1.本技术涉及焊接设备的领域,尤其是涉及一种埋弧焊机。
背景技术:
2.埋弧焊机是一种利用电弧在焊剂层下燃烧进行焊接的焊接机器。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱钢结构等制作中的主要焊接机器。
3.目前,在钢辊的生产中,经常需要使用埋弧焊机对滚圆后的钢辊进行埋弧焊作业。埋弧焊机主要包括埋弧焊小车、电源和控制电缆,埋弧焊小车上设置有焊接机头和储料箱,在进行焊接作业过程中,埋弧焊小车沿钢辊的轴向移动,同时储料箱向焊接机头输送焊剂,使焊剂覆盖钢辊的焊缝,通过焊接机头引出的电弧在焊剂层下燃烧,实现钢辊的焊接作业。
4.在焊接作业过程中,焊剂以及焊剂熔融后的渣壳将滞留在钢辊的表面上,操作人员需在焊接结束后,先将钢辊位于焊缝处的焊剂清理至指定位置收集,再使用辅助工具将钢辊表面的渣壳剥离,而后再进行下一根钢辊的焊接作业,导致埋弧焊机的待机时间长,焊接效率低。
技术实现要素:
5.为了缩短埋弧焊机的待机时间,提高埋弧焊机的焊接效率,本技术提供一种埋弧焊机。
6.本技术提供的一种埋弧焊机采用如下的技术方案:一种埋弧焊机,包括机座、埋弧焊小车、定位杆、定位装置和焊剂回收槽;所述埋弧焊小车滚动连接于所述机座上;所述定位杆安装于所述机座上,并沿所述埋弧焊小车的行进方向延伸设置;所述定位杆用于供钢辊套设;当钢辊套设于所述定位杆上时,所述定位杆的外周侧与钢辊的内周壁之间留有移动间隙;所述定位装置用于固定钢辊在所述定位杆上的位置;所述定位装置包括驱动部和固位件,所述驱动部安装于所述机座上,所述驱动部用于驱使所述固位件靠近或远离钢辊;所述固位件沿所述定位杆的轴向延伸设置,所述固位件用于供所述定位杆上的钢辊抵接;当所述固位件与钢辊相互远离时,沿所述定位杆的径向移动钢辊,钢辊将重新抵接于所述固位件;所述焊剂回收槽位于所述定位杆的下方,所述焊剂回收槽用于收集从钢辊表面掉落的焊剂。
7.通过采用上述技术方案,在焊接结束后,先通过驱动部使固位件和定位杆相互远离,而后沿定位杆径向移动钢辊,使钢辊重新抵接于固位件。可在定位杆的周侧转动钢辊,使钢辊刮擦固位件,将滞留在钢辊表面的焊剂和渣壳刮落至焊剂回收槽内,实现焊剂和渣壳同时收集在焊剂回收槽内的效果。通过固位件和驱动部,实现钢辊在定位杆周侧定位的同时,搭配定位杆与钢辊之间的移动间隙、以及焊剂回收槽,实现即清理钢辊表面的焊剂又剥离渣壳的效果,简化在钢辊焊接结束后需要先清理钢辊表面焊剂再剥离渣壳的步骤,缩短焊接结束后对钢辊表面的处理时间,从而缩短埋弧焊机的待机时间,提高埋弧焊机的焊
接效率。
8.可选的,所述驱动部包括电机和独立电源模块,所述定位杆转动连接于所述机座上,且端部同轴连接于所述电机的输出轴;所述定位杆的直径小于等于钢辊的半径;所述固位件包括至少两个电磁铁,至少两个所述电磁铁均安装于所述定位杆的周侧,且相互背离设置;所述电磁铁电气连接所述独立电源模块,所述电磁铁用于磁吸钢辊。
