技术特征:
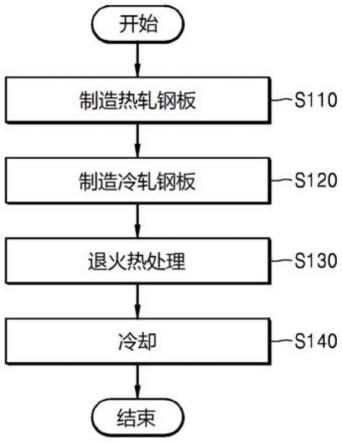
1.一种抗凹痕冷轧钢板,所述抗凹痕冷轧钢板按重量%计包含0.005%至0.03%的碳(c)、1.0%至2.5%的锰(mn)、0.2%至0.8%的铝(al)、0.3%至1.5%的铬(cr)和钼(mo)的总和、0.001%至0.01%的铌(nb)和钛(ti)的总和,大于0%至0.02%的磷(p)、大于0%至0.01%的硫(s)以及余量的铁(fe)和其它不可避免的杂质,并且其中,所述抗凹痕冷轧钢板具有195mpa或更高的屈服强度(yp)、340mpa或更高的拉伸强度(ts)、33%或更高的伸长率(el)以及40mpa或更高的烘烤硬化量(bh)。2.根据权利要求1所述的抗凹痕冷轧钢板,其中,根据以下等式控制铬和钼的总和:0.3重量%≤[cr] 0.3[mo]≤1.5重量%。3.根据权利要求1所述的抗凹痕冷轧钢板,其中,所述抗凹痕冷轧钢板包含混合铁素体和马氏体的混合结构。4.根据权利要求3所述的抗凹痕冷轧钢板,其中,马氏体的分数在大于0%至9%的范围内,并且铁素体构成剩余分数。5.根据权利要求3所述的抗凹痕冷轧钢板,其中,铁素体的平均晶粒尺寸在5μm至20μm的范围内。6.根据权利要求3所述的抗凹痕冷轧钢板,其中,马氏体的平均相间距离在2μm至5.5μm的范围内。7.根据权利要求1所述的抗凹痕冷轧钢板,其中,所述抗凹痕冷轧钢板包含非铁析出物,并且所述非铁析出物的平均粒子间距为0.05μm或更大。8.根据权利要求1所述的抗凹痕冷轧钢板,其中,所述抗凹痕冷轧钢板具有195mpa至275mpa的屈服强度(yp)、340mpa至490mpa的拉伸强度(ts)、33%至45%的伸长率(el)和40mpa至55mpa的烘烤硬化量(bh)。9.根据权利要求1所述的抗凹痕冷轧钢板,其中,所述抗凹痕冷轧钢板在2%至10%的应变范围内满足80mpa至200mpa的加工硬化量。10.根据权利要求1所述的抗凹痕冷轧钢板,其中,在进行烘烤硬化和加工硬化之后,所述抗凹痕冷轧钢板的最终屈服强度在350mpa至500mpa的范围内。11.根据权利要求1所述的抗凹痕冷轧钢板,其中,在所述抗凹痕冷轧钢板中不会出现屈服点伸长率。12.根据权利要求1所述的抗凹痕冷轧钢板,其中,所述抗凹痕冷轧钢板的屈服点伸长率在大于0%至小于0.2%的范围内。13.一种制造抗凹痕冷轧钢板的方法,所述方法包括以下步骤:制备热轧钢板,所述热轧钢板按重量%计包含0.005%至0.03%的碳(c)、1.0%至2.5%的锰(mn)、0.2%至0.8%的铝(al)、0.3%至1.5%的铬(cr)和钼(mo)的总和、0.001%至0.01%的铌(nb)和钛(ti)的总和,大于0%至0.02%的磷(p)、大于0%至0.01%的硫(s)以及余量的铁(fe)和其它不可避免的杂质;通过对热轧钢板进行冷轧来制备冷轧钢板;对冷轧钢板进行退火热处理;以及冷却经退火热处理的冷轧钢板。14.根据权利要求13所述的方法,其中,制造热轧钢板的步骤包括以下步骤:制备具有合金组成的钢材;
