮的表面上,使所述主动轮带动所述砂带转动;所述工件磨削装置包括软橡胶轴,所述砂带绕设于所述软橡胶轴的外侧,并沿所述软橡胶轴的外侧转动,所述砂带与所述软橡胶轴的外侧紧密贴合,所述软橡胶轴的外形随不规则外形工件的形状发生形变,并紧密贴合于不规则外形工件上,使所述砂带实现对不规则外形工件进行打磨加工。
7.优选地,所述砂带的首尾相接形成一个闭合的砂带环,所述砂带包括带砂面和与所述带砂面相对的背面,所述带砂面为所述砂带环的外侧面;所述砂带环绕设于所述主动轮、所述从动轮和所述张紧砂带轮的表面,所述从动轮、所述张紧砂带轮和压紧砂带轮作用于所述砂带环的内侧,所述主动轮作用于所述砂带环的外侧,所述主动轮的表面与所述砂带的带砂面紧密接触。
8.优选地,所述压紧砂带轮和所述从动轮设于所述主动轮的同一侧面,所述砂带经过所述压紧砂带轮与所述主动轮之间的空隙后,依次绕行所述主动轮和所述从动轮;所述压紧砂带轮与所述主动轮的接触面位于所述主动轮的轴线的竖直方向上向左偏离预定角度,所述从动轮的轴线的竖直方向位于所述主动轮的轴线的竖直方向上向右偏离预定角度,所述砂带与所述主动轮之间的接触面积取决于所述从动轮与所述压紧砂带轮之间的距
离,使所述从动轮尽量靠近所述压紧砂带轮,以使所述砂带与所述主动轮之间的接触面积最大化,以增加所述主动轮与所述砂带的之间的摩擦力。
9.优选地,所述压紧砂带轮包括固定支架、活动支架、推拉气缸和轮轴,所述压紧砂带轮通过所述固定支架安装于所述固定安装架上,所述轮轴设于所述主动轮的一侧,并将所述砂带压紧于所述主动轮上。
10.优选地,所述轮轴包括第一轴芯、钢轴和橡胶轴,所述钢轴可旋转地套设于所述第一轴芯的外侧,所述橡胶轴套装于所述钢轴的外侧,所述橡胶轴与所述钢轴之间采用过盈配合。
11.优选地,所述第一轴芯的两端固定连接至所述活动支架,所述推拉气缸具有活动杆,所述活动杆的顶端固定连接至所述活动支架,所述推拉气缸的所述活动杆带动所述活动杆及所述轮轴移动。
12.优选地,所述张紧砂带轮包括第二轴芯,所述砂带传动装置还包括张紧轮旋转滑板、滑板旋转轴和滑板调节气缸,所述张紧轮旋转滑板的一端连接至所述第二轴芯,所述张紧轮旋转滑板的另一端连接至所述滑板旋转轴,所述滑板调节气缸设于所述张紧轮旋转滑板的下方,靠近所述张紧砂带轮的一端,所述滑板调节气缸通过气缸顶杆的伸展和收缩改变所述张紧轮旋转滑板的倾斜度,调整所述张紧砂带轮的高度,从而调节所述砂带的松紧度。
13.优选地,所述工件磨削装置包括磨头架,所述软橡胶轴通过轴承座安装于所述磨头架上。
14.优选地,还包括工件移动装置,所述工件移动装置设于所述工件磨削装置下方,所述工件磨削装置用于对所述工件移动装置上放置的待加工工件进行磨削,所述工件移动装置包括移动机构和工件治具,所述移动机构包括升降模组和水平移动模组,所述水平移动模组设于所述升降模组上方,所述工件治具设于所述水平移动模组上方,所述升降模组和所述水平移动模组带动所述工件治具在加工空间内移动。
15.优选地,所述水平移动模组上方设有电控磁台,所述工件治具设于所述电控磁台上,并在所述电控磁台的控制下开合,以夹紧待加工工件。
16.上述压紧式砂带传动数控砂带机中,所述主动轮和所述从动轮带动所述砂带转动,所述张紧砂带轮用于调整所述砂带的松紧度,所述压紧砂带轮将所述砂带压紧于所述主动轮的外表面,所述砂带的带砂面与所述主动轮的外表面压紧贴合,所述砂带的带砂面缠绕在所述主动轮的外表面,在所述主动轮转动的同时,所述砂带在所述主动轮的带动下转动,对待加工工件进行打磨抛光。对于不规则形状工件表面的凹槽或者内角,将所述砂带绕行于所述软橡胶轴的外表面,所述砂带和所述软橡胶轴的外形随着不规则外形工件的外形发生形变,使所述砂带与不规则外形工件充分接触,完成对不规则外形工件的磨削抛光。由于所述砂带的带砂面粗糙,与所述主动轮的摩擦力增大,从而使所述主动轮对所述砂带的驱动力增大,因此,所述张紧砂带轮只需将所述砂带轻轻拉直,无需拉得太紧,在磨削过程中,所述砂带通过所述软橡胶轴能够贴合不规则形状工件的外形,打磨出更理想的效果。本发明的结构简单,易于实现,成本低廉,便于推广。