9.通过采用上述技术方案,在电机和独立电源模块启动时,电磁铁吸附钢辊,同时电机带动定位杆转动,钢辊的焊缝跟随定位杆向焊剂回收槽转动,在此过程中,移动间隙的位置改变。当钢辊的焊缝面向焊剂回收槽时,关闭电机和独立电源模块,电磁铁断电,钢辊受自重影响将掉落,并重新与定位杆抵接,实现钢辊脱离固位件后又重新抵接于固位件,同时钢辊的掉落,将撞击定位杆使渣壳脱离钢辊,提高渣壳与钢辊的剥离效率。通过电机、独立供电模块和至少两个相互背离设置的电磁铁,实现钢辊与固位件相互远离时,利用钢辊自重,使钢辊重新抵接于固位件的效果,并且无需操作人员移动钢辊,实现焊剂和渣壳自动化脱离钢辊表面的效果,进一步提高埋弧焊机的效率。
10.可选的,所述焊剂回收槽上设置有弹性吸能件,所述弹性吸能件用于供钢辊抵接;当钢辊受自重抵接于所述定位杆时,钢辊抵接于所述弹性吸能件。
11.通过采用上述技术方案,由于声音是由震动产生,因此在钢辊套设于定位杆上以及电磁铁断电,钢辊受自重撞击定位杆时,抵接于钢辊周侧的弹性吸能件将吸收钢辊的部分震动,能降低噪音的进一步扩散,改善焊接作业前、中时钢辊撞击定位杆产生噪音污染的问题,并且降低弹性吸能件吸收钢辊撞击定位杆的动能而导致渣壳仍未脱离钢辊的风险。
12.可选的,所述弹性吸能件沿所述定位杆的轴向延伸设置,且表面设置有刷毛,所述刷毛用于供钢辊的表面抵接。
13.通过采用上述技术方案,当电磁铁断电,钢辊受自重影响掉落至定位杆的周侧后,重新启动驱动部,电机带动定位杆转动,电磁铁磁吸钢辊,钢辊翻转时,刷毛将刮擦钢辊表面的渣壳,使渣壳进一步通过刷毛和弹性吸能件刮离钢辊,提高自动化剥离渣壳的效率。
14.可选的,所述弹性吸能件的内部开设有形变腔。
15.通过采用上述技术方案,提高弹性吸能件的弹性形变性能,并且在钢辊翻转过程中,降低弹性吸能件的弹性恢复力将钢辊顶离电磁铁磁吸的风险。
16.可选的,所述焊剂回收槽上设置有过滤布,所述过滤布的边缘连接有多根弹性绳;所述过滤布通过所述弹性绳可拆卸连接于所述焊剂回收槽上;所述过滤布与所述焊剂回收槽的槽底之间留有间隙;所述过滤布用于过滤掉入所述焊剂回收槽内的焊剂。
17.通过采用上述技术方案,在钢辊翻转,渣壳和焊剂脱离钢辊的表面后,渣壳和焊剂将掉落至过滤布上,利用弹性绳的弹性,实现过滤布晃动过滤的效果,从而实现渣壳和焊剂进一步分离的效果,减少后续分离渣壳和焊剂的步骤,提高焊剂的回收利用效率。
18.可选的,所述焊剂回收槽上设置有支撑杆,所述支撑杆远离所述焊剂回收槽的端部活动连接有抵接杆,所述抵接杆远离所述支撑杆的端部设置有凹槽,所述凹槽用于容纳所述定位杆。
19.通过采用上述技术方案,移动抵接杆,将钢辊套设于定位杆的周侧后,便可进行焊接作业,通过支撑杆和抵接杆的支撑,降低钢辊自重影响而导致定位杆弯曲的风险,提高定位杆的使用寿命。更进一步地,钢辊在定位杆周侧受自重掉落时,定位杆的震动通过支撑杆
将传递至焊剂回收槽,实现焊剂回收槽抖动的效果,并将焊剂回收槽内的渣壳震碎,减少渣壳对接于焊剂回收槽内的效果。
20.可选的,所述支撑杆与所述抵接杆相互铰接;所述支撑杆设置有弹性复位件,所述弹性复位件用于迫使所述抵接杆与所述支撑杆同轴。
21.通过采用上述技术方案,翻转抵接杆,便可将钢辊套设于定位杆上,在钢辊通过固位件固定于定位杆上后,通过弹性复位件的弹性恢复力,便可使移动的抵接杆自动复位,减少移动抵接杆的时间,提高钢辊套设于定位杆上效率的同时,兼顾支撑杆和抵接杆支撑定位杆的效果。
22.可选的,所述抵接杆位于所述凹槽的内壁设置有缓冲垫,所述缓冲垫供所述定位杆抵接。
