1.本实用新型涉及砂轮加工制造技术领域,具体涉及一种砂轮立式平面磨卡槽工具。
背景技术:
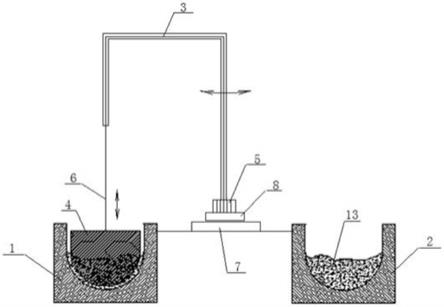
2.一般普通磨料制备的砂轮,在经历过配料混料、压制成型和高温烧结后,都要进行出库前的精加工,包含平面、内孔和外圆加工。其中平面加工时,砂轮放置在立式平面磨床的磨盘上,通过砂轮与磨盘之间的摩擦力,磨盘带动砂轮圆周运动,同时金刚石刀具旋转进刀,进行平面磨削加工。
3.砂轮在进行平面磨削时,位于磨盘偏外侧的砂轮,在加工时,会受到磨盘圆周运动的向心力作用,当向心力大于砂轮与磨盘的摩擦力时,砂轮会收到向心力继续向外侧移动,导致砂轮加工过程中脱落,或者翘起碎裂。
4.并且砂轮进行平面磨削时,会受到左右和上下不平衡的横向切削力作用,不规则跳动。若金刚石刀具进刀量稍大,则会导致砂轮受力侧向移动,因为砂轮是连续摆放的,因此会撞向旁边的砂轮,同时旁边的砂轮也会受力上下跳动,轻则导致砂轮缺边掉角,严重时砂轮迸裂弹出,对设备和人身安全都有极大的危害。
技术实现要素:
5.为解决以上平面磨削过程中的缺点,本实用新型提供一种砂轮立式平面磨卡槽工具。
6.为了实现上述目的,本实用新型采取的技术方案为:
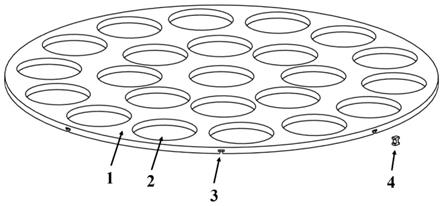
7.一种砂轮立式平面磨卡槽工具,包括与磨床平台上的磨盘相适配的圆盘,圆盘放置在磨盘上,圆盘上分布有用于放置被加工砂轮的卡槽;圆盘的侧边圆周分布有若干个工字上半槽,磨盘的侧边圆周分布有若干个工字下半槽,工字上半槽与工字下半槽一一对应并形成工字槽;每个工字槽内均嵌设工字块,将圆盘和磨盘锁固。
8.进一步的,所述工字槽圆周均匀分布有4-8个。
9.进一步的,所述圆盘的直径与磨盘直径相同,厚度小于被加工砂轮厚度。
10.进一步的,所述圆盘为铸铁圆盘。
11.进一步的,所述卡槽为圆形卡槽,圆形卡槽为上下贯穿的通孔结构,被加工砂轮的直径小于卡槽的直径。
12.进一步的,所述卡槽在圆盘上均分分布15-23个。
13.进一步的,所述工字块的高度大于工字上半槽和工字下半槽的高度之和。
14.本实用新型的有益效果:
15.(1)此卡槽工具实现砂轮加工时的平面限位固定,提高加工砂轮的稳定性,减少砂轮相互摩擦和挤压产生的撞击,增加机器和操作人员安全性。
16.(2)砂轮按照圆形卡槽位置单独放置,减少合理摆放砂轮所耗时间,减少工人劳动
强度,提高加工效率。
17.(3)工字块的高度大于工字上半槽和工字下半槽的高度之和,使得圆盘略高于磨盘,圆盘和磨盘中间有一定空隙。磨削时产生的粉尘可以通过圆形卡槽漏在磨盘上,跟随着磨盘旋转收集在磨床侧面,或者被抽风机收集,现象粉尘的有效收集,而不影响砂轮磨削,便捷环保。
18.(4)运用本实用新型的砂轮立式平面磨卡槽工具,砂轮平面磨削能够根据砂轮大小设计卡槽大小,且完能够快速完成更换,使用方便,操作安全,圆盘强度高耐用,实用经济。
附图说明
19.图1为本实用新型的结构示意图;
20.图2为本实用新型中工字槽的配合示意图;
21.图3为本实用新型中工字块的结构示意图。
22.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