附图说明
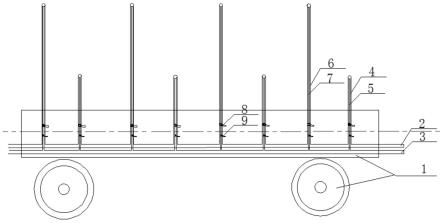
17.图1是本发明实施例压紧式砂带传动数控砂带机的结构示意图。
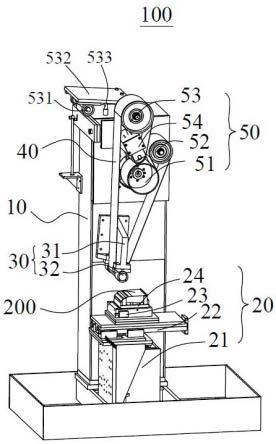
18.图2是本发明实施例压紧式砂带传动数控砂带机的正视图。
19.图3是本发明实施例压紧式砂带传动数控砂带机的压紧砂带轮的结构示意图。
20.图4是本发明实施例压紧式砂带传动数控砂带机的压紧砂带轮的俯视图。
21.图5是本发明实施例压紧式砂带传动数控砂带机的压紧砂带轮的剖面图。
具体实施方式
22.本实施例以压紧式砂带传动数控砂带机为例,以下将结合具体实施例和附图对本发明进行详细说明。
23.请参阅图1和图2,示出本发明实施例提供的一种压紧式砂带传动数控砂带机100,包括固定安装架10、工件移动装置20、工件磨削装置30、砂带40和带动所述砂带40转动的砂带传动装置50,所述工件移动装置20设于所述工件磨削装置30下方,所述工件磨削装置30用于对所述工件移动装置20上放置的待加工工件200进行磨削,所述砂带传动装置50包括主动轮51、从动轮52、张紧砂带轮53和压紧砂带轮54,所述张紧砂带轮53用于调节所述砂带40的松紧度,所述压紧砂带轮54将所述砂带40压紧于所述主动轮51的表面上,使所述主动轮51带动所述砂带40转动;所述工件磨削装置30包括软橡胶轴32,所述砂带40绕设于所述软橡胶轴32的外侧,并沿所述软橡胶轴32的外侧转动,所述砂带40与所述软橡胶轴32的外侧紧密贴合,所述软橡胶轴32的外形随不规则外形工件的形状发生形变,并紧密贴合于不规则外形工件上,使所述砂带40实现对不规则外形工件进行打磨加工。
24.具体地,所述软橡胶轴32用于打磨具有不规则外形的异形工件。所述软橡胶轴32具有弹性,能够随着异形工件发生形变,使所述软橡胶轴32外侧的所述砂带40同时发生变形,并紧密贴合于异形工件,使用所述软橡胶轴32打磨异形工件,无需张紧所述砂带40,可通过所述压紧砂带轮54将所述砂带40压紧于所述主动轮51带动所述砂带40转动,使所述砂带40在打磨过程中能够富有弹性,实现异形工件的打磨,并产生良好的打磨效果。
25.相较于常规的靠绷紧砂带来增加所述砂带与所述主动轮之间的摩擦力的技术方案相比,本技术方案中的压紧式砂带传动数控砂带机100,更加适用于柔性轴,例如,软橡胶轴、弹性好的抛光轴等,在本实施例中,采用所述压紧砂带轮54将所述砂带40压紧于所述主动轮51上,使绕行于所述软橡胶轴32的所述砂带40不用绷得过紧,使所述软橡胶轴32和所述砂带40更容易与异形工件相互贴合,完成对异形工件的打磨。
26.所述砂带传动装置50和所述工件磨削装置30固定安装于所述固定安装架10的一侧,所述工件磨削装置30设于所述砂带传动装置50的下方。
27.优选地,所述砂带40的首尾相接形成一个闭合的砂带环,所述砂带40包括带砂面和与所述带砂面相对的背面,所述带砂面为所述砂带环的外侧面;所述砂带环绕设于所述主动轮51、所述从动轮52和所述张紧砂带轮53的表面,所述从动轮52、所述张紧砂带轮53和压紧砂带轮54作用于所述砂带环的内侧,即与所述砂带40背面接触,所述主动轮51作用于所述砂带环的外侧,所述主动轮51的表面与所述砂带40的带砂面紧密接触。