23.通过采用上述技术方案,减少定位杆撞击支撑杆的噪声,同时提高支撑杆与焊剂回收槽的连接稳定性。
24.可选的,所述埋弧焊小车具有储料箱和焊接机头,所述焊接机头上安装有控制阀,所述控制阀用于控制通断通过所述焊接机头的焊剂;所述埋弧焊小车上设置有位置传感器和控制箱;所说控制阀和所述位置传感器均电气连接于所述控制箱;所述机座上沿所述埋弧焊小车的行进方向连接有识别块;所述识别块用于供所述位置传感器识别;所述位置传感器用于向所述控制箱输出停闭信号;所述停闭信号包括所述控制阀的关闭信号和所述埋弧焊小车的延时停止信号。
25.通过采用上述技术方案,埋弧焊小车在移动过程,位置传感器识别到识别块后,位置传感器向控制箱发出启闭信号,此时控制阀关闭,焊接机头内的焊剂跟随埋弧焊小车的移动,将剩余在焊接机头内的焊剂排净至钢辊的剩余焊缝上,而后埋弧焊小车停止。通过位置传感器和控制箱,搭配识别块和控制阀,实现埋弧焊小车在停止后焊接机头无焊剂落出的效果,改善埋弧焊小车停止后焊接机头落出的焊剂堆积于钢辊表面的问题,从而减少焊剂的损耗量,降低生产成本。
26.综上所述,本技术包括以下至少一种有益技术效果:1.通过固位件和驱动部,实现钢辊在定位杆周侧定位的同时,搭配定位杆与钢辊之间的移动间隙、以及焊剂回收槽,实现即清理钢辊表面的焊剂又剥离渣壳的效果,简化在钢辊焊接结束后需要先清理钢辊表面焊剂再剥离渣壳的步骤,缩短焊接结束后对钢辊表面的处理时间,从而缩短埋弧焊机的待机时间,提高埋弧焊机的焊接效率;2.通过电机、独立供电模块和至少两个相互背离设置的电磁铁,实现钢辊与固位件相互远离时,利用钢辊自重,使钢辊重新抵接于固位件的效果,并且无需操作人员移动钢辊,实现焊剂和渣壳自动化脱离钢辊表面的效果,进一步提高埋弧焊机的效率;3.通过位置传感器和控制箱,搭配识别块和控制阀,实现埋弧焊小车在停止后焊接机头无焊剂落出的效果,改善埋弧焊小车停止后焊接机头落出的焊剂堆积于钢辊表面的问题,从而减少焊剂的损耗量,降低生产成本。
附图说明
27.图1是实施例1的整体结构示意图。
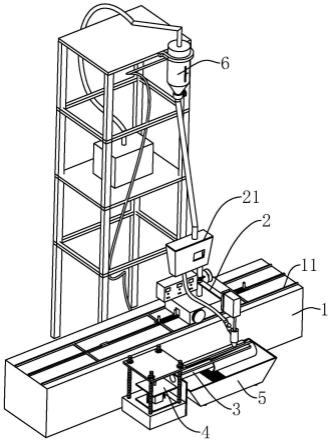
28.图2是用于展示实施例1的识别块和位置传感器的位置示意图。
29.图3是实施例2的整体结构示意图。
30.图4是用于展示实施例2的定位杆转动后,移动间隙位置改变的状态示意图。
31.图5是用于展示实施例2的过滤布和弹性吸能件的相对位置关系示意图。
32.图6是用于展示实施例2的弹性吸能件的结构示意图。
33.图7是图5在a部的放大图。
34.附图标记说明:1、机座;11、滑轨;2、埋弧焊小车;21、储料箱;22、焊接机头;23、位置传感器;24、控制箱;25、控制阀;26、识别块;27、支架;3、定位杆;4、定位装置;41、驱动部;411、电机;412、独立电源模块;42、固位件;421、焊缝槽;422、电磁铁;423、滑环;5、焊剂回收槽;51、引导面;52、汇集槽;53、滤网;6、焊剂提升装置;7、弹性吸能件;71、形变腔;72、刷毛;8、过滤布;9、支撑杆;91、抵接杆;92、凹槽;93、缓冲垫;94、弹性复位件;10、弹性绳。
具体实施方式
35.以下结合附图1-7对本技术作进一步详细说明。
