1.本实用新型涉及焊接装置技术领域,具体为一种锌钢丝网间距控制焊接装置。
背景技术:
2.镀锌钢丝是把45#、65#、70#等优质碳素结构钢拉拔,然后再经镀锌而成,镀锌钢丝表面平滑、光洁、没有裂纹地、节、起刺、伤痕和锈蚀,镀锌层均匀、附着力强、耐腐蚀力持久,韧性和弹性极好等特性,而镀锌钢丝网片则是由镀锌钢丝通过焊接装置焊接而成。
3.专利申请公布号cn206527459u的实用新型专利公开了一种镀锌钢丝网片焊接间距控制装置,包括焊接枪和支座,所述焊接枪的侧面两端焊接有u型的固定槽,在两个所述固定槽之间设置有一带有锯齿的移位板,在所述焊接枪的下方是所述支座,在所述焊接枪与支座之间设有滚轮,所述支座为工字型,在所述支座的中部设有一齿轮安装槽,所述齿轮安装槽内安装有齿轮组和弹性限位杆,所述齿轮组的上端通过联动杆穿过所述支座的顶部与所述移位板啮合,下端也通过联动杆与电机的输出端啮合。本实用新型结构简单,改造方便,成本低且能有效的实现对焊接间距的控制。
4.但是上述装置在实际使用时仍旧存在一些缺点,较为明显的就是当需要不同间距的时候,要更换不同大小的齿轮和齿距不同的移位板,以达到所需要的间距,在更换不同大小的齿轮和齿距不同的移位板时,需要借助工具进行拆卸,操作繁琐,浪费了时间,并且更换后不能保证焊枪在焊接时与镀锌钢丝更好的接触,影响焊接的质量。
5.因此,发明一种锌钢丝网间距控制焊接装置来解决上述问题很有必要。
技术实现要素:
6.本实用新型的目的在于提供一种锌钢丝网间距控制焊接装置,具备无需更换不同大小的齿轮与齿距不同的移位板、保证焊枪与镀锌钢丝更好接触的优点,解决了当需要不同间距的时候,要更换不同大小的齿轮和齿距不同的移位板,以达到所需要的间距,在更换不同大小的齿轮和齿距不同的移位板时,需要借助工具进行拆卸,操作繁琐,浪费了时间,并且更换后不能保证焊枪在焊接时与镀锌钢丝更好的接触,影响焊接质量的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种锌钢丝网间距控制焊接装置,包括底座,所述底座的顶部通过螺栓固定连接有机架,所述机架的背面通过轴承活动镶嵌连接有转杆,所述机架的背面安装有驱动组件,所述转杆的前端安装有固定组件,所述固定组件的表面安装有转动框,所述转动框的背面焊接有对接板,所述机架的顶部通过螺栓固定连接有支撑板,所述支撑板的表面安装有升降组件,所述升降组件的底部安装有焊接枪,所述升降组件的表面安装有连接杆,所述连接杆的后端通过转轴转动连接有滚轮。
8.优选的,所述驱动组件包括u型板,所述u型板的正面通过螺栓与机架的背面固定连接,所述u型板的背面通过螺栓固定连接有伺服电机,所述伺服电机的转轴贯穿u型板并固定连接有主动齿轮,所述转杆的后端固定连接有从动齿轮,所述主动齿轮与从动齿轮啮合。
9.优选的,所述固定组件包括l型板,所述l型板的背面与转杆的正面焊接,所述l型板的底部固定镶嵌连接有螺母一,所述螺母一的内壁螺纹连接有紧固螺栓一,所述对接板的后端贯穿至l型板的背面,所述l型板的正面开设有与对接板相适配的对接孔,所述对接板的底部开设有与紧固螺栓一相适配的卡槽。
10.优选的,所述升降组件包括方杆,所述方杆的一端滑动贯穿在支撑板的顶部,所述方杆表面的底部滑动套设有滑套,所述滑套的正面固定镶嵌连接有螺母二,所述螺母二的内壁螺纹连接有紧固螺栓二,所述方杆的表面活动套设有弹簧,所述弹簧的两端分别与支撑板的底部和滑套的顶部接触,所述连接杆的前端与滑套的背面焊接。
11.优选的,所述滑套的右侧焊接有短板,所述短板的顶部焊接有滑杆,所述滑杆的顶部贯穿至支撑板的顶部。
12.优选的,所述底座顶部的四角均开设有安装孔,所述转动框设置有不同的规格。
13.与现有技术相比,本实用新型的有益效果如下:
14.本实用新型通过底座、机架、转杆、驱动组件、固定组件、转动框、对接板、升降组件、焊接枪、连接杆、滚轮和支撑板进行配合,具备无需更换不同大小的齿轮与齿距不同的移位板、保证焊枪与镀锌钢丝更好接触的优点,解决了当需要不同间距的时候,要更换不同大小的齿轮和齿距不同的移位板,以达到所需要的间距,在更换不同大小的齿轮和齿距不同的移位板时,需要借助工具进行拆卸,操作繁琐,浪费了时间,并且更换后不能保证焊枪在焊接时与镀锌钢丝更好的接触,影响焊接质量的问题。
附图说明
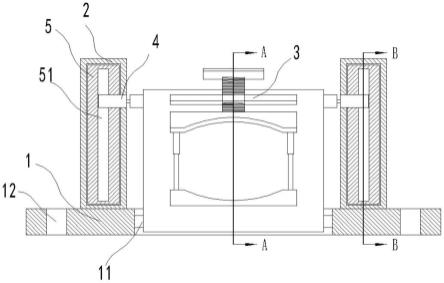
15.图1为本实用新型立体结构示意图;
16.图2为本实用新型左视立体示意图;
17.图3为本实用新型驱动组件和固定组件立体示意图;
18.图4为本实用新型转动框和对接板立体示意图;
19.图5为本实用新型升降组件立体示意图。