24.如图1至图3所示,本实施例提供一种砂轮立式平面磨卡槽工具,包括与磨床平台上的磨盘6相适配的圆盘1,圆盘1放置在磨盘6上,圆盘1上分布23个有用于放置被加工砂轮的圆形卡槽2,圆盘1的侧边圆周分布有8个工字上半槽3,磨盘6的侧边圆周分布有8个工字下半槽,工字上半槽3与工字下半槽一一对应并形成工字槽5;每个工字槽5内均嵌设工字块4,将圆盘和磨盘锁固。
25.本实施例中,圆盘1为铸铁圆盘,韧性大强度高,圆盘1的直径与磨盘6直径相同,厚度小于被加工砂轮厚度,可以保证圆盘安装后既不突出,也最大化利用磨床平台的空间,增加稳定性。
26.本实施例中,圆形卡槽2为23个,平均分布在圆盘1上,而且圆形卡槽为上下贯穿的通孔结构。圆形卡槽2根据砂轮大小需求,可以设计不同的尺寸和数量,且所磨削砂轮的直径小于圆形卡槽的直径,厚度大于圆盘的厚度,砂轮放置在卡槽内,可以直接接触到磨盘底部,借助磨盘平台摩擦力和圆形卡槽的外圆阻挡,在磨床旋转和金刚石刀具进刀磨削时,砂轮可以在卡槽内沿圆形卡槽做圆周运动,而不会碰撞到旁边的砂轮,提高砂轮平面磨削的便捷性。
27.被加工砂轮通过上述定位,在金刚石刀具进刀磨削时,由于各个砂轮相互之间分离的磨削方式,可以保护砂轮被磨削时,受向心力作用不相互碰撞挤压。
28.本实施例中,工字上半槽3为8个,平均分布在圆盘1四周,而且厚度小于圆盘1厚度。相同位置的磨盘6也有对应的另一半工字下半槽,通过尺寸相同的8个工字块4配合,使得工字块4刚好嵌入在圆盘1和磨盘6上,实现圆盘1和磨盘6的紧配合。在设备运转时,紧配
合的工字块(工字块选用工字铁块)由于其特殊结构,使得圆盘不会旋转脱落,保证加工安全和效率。
29.并且,工字块4的高度大于工字上半槽和工字下半槽的高度之和,使得圆盘7略高于磨盘6,圆盘1和磨盘6中间有一定空隙。磨削时产生的粉尘可以通过圆形卡槽2漏在磨盘6上,跟随着磨盘旋转收集在磨床侧面,或者被抽风机收集,现象粉尘的有效收集,而不影响砂轮磨削,便捷环保。
30.本实用新型的工作原理如下:
31.工作时,先将圆盘1放置在磨盘6,并且工字上半槽对应磨盘6的另一半工字下半槽,使用工字块4卡装;当砂轮进行平面磨削时,直接将砂轮放置在圆形卡槽2内,金刚石刀具进刀磨削,且同一批砂轮的厚度是一样的。
32.加工完后,取出砂轮,用压缩气枪清洁磨削屑后,放置新的砂轮。
33.运用本实用新型的砂轮立式平面磨卡槽工具,砂轮平面磨削能够根据砂轮大小设计卡槽大小,且完能够快速完成更换,使用方便,操作安全,圆盘强度高耐用,实用经济。
34.以上实施例仅用以说明而非限制本实用新型的技术方案,尽管参照上述实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解:依然可以对本实用新型进行修改或者等同替换,而不脱离本实用新型的精神和范围的任何修改或局部替换,其均应涵盖在本实用新型的权利要求范围当中。
35.如果本文中使用了“第一”、“第二”等词语来限定零部件的话,本领域技术人员应该知晓:“第一”、“第二”的使用仅仅是为了便于描述本实用新型和简化描述,如没有另外声明,上述词语并没有特殊的含义。
36.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本实用新型和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。