36.本技术实施例公开一种埋弧焊机,旨在缩短埋弧焊机的待机时间,提高埋弧焊机的焊接效率。
37.实施例1参照图1和图2,一种埋弧焊机包括机座1、埋弧焊小车2、定位杆3、定位装置4、焊剂回收槽5和焊剂提升装置6,其中机座1上固定有滑轨11,滑轨11供埋弧焊小车2滚动连接。埋弧焊小车2具有储料箱21和焊接机头22,并设置有位置传感器23和控制箱24。定位杆3和定位装置4均连接于机座1上,定位杆3沿滑轨11的长度方向延伸设置,定位杆3用于供钢辊套设,定位装置4用于固定套设于定位杆3上的钢辊位置。焊剂回收槽5放置于定位杆3的下方。焊剂提升装置6用于将焊剂回收槽5内的焊剂转移提升至储料箱21内存储。
38.将待焊接的钢辊套设于定位杆3上后,启动定位装置4,将钢辊固定于定位杆3上,而后启动埋弧焊小车2,储料箱21内的焊剂通过焊接机头22落向钢辊上的焊缝位置处。在焊接结束后,转动定位杆3上的钢辊,便可将钢辊上的焊剂翻落至焊剂回收槽5内。后续启动焊剂提升装置6,便可将焊剂回收槽5内的焊剂回收至储料箱21内再利用。
39.具体地,焊接机头22上安装有控制阀25,控制阀25用于控制通断通过焊接机头22的焊剂,控制阀25和位置传感器23均电气连接于控制箱24。机座1上沿埋弧焊小车2的行进方向活动连接有识别块26,识别块26用于供位置传感器23识别,位置传感器23用于向控制箱24输出停闭信号,停闭信号包括控制阀25的关闭信号和埋弧焊小车2的延时停止信号。可以理解为,识别块26是根据钢辊的长度进行移动,以使位置传感器23的识别位置适应不同长度的钢辊。识别块26与机座1的活动连接方式可以是滑移连接,可以是磁吸固定,还可是螺纹连接等,本技术并不以此为限。
40.需要说明的是,埋弧焊小车2位于行进方向的前、后侧均固定有支架27,支架27供位置传感器23连接固定。位置传感器23的数量可以是一个,也可以是两个,还可以是三个及以上,本技术并不以此为限。利用位置传感器23和控制箱24,搭配控制阀25,在控制阀25关闭后,埋弧焊小车2的继续移动,会将剩余在焊接机头22内的焊剂排净至钢辊的剩余焊缝上,实现埋弧焊小车2在停止后焊接机头22无焊剂落出的效果,以此减少焊剂的损耗量。
41.定位杆3固定于机座1上,定位杆3的直径小于钢辊的直径,即当钢辊套设于定位杆
3上时,定位杆3的外周侧与钢辊的内周壁之间留有移动间隙,以便后续搭配定位装置4,将焊接后的钢辊表面的渣壳刮落。
42.定位装置4包括驱动部41和固位件42,其中驱动部41为气缸,驱动部41固定于机座1上,驱动部41用于驱使固位件42靠近或远离钢辊。固位件42为固定于驱动部41输出端的固位杆。固位件42用于供钢辊抵接。固位件42沿定位杆3的轴向延伸设置,固位件42的表面贯穿开设有焊缝槽421,焊缝槽421沿固位件42的长度方向延伸设置。需要说明的是,当驱动部41驱使固位件42抵接于钢辊时,钢辊的焊缝将位于焊缝槽421内,以便于确定钢辊的焊接位置。
43.值得注意的是,当焊接结束后,启动驱动部41,固位件42将远离定位杆3,利用移动间隙,将钢辊沿定位杆3的径向移动,便可使钢辊重新抵接于固位件42,扭转钢辊,便可利用固位件42刮落钢辊表面的焊剂和渣壳,从而实现渣壳和焊剂同时脱离钢辊表面的效果。