20.图中:1底座、2机架、3转杆、4驱动组件、41u型板、42伺服电机、43主动齿轮、44从动齿轮、5固定组件、51l型板、52螺母一、53紧固螺栓一、6转动框、7对接板、8升降组件、81方杆、82滑套、83螺母二、84紧固螺栓二、85弹簧、9焊接枪、10连接杆、11滚轮、12短板、13滑杆、14卡槽、15支撑板。
具体实施方式
21.请参阅图1-图5,一种锌钢丝网间距控制焊接装置,包括底座1,底座1的顶部通过螺栓固定连接有机架2,机架2的背面通过轴承活动镶嵌连接有转杆3,机架2的背面安装有驱动组件4,转杆3的前端安装有固定组件5,固定组件5的表面安装有转动框6,转动框6的背面焊接有对接板7,机架2的顶部通过螺栓固定连接有支撑板15,支撑板15的表面安装有升降组件8,升降组件8的底部安装有焊接枪9,升降组件8的表面安装有连接杆10,连接杆10的后端通过转轴转动连接有滚轮11;
22.驱动组件4包括u型板41,u型板41的正面通过螺栓与机架2的背面固定连接,u型板41的背面通过螺栓固定连接有伺服电机42,伺服电机42的转轴贯穿u型板41并固定连接有
主动齿轮43,转杆3的后端固定连接有从动齿轮44,主动齿轮43与从动齿轮44啮合,通过设置主动齿轮43和从动齿轮44,在改变伺服电机42转轴的转速作用下,从而对转杆3的转速进行调节,实现升降组件8往复升降的间隔时间改变,从而对焊接枪9往复升降的间距时间调节,控制了焊接枪9的前进位移,从而控制了焊接间距;
23.固定组件5包括l型板51,l型板51的背面与转杆3的正面焊接,l型板51的底部固定镶嵌连接有螺母一52,螺母一52的内壁螺纹连接有紧固螺栓一53,对接板7的后端贯穿至l型板51的背面,l型板51的正面开设有与对接板7相适配的对接孔,对接板7的底部开设有与紧固螺栓一53相适配的卡槽14,通过设置螺母一52和紧固螺栓一53,在卡槽14的配合下便于对对接板7进行稳定快速安装,从而方便根据焊接不同厚度的锌钢丝网对转动框6更换不同规格;
24.升降组件8包括方杆81,方杆81的一端滑动贯穿在支撑板15的顶部,方杆81表面的底部滑动套设有滑套82,滑套82的正面固定镶嵌连接有螺母二83,螺母二83的内壁螺纹连接有紧固螺栓二84,方杆81的表面活动套设有弹簧85,弹簧85的两端分别与支撑板15的底部和滑套82的顶部接触,连接杆10的前端与滑套82的背面焊接,通过设置螺母二83和紧固螺栓二84,可对更换转动框6驱动后的焊接枪9位置进行微调,使其在焊接时与锌钢丝网更好的贴合,通过设置弹簧85,使滑套82和方杆81在升降时更加的稳定,通过设置连接杆10和滚轮11,在转动框6转动的作用下使滑套82、方杆81和焊接枪9往复上下移动;
25.滑套82的右侧焊接有短板12,短板12的顶部焊接有滑杆13,滑杆13的顶部贯穿至支撑板15的顶部,通过设置短板12和滑杆13,对升降组件8进行导向限位,使其在移动时更加的稳定;
26.底座1顶部的四角均开设有安装孔,转动框6设置有不同的规格,通过设置安装孔,便于对装置进行安装固定。
27.使用时,将装置通过导线外接电源和控制器,焊接装置设置有若干个并排在同一列,控制伺服电机42的运行使主动齿轮43和从动齿轮44转动,进而使转杆3、固定组件5、转动框6和对接板7转动,在滚轮11和连接杆10的作用下,使升降组件8、短板12、滑杆13和焊接枪9往复上升下降,同时升降组件8上的弹簧85不断往复压缩恢复,焊接枪9上下往复移动对锌钢丝进行焊接,当需要对焊接间距调节时,改变伺服电机42转轴的转速作用,从而对转杆3的转速进行调节,实现升降组件8往复升降的间隔时间改变,从而对焊接枪9往复升降的间距时间调节,控制了焊接枪9的前进位移,从而控制了焊接间距,当需要焊接不同厚度的锌钢丝网时,转动紧固螺栓一53使其一端脱离卡槽14,将对接板7从l型板51上取下,更换相应规格的转动框6将其进行固定,然后转动紧固螺栓二84,使滑套82在方杆81上移动,调节后转动紧固螺栓二84使其一端与方杆81的表面紧密接触,对更换转动框6驱动后的焊接枪9位置进行微调,使其在焊接时与锌钢丝网更好的贴合。
28.综上所述:该锌钢丝网间距控制焊接装置,通过底座1、机架2、转杆3、驱动组件4、固定组件5、转动框6、对接板7、升降组件8、焊接枪9、连接杆10、滚轮11和支撑板15进行配合,解决了当需要不同间距的时候,要更换不同大小的齿轮和齿距不同的移位板,以达到所需要的间距,在更换不同大小的齿轮和齿距不同的移位板时,需要借助工具进行拆卸,操作繁琐,浪费了时间,并且更换后不能保证焊枪在焊接时与镀锌钢丝更好的接触,影响焊接质量的问题。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。