28.优选地,所述压紧砂带轮54和所述从动轮52设于所述主动轮51的同一侧面,所述砂带40经过所述压紧砂带轮54与所述主动轮51之间的空隙后,依次绕行所述主动轮51和所
述从动轮52。
29.具体地,所述压紧砂带轮54和所述从动轮52之间的距离较小,依据所述砂带40的绕行方向不同,使所述砂带40首先经过所述压紧砂带轮54与所述主动轮51之间的空隙,然后缠绕于所述主动轮51的外表面,最后再经所述从动轮52调整所述砂带40的转动方向。
30.在本实施例中,所述压紧砂带轮54与所述主动轮51的接触面位于所述主动轮51的轴线的竖直方向上向左偏离预定角度,如5~30度。所述从动轮52的轴线的竖直方向位于所述主动轮51的轴线的竖直方向上向右偏离预定角度,如10~30度。所述压紧砂带轮54和所述从动轮52之间具有间隔,以避免转动中的所述砂带40自身发生摩擦。
31.优选地,请参阅图3、图4和图5,示出所述压紧砂带轮54的结构,所述压紧砂带轮54包括固定支架541、活动支架542、推拉气缸543和轮轴,所述压紧砂带轮54通过所述固定支架541安装于所述固定安装架10上,所述轮轴设于所述主动轮51的一侧,并将所述砂带40压紧于所述主动轮51上。所述轮轴包括第一轴芯544、钢轴545和橡胶轴546,所述钢轴545可旋转地套设于所述第一轴芯544的外侧,所述橡胶轴546套装于所述钢轴545的外侧,所述橡胶轴546与所述钢轴545之间采用过盈配合。所述第一轴芯544的两端固定连接至所述活动支架542,所述推拉气缸543具有活动杆,所述活动杆的顶端固定连接至所述活动支架542,所述推拉气缸543的所述活动杆带动所述活动杆及所述轮轴移动。
32.具体地,所述压紧砂带轮54和所述从动轮52之间的距离较近,使所述砂带40紧密缠绕在所述主动轮51的外表面,增加所述砂带40绕行所述主动轮51的长度,增大所述砂带40与所述主动轮51之间的接触面积。
33.所述砂带40与所述主动轮51之间的接触面积取决于所述从动轮52与所述压紧砂带轮54之间的距离,在所述从动轮52与所述压紧砂带轮54之间的所述砂带40不发射摩擦的前提下,使所述从动轮52尽量靠近所述压紧砂带轮54,以使所述砂带40与所述主动轮51之间的接触面积最大化,以增加所述主动轮51与所述砂带40的之间的摩擦力。
34.在本实施例中,从被所述压紧砂带轮54的压紧位置起,至离开所述主动轮51向所述从动轮52绕行为止,所述砂带40与所述主动轮51之间的接触长度至少达到所述主动轮51的外圆周长的80%。
35.优选地,所述张紧砂带轮53包括第二轴芯,所述砂带传动装置50还包括张紧轮旋转滑板532、滑板旋转轴531和滑板调节气缸533,所述张紧轮旋转滑板532的一端连接至所述第二轴芯,所述张紧轮旋转滑板532的另一端连接至所述滑板旋转轴531,所述滑板调节气缸533设于所述张紧轮旋转滑板532的下方,靠近所述张紧砂带轮53的一端,所述滑板调节气缸533通过气缸顶杆的伸展和收缩改变所述张紧轮旋转滑板532的倾斜度,调整所述张紧砂带轮53的高度,从而调节所述砂带40的松紧度。
36.具体地,所述滑板调节气缸533通过气缸顶杆上推所述张紧轮旋转滑板532,所述张紧轮旋转滑板532以所述滑板旋转轴531为旋转轴心转动,使所述张紧砂带轮53上移,使所述砂带40绷紧;反之,所述气缸顶杆收缩,所述张紧轮旋转滑板532以所述滑板旋转轴531为轴反向转动,使所述张紧砂带轮53下移,使所述砂带40放松。
37.具体地,所述砂带传动装置50还包括驱动电机,所述驱动电机固定安装于所述固定安装架10上,所述驱动电机用于驱动所述主动轮51转动,所述主动轮51转动,带动所述砂带40运动。