44.焊剂回收槽5相对的内壁倾斜设置有引导面51,焊剂回收槽5的槽底开设有汇集槽52,引导面51用于引导焊剂汇集于汇集槽52内。焊剂回收槽5上可拆卸连接有滤网53,滤网53位于位于汇集槽52的槽口处,滤网53用于阻拦渣壳过滤焊剂。焊剂提升装置6可以是真空送料器,也可以是螺旋提升机,本技术并不以此为限。启动焊剂提升装置6,便可以将汇集槽52内的焊剂重新回收至储料箱21内再利用,实现焊剂在焊接过程中的回收利用闭环。
45.实施例1的实施原理为:在焊接结束后,通过驱动部41使固位件42和定位杆3相互远离,利用移动间隙,移动钢辊,使钢辊重新抵于固位件42上,转动钢辊,便可将滞留在钢辊表面的焊剂和渣壳刮落至焊剂回收槽5内,实现焊剂和渣壳同时收集在焊剂回收槽5内的效果,简化在钢辊焊接结束后需要先清理钢辊表面焊剂再剥离渣壳的步骤,缩短焊接结束后对钢辊表面的处理时间,从而缩短埋弧焊机的待机时间,提高埋弧焊机的焊接效率。进一步地,利用位置传感器23和控制箱24,搭配控制阀25,在埋弧焊小车2停止后,焊接机头22无焊剂落出,减少焊剂的损耗量。更进一步地,搭配焊剂提升装置6,实现焊剂的回收再利用,进一步地减少焊剂的损耗量,减少生产成本。
46.实施例2继续参照图3,本实施例与实施例1的不同之处在于,定位杆3的结构、定位杆3与机座1的连接方式、定位装置4的结构、以及焊剂回收槽5的结构。其他结构均与实施例1相同。
47.具体地,定位杆3转动连接于机座1上。定位杆3的直径小于等于钢辊的半径,以进一步增大定位杆3与钢辊之间的移动间隙。
48.驱动部41包括电机411和独立电源模块412,电机411和独立电源模块412均固定于机座1上。电机411的输出轴与定位杆3的端部通过联轴器同轴连接。电机411和独立电源模块412均电气连接于控制箱24。
49.同时参照图4,固位件42包括电磁铁422和滑环423,电磁铁422和滑环423均连接于定位杆3的周侧,电磁铁422至少设置有两个,且沿定位杆3的轴向延伸设置。至少两个电磁铁422相互背离设置。电磁铁422电气连接独立电源模块412,电磁铁422用于磁吸钢辊。在独立电源模块412在为电磁铁422供电的情况下,启动电机411,定位杆3绕自身轴心转动,钢辊的焊缝跟随定位杆3向焊剂回收槽5转动,在此过程中,移动间隙的位置改变。当钢辊的焊缝面向焊剂回收槽5,控制箱24检测到电机411的转动角度达到设定值时,控制箱24关闭电机411和独立电源模块412,电磁铁422断电,钢辊受自重影响将掉落,并重新与定位杆3抵接,
实现钢辊脱离固位件42后又重新抵接于固位件42,同时钢辊的掉落,将撞击定位杆3使渣壳脱离钢辊,实现焊剂和渣壳自动化脱离钢辊表面的效果,进一步提高埋弧焊机的效率。
50.需要说明的是,关闭电机411和独立电源模块412的动作,也可以是由操作人员手动控制,也可以是通过触发机构触发。可以理解的是,在其他实施例中,也可以不使用控制箱24,同样能实现焊剂和渣壳自动化脱离钢辊表面的效果。
51.同时参照图5,焊剂回收槽5上设置有弹性吸能件7、过滤布8和支撑杆9,弹性吸能件7和过滤布8均通过绳子固定于焊剂回收槽5上,且过滤布8位于弹性吸能件7的下方。
