1.本实用新型涉及气动控制领域,特别是一种半自动折边操作用气动控制系统。
背景技术:
2.目前,在机械领域中经常需要使用各种各样的气动控制回路。在汽车行业当中,折边、压边是非常常见的一种工艺需求,因此诞生了许多不同种类的折边设备以及折边工序。传统的折边设备需要配置气动控制系统,用于实现不同执行机构的顺序动作,以达到工艺要求所需的折边操作,但是传统的设备在使用时存在成本相对较高的问题,这就会导致企业的运营成本较高,其经济压力较大。同时传统的折边设备的自动化程度低,还存在工作效率低、操作精度较低的问题。
3.因此现在需要一种能够解决上述问题的方法或装置。
技术实现要素:
4.本实用新型是为了解决现有技术所存在的上述不足,提出一种成本低廉,工艺质量高,可通过最少的成本,实现高质量的折边操作的气动控制系统。
5.本实用新型的技术解决方案是:一种半自动折边操作用气动控制系统,其特征在于:所述的控制系统包括气源处理1,所述气源处理1分别通过多个三通接头与压力指示灯2、水平行程开关3的1口和手动开关19的1口连接,
6.所述水平行程开关3的2口与竖直行程开关4的1口连接,而竖直行程开关4的2口则分别通过多个三通接头与辅助按钮5的1口、第一压头检测行程开关13的1口、第二压头检测行程开关16的1口、手动下降按钮27的1口、三位五通中封阀7的1口以及手动上升按钮12的1口进行连接,
7.所述辅助按钮5的2口通过三通接头分别与第一双手控制模块6的1a口以及第二双手控制模块11的1b口连接,
8.所述第一双手控制模块6的2口与三位五通中封阀7的14口连接,而三位五通中封阀7的4口与快速排气阀8的1口连接,快速排气阀8的2口与压边气缸9的1口连接,三位五通中封阀7的2口与单向节流调速阀10的1口连接,单向节流调速阀10的2口与压边气缸9的2口连接,
9.手动下降按钮27的2口与第一双手控制模块6的1b口连接,
10.手动上升按钮12的2口与第二双手控制模块11的1a口连接,
11.所述第一压头检测行程开关13的2口与第一计时器14的入口进行连接,而第一计时器14的出口则与第一指示灯15进行连接,
12.所述第二压头检测行程开关16的2口与第二计时器17的入口进行连接,而第二计时器17的出口则与第二指示灯18进行连接,
13.所述手动开关19的2口通过三通分别与第一真空发生器20的1口和第二真空发生器21的1口进行连接,
14.所述第一真空发生器20的2口通过三通分别与第一吸盘23和第二吸盘24进行连接,
15.所述第二真空发生器21的2口通过三通分别与第三吸盘25和第四吸盘26进行连接。
16.本实用新型同现有技术相比,具有如下优点:
17.本种结构形式的半自动折边操作用气动控制系统,其结构简单,设计巧妙,布局合理,它针对传统的折边设备所存在的种种问题,设计出一种特殊的气路控制结构,它并不需要构建整个液压系统,仅凭借气路以及设置在气路上的各种开关和多种种类的阀,便能够实现折边机的驱动动作,同时本系统采用半自动的设计,与传统的折边机相比其自动化率相对较高,尽可能的减少了人工操作的步骤,从而降低错误率,提高折边质量。并且该系统的制作工艺简单,制造成本低廉,因此可以说它具备了多种优点。
附图说明
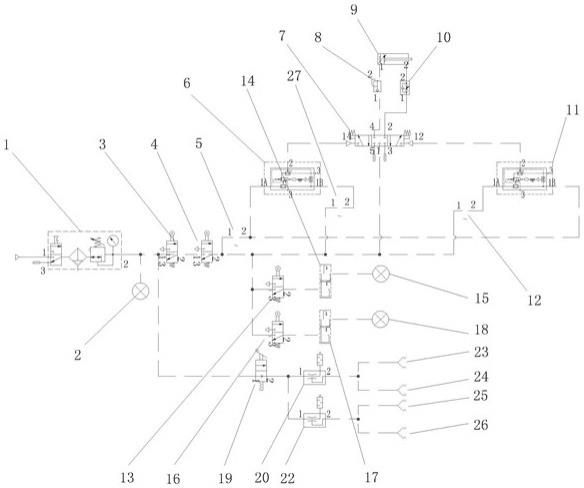
18.图1是本实用新型实施例的结构示意图。
具体实施方式
19.下面将结合附图说明本实用新型的具体实施方式。如图1所示:一种半自动折边操作用气动控制系统,它包括气源处理1,所述气源处理1分别通过多个三通接头与压力指示灯2、水平行程开关3的1口和手动开关19的1口连接,
20.所述水平行程开关3的2口与竖直行程开关4的1口连接,而竖直行程开关4的2口则分别通过多个三通接头与辅助按钮5的1口、第一压头检测行程开关13的1口、第二压头检测行程开关16的1口、手动下降按钮27的1口、三位五通中封阀7的1口以及手动上升按钮12的1口进行连接,