38.优选地,所述工件磨削装置30固定安装于所述固定安装架10上。所述工件磨削装置30包括磨头架31,所述软橡胶轴32通过轴承座安装于所述磨头架31上。
39.优选地,所述工件移动装置20包括移动机构和工件治具24,所述移动机构包括升降模组和水平移动模组22,所述水平移动模组22设于所述升降模组上方,所述工件治具24设于所述水平移动模组22上方,所述升降模组和所述水平移动模组22带动所述工件治具24在加工空间内移动。所述水平移动模组22上方设有电控磁台23,所述工件治具24设于所述电控磁台23上,并在所述电控磁台23的控制下开合,以夹紧待加工工件200。
40.具体地,所述升降模组包括活动安装架21,所述活动安装架21包括固定部件和升降部件,所述升降部件与所述固定部件之间通过滑轨连接,所述升降部件沿滑轨上下移动,使所述水平移动模组22和所述工件治具24同步移动。
41.具体地,所述水平移动模组22包括前后移动滑板和左右移动滑板,所述前后移动滑板和所述左右移动滑板控制所述工件治具24在x轴方向和y轴方向上水平移动,所述升降模组控制所述工件治具24在z轴方向上上下移动,使所述工件治具24带动待加工工件200在所述移动机构的控制下,移动至加工空间内的任意位置。
42.具体地,对工件的外侧平面进行打磨抛光时,将待加工工件200放置于所述工件治具24上,所述工件治具24夹紧待加工工件200,所述驱动电机驱动所述主动轮51转动,所述主动轮51带动所述砂带40转动,所述砂带40经过所述主动轮51、所述从动轮52、所述张紧砂带轮53和所述软橡胶轴32,所述滑板调节气缸533调节所述张紧砂带轮53的位置,将所述砂带40张紧,使所述砂带40随所述主动轮51转动,所述工件移动装置20将待加工工件200移动至所述软橡胶轴32处进行打磨抛光。
43.当待加工工件200为具有不规则外形的异形工件时,在所述磨头架31上安装所述软橡胶轴32,所述软橡胶轴32与所述砂带40的发生形变并与异形工件的表面贴合,所述压紧砂带轮54将所述砂带40压紧于所述主动轮51的外表面,所述砂带40缠绕在所述主动轮51上,增大所述砂带40与所述主动轮51的接触面积和摩擦力,所述主动轮51转动时对所述砂带40的驱动力增大,此时,所述张紧砂带轮53无需将所述砂带40张得太紧,即可保证所述砂带40的转动力矩,实现对异形工件的打磨抛光。
44.上述压紧式砂带传动数控砂带机100中,所述主动轮51和所述从动轮52带动所述砂带40移动,所述张紧砂带轮53用于调整所述砂带40的松紧度,所述压紧砂带轮54将所述砂带40压紧于所述主动轮51的外表面,所述砂带40的带砂面与所述主动轮51的外表面压紧贴合,所述砂带40的带砂面缠绕在所述主动轮51的外表面,在所述主动轮51转动的同时,所述砂带40在所述主动轮51的带动下转动,对待加工工件进行打磨抛光。对于不规则形状工件表面的凹槽或者内角,将所述砂带40绕行于所述软橡胶轴32的外表面,所述砂带40和所述软橡胶轴32的外形随着不规则外形工件的外形发生形变,使所述砂带40与不规则外形工件充分接触,完成对不规则外形工件的磨削抛光。由于所述砂带40的带砂面粗糙,与所述主动轮51的摩擦力增大,从而使所述主动轮51对所述砂带40的驱动力增大,因此,所述张紧砂带轮53只需将所述砂带40轻轻拉直,无需拉得太紧,在磨削过程中,所述砂带40通过所述软橡胶轴32能够贴合不规则形状工件的外形,打磨出更理想的效果。本发明的结构简单,易于实现,成本低廉,便于推广。
45.需要说明的是,以上所述仅为本发明的优选实施例,并不用于限制本发明,对于本
领域技术人员而言,本发明可以有各种改动和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。