52.继续参照图6,弹性吸能件7的内部开设有形变腔71。弹性吸能件7沿定位杆3的轴向延伸设置,且表面设置有刷毛72,刷毛72用于供钢辊的表面抵接。弹性吸能件7可以是海绵辊,可以是橡胶辊等,而刷毛72可以是塑料刷毛72,可以是金属刷毛72等,本技术并不以此为限。
53.当钢辊受自重抵接于定位杆3时,钢辊抵接于弹性吸能件7。可以理解为,钢辊在焊接过程中同时抵接于定位杆3和弹性吸能件7。设计弹性吸能件7和刷毛72的目的在于:由于声音是由震动产生,因此在钢辊套设于定位杆3上以及电磁铁422断电,钢辊受自重撞击定位杆3时,抵接于钢辊周侧的弹性吸能件7将吸收钢辊的部分震动,能降低噪音的进一步扩散,改善焊接作业前、中时钢辊撞击定位杆3产生噪音污染的问题,并且通过弹性吸能件7的位置设置,降低弹性吸能件7吸收钢辊撞击定位杆3的动能而导致渣壳仍未脱离钢辊的风险。同时在转动钢辊时,使渣壳进一步通过刷毛72和弹性吸能件7刮离钢辊,提高自动化剥离渣壳的效率。
54.过滤布8与过滤槽连接的绳子为弹性绳10,且弹性绳10设置有多根。过滤布8用于阻隔渣壳过滤焊剂。过滤布8通过弹性绳10可拆卸连接于焊剂回收槽5上,以便后续打包掉落至过滤布8上的渣壳。过滤布8与所述焊剂回收槽5的槽底之间留有间隙。
55.继续参照图7,支撑杆9远离焊剂回收槽5的一端活动连接有抵接杆91,抵接杆91远离支撑杆9的端部设置有凹槽92,凹槽92用于容纳定位杆3。抵接杆91位于凹槽92的内壁设置有缓冲垫93,缓冲垫93供定位杆3的自由端抵接。
56.需要说明的是,支撑杆9与抵接杆91的活动连接方式可以是插接,可以是螺栓连接,还可以是铰接等。本实施例中,支撑杆9与抵接杆91相互铰接,且支撑杆9上设置有弹性复位件94,弹性复位件94用于迫使抵接杆91与支撑杆9同轴。弹性复位件94可以是扭簧,可以是橡皮筋等,本技术并不以此为限。设计支撑杆9和抵接杆91的目的在于:降低钢辊自重影响而导致定位杆3弯曲的风险,同时钢辊在定位杆3周侧受自重掉落时,定位杆3的震动通过支撑杆9将传递至焊剂回收槽5,实现焊剂回收槽5抖动的效果,并将堆积于滤网53上的焊剂抖落至汇集槽52内。
57.值得注意的是,抵接杆91相对支撑杆9的翻转方向。当钢辊从定位杆3的自由端穿入后,随着钢辊沿定位杆3的轴向移动,钢辊将迫使抵接杆91相对支撑杆9翻转,当钢辊移动至指定位置后,在弹性复位件94的弹性恢复力下,抵接杆91重新恢复至与支撑杆9同轴的状态。可以理解为,在定位杆3的自由端开设有避让抵接杆91的倾斜面,以让抵接杆91能顺畅地在定位杆3周侧翻转。
58.实施例2的实施原理为:通过电机411、独立供电模块和至少两个相互背离设置的电磁铁422,实现钢辊与固位件42相互远离时,利用钢辊自重,使钢辊重新抵接于固位件42
的效果,并且无需操作人员移动钢辊,实现焊剂和渣壳自动化脱离钢辊表面的效果。进一步地,通过弹性吸能件7,降低钢辊撞击定位杆3时产生的噪音污染,更进一步地,通过支撑杆9,利用钢辊和定位杆3的震动,实现焊剂回收槽5抖动的效果,使焊剂回收槽5内的焊剂能顺畅通过滤网53流入汇集槽52内,并搭配焊剂提升装置6,减少焊剂在焊剂回收槽5内堆积的效果。
59.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