21.所述辅助按钮5的2口通过三通接头分别与第一双手控制模块6的1a口以及第二双手控制模块11的1b口连接,
22.所述第一双手控制模块6的2口与三位五通中封阀7的14口连接,而三位五通中封阀7的4口与快速排气阀8的1口连接,快速排气阀8的2口与压边气缸9的1口连接,三位五通中封阀7的2口与单向节流调速阀10的1口连接,单向节流调速阀10的2口与压边气缸9的2口连接,
23.手动下降按钮27的2口与第一双手控制模块6的1b口连接,
24.手动上升按钮12的2口与第二双手控制模块11的1a口连接,
25.所述第一压头检测行程开关13的2口与第一计时器14的入口进行连接,而第一计时器14的出口则与第一指示灯15进行连接,
26.所述第二压头检测行程开关16的2口与第二计时器17的入口进行连接,而第二计时器17的出口则与第二指示灯18进行连接,
27.所述手动开关19的2口通过三通分别与第一真空发生器20的1口和第二真空发生器21的1口进行连接,
28.所述第一真空发生器20的2口通过三通分别与第一吸盘23和第二吸盘24进行连接,
29.所述第二真空发生器21的2口通过三通分别与第三吸盘25和第四吸盘26进行连接。
30.本实用新型实施例的半自动折边操作用气动控制系统的工作过程如下:开通气源,气源处理1开始工作,气源指示灯2亮,人工放置工件到位后打开手动开关19,第一真空发生器20和第二真空发生器21开始工作,所有的吸盘(第一吸盘23、第二吸盘24、第三吸盘25和第四吸盘26工作,吸附在工件上,工件被固定。
31.向折弯机的控制系统发出指令,控制折弯机中的的滑移系统工作,滑移系统带动工件水平滑移到位后触发水平行程开关3,水平行程开关3换向,其2口出气,竖直行程开关4的1口有气。然后控制滑移系统带动工件竖直滑移,竖直滑移到位后又会触发竖直行程开关4,竖直行程开关4换向,其2口出气。此时,辅助按钮5的1口,手动下降按钮27的1口,三位五通中封阀7的1口以及手动上升按钮12的1口均有气。
32.操作者双手操作,同时按下辅助按钮5和手动下降按钮27,辅助按钮5和手动下降按钮27的2口均通气,第一双手控制模块6的1a口和1b口通气,第一双手控制模块6的2口出气。三位五通中封阀7的14口有气,三位五通中封阀7换向,其4口出气。快速排气阀8的1口进气,2口出气,压边气缸9的1口通气,压边气缸9的工作轴开始下降。压边气缸9下降的过程中进行折边动作。第一压头检测行程开关13和第二压头检测行程开关16接通,这两个压头检测行程开关的2口出气,第一计时器14和第二计时器17分别开始计时。当第一计时器14和第二计时器17达到计时时长时,第一指示灯15和第二指示灯18亮起,折边操作完成。
33.操作者双手操作,同时按下辅助按钮5和手动上升按钮12,辅助按钮5和手动上升按钮12的2口均通气,第二双手控制模块11的1a口和1b口通气,第二双手控制模块11的2口出气。三位五通中封阀7的12口有气,三位五通中封阀7换向,其2口出气。单向节流调速阀10的1口进气,2口出气,压边气缸9的2口通气,压边气缸9开始上升。第一压头检测行程开关13和第二压头检测行程开关16关断,第一指示灯15和第二指示灯18不亮。
34.压边气缸9上升到位后,操作者向折弯机的控制系统发出指令,控制折弯机中的的滑移系统工作,滑移系统带动工件在竖直方向上滑移,竖直滑移到位后触发行程开关4,致使行程开关4关断,其2口不出气。然后操作者操作滑移系统工作,滑移系统带动工件水平滑移,水平滑移到位后触发水平行程开关3,致使水平行程开关3关断,其2口不出气。最后操作者关断手动开关19,第一真空发生器20和第二真空发生器21停止工作,所有的吸盘停止工作,操作者可以取件。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。