在1130℃至1230℃的范围内对钢材进行再加热;通过在ar3或更高的精轧结束温度下对经再加热的钢材进行热精轧来制备热轧钢板;以及在600℃至680℃的范围内卷绕热轧钢板。15.根据权利要求13所述的方法,其中,根据以下等式在退火温度(temp)下进行退火热处理步骤一定的退火时间(time):16.根据权利要求13所述的方法,其中,退火热处理步骤通过在780℃至840℃的范围内的温度下将冷轧钢板保持30秒至120秒的时间范围来进行。17.根据权利要求13所述的方法,其中,在冷却步骤中,以在15℃/秒至50℃/秒的范围内的冷却速率将经退火热处理的冷轧钢板冷却至在0℃至40℃的范围内的温度。18.一种抗凹痕镀覆钢板,所述抗凹痕镀覆钢板包含:基体钢板;和在所述基体钢板的表面上形成的热浸镀锌层或合金化热浸镀锌层,其中,所述基体钢板按重量%计包含0.005%至0.03%的碳(c)、1.0%至2.5%的锰(mn)、0.2%至0.8%的铝(al)、0.3%至1.5%的铬(cr)和钼(mo)的总和、0.001%至0.01%的铌(nb)和钛(ti)的总和,大于0%至0.02%的磷(p)、大于0%至0.01%的硫(s)以及余量的铁(fe)和其它不可避免的杂质,并且所述基体钢板具有195mpa或更高的屈服强度(yp)、340mpa或更高的拉伸强度(ts)、33%或更高的伸长率(el)以及40mpa或更高的烘烤硬化量(bh)。19.一种制造抗凹痕镀覆钢板的方法,所述方法包括以下步骤:制备热轧钢板,所述热轧钢板按重量%计包含0.005%至0.03%的碳(c)、1.0%至2.5%的锰(mn)、0.2%至0.8%的铝(al)、0.3%至1.5%的铬(cr)和钼(mo)的总和、0.001%至0.01%的铌(nb)和钛(ti)的总和,大于0%至0.02%的磷(p)、大于0%至0.01%的硫(s)以及余量的铁(fe)和其它不可避免的杂质;通过对热轧钢板进行冷轧来制备冷轧钢板;对冷轧钢板进行退火热处理;冷却经退火热处理的冷轧钢板;对经冷却的冷轧钢板进行热浸镀锌;以及最终冷却经热浸镀锌的冷轧钢板,其中,根据以下等式在退火温度(temp)下进行退火热处理步骤一定的退火时间(time):20.根据权利要求19所述的方法,在进行热浸镀锌步骤之后,所述方法还包括对经热浸镀锌的冷轧钢板进行合金化热处理的步骤。
技术总结
本发明提供了一种具有优异的抗凹痕性的抗凹痕冷轧钢板。根据本发明的一个实施方案,抗凹痕冷轧钢板按重量计包含碳(C):0.005%至0.03%、锰(Mn):1.0%至2.5%、铝(Al):0.2%至0.8%、铬(Cr)和钼(Mo)的总和:0.3%至1.5%、铌(Nb)和钛(Ti)的总和:0.001%至0.01%,磷(P):大于0%至0.02%、硫(S):大于0%至0.01%以及余量的铁(Fe)和其它不可避免的杂质,其中满足195MPa或更高的屈服强度(YP)、340MPa或更高的拉伸强度(TS)、33%或更高的伸长率(El)以及40MPa或更高的烘烤硬化(BH)量。及40MPa或更高的烘烤硬化(BH)量。及40MPa或更高的烘烤硬化(BH)量。
技术研发人员:金丙秦 姜春求 朴永柱 柳河英 张敏浩 韩晟庆 许盛烈
受保护的技术使用者:现代制铁株式会社
技术研发日:2021.12.21
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。