1.本实用新型涉及汽车盖板加工设备技术领域,尤其涉及一种汽车盖板注塑结构。
背景技术:
2.汽车盖板在生产过程中一般通过注塑模具结构进行加工,使得汽车盖板能够很好的进行生产,但现有的注塑成型的汽车盖板不易从模具结构内取出,导致注塑成型效率较低。
3.现有技术中提出了一种新型汽车盖板注塑模具,通过在下模的内部设置通孔,在通孔内设置有顶料杆,在顶料杆上端固定连接有顶料块,顶料块置于模腔内底部设置,下模右端面连接有安装板,安装板上端面安装有电机,电机输出端固定连接转杆,转杆贯穿通孔内,转杆外表面套装有齿轮,顶料杆外表面设置有齿部,齿轮与齿部啮合,当注塑成型后,启动电机,带动转杆转动,利用齿轮带动顶料杆在通孔内上升,从而利用顶料块将成型后的汽车盖板从模具中取出。
4.但现有的新型汽车盖板注塑模具在取料时,直接通过顶料块取出汽车盖板时,可能会导致注塑成型的汽车盖板在顶料块处受力过大,影响汽车盖板的成品质量。
技术实现要素:
5.本实用新型的目的在于提供一种汽车盖板注塑结构,解决现有技术中的新型汽车盖板注塑模具在取料时,直接通过顶料块取出汽车盖板时,可能会导致注塑成型的汽车盖板在顶料块处受力过大,影响汽车盖板的成品质量的问题。
6.为实现上述目的,本实用新型提供了一种汽车盖板注塑结构,包括工作台、支架、下模、液压油缸、上模、顶料杆、驱动组件和辅助卸料机构,所述支架与所述工作台拆卸连接,并位于所述工作台的上表面,所述支架上设置有所述液压油缸,所述液压油缸的输出端设置有所述上模,所述上模上设置注塑口,所述工作台上设置有所述下模,所述下模上设置有模腔,所述下模的内部设置通孔,所述通孔内设置有顶料杆,所述顶料杆上端固定连接有顶料块,所述顶料块置于所述模腔内底部设置,所述下模右端面连接有安装板,所述安装板上设置有所述驱动组件,所述驱动组件用于带动所述顶料杆在所述通孔内滑动;
7.所述辅助卸料机构包括气泵、注入管路、气针和密封件,所述下模的侧面设置有气孔,所述气孔与所述模腔的底部相对应,所述气孔处设置有所述密封件,所述工作台上还设置有所述气泵,所述气泵的输出端设置有所述注入管路,所述注入管路远离所述气泵的一端设置有所述气针,所述气针与所述气孔相对应。
8.其中,所述密封件包括盖板、密封杆和拉环,所述盖板的一侧设置有所述密封杆,所述盖板的另一侧设置有所述拉环,所述密封杆位于所述气孔的内部。
9.其中,所述注入管路包括第一连接管、空气压缩机和第二连接管,所述空气压缩机的输入端设置有所述第一连接管,所述空气压缩机的输出端设置有所述第二连接管,所述第一连接管远离所述空气压缩机的一端与所述气泵的输出端相对应,所述第二连接管远离
所述空气压缩机的一端设置有所述气针。
10.其中,所述气泵的输入端设置有过滤管,所述过滤管的端部设置有滤网,所述滤网与所述过滤管拆卸连接。
11.其中,所述汽车盖板注塑结构还包括冷却机构,所述冷却机构包括水箱、循环泵、输入管、冷却管路和回水管,所述下模的侧壁上还设置有空腔,所述空腔的内部设置有所述冷却管路,所述冷却管路套设在所述模腔的外部,所述冷却管路的一端设置有所述输入管,所述冷却管路的另一端设置有所述回水管,所述水箱安装在所述工作台上,所述循环泵的输入管与所述水箱的出水口管道连接,所述循环泵的输出端与所述输入管法兰连接,所述回水管远离所述冷却管路的一端与所述水箱的进水口相对应。
12.其中,所述水箱上还设置有半导体制冷器。
13.其中,所述驱动组件包括驱动电机、转杆和转动齿轮,所述驱动电机与所述安装板拆卸连接,所述驱动电机的输出端设置有所述转杆,所述转杆远离所述驱动电机的一端设置有所述转动齿轮,所述转动齿轮位于所述通孔的内部,所述顶料杆上设置有齿部,所述转动齿轮与所述齿部相啮合。
14.本实用新型的一种汽车盖板注塑结构,包括工作台、支架、下模、液压油缸、上模、顶料杆、驱动组件和辅助卸料机构,所述辅助卸料机构包括气泵、注入管路、气针和密封件,当利用所述顶料块将所述模腔内的汽车盖板顶出一定缝隙后,取出所述密封件,使得所述气孔保持畅通后,将所述气针插入至所述气孔内,启动所述气泵,将压缩气体通过所述注入管路输送至所述气针处,利用所述气针向所述模腔的内部输出高压气体,利用气流加快成型后的汽车盖板的底部与所述模腔的底部脱离,相较于直接利用所述顶料块将汽车盖板顶出所述模腔的方式,采用上述结构,利用气流使得汽车盖板与所述模腔分离,避免汽车盖板在所述顶料块处受力过大,影响汽车盖板的成品质量。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
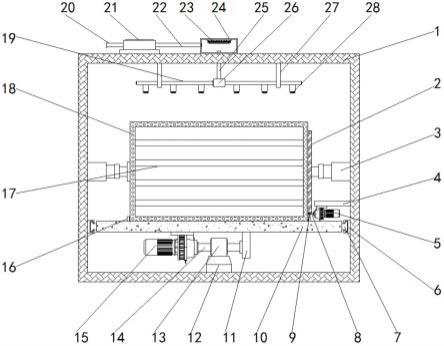
16.图1是本实用新型第一实施例的结构示意图。
17.图2是本实用新型提供的图1的a处的局部结构放大图。
18.图3是本实用新型第一实施例中下模的正视图。
19.图4是本实用新型提供的图3的b-b线的内部结构剖视图。
20.图5是本实用新型第二实施例的结构示意图。
21.图6是本实用新型提供的图5的c处的局部结构放大图。
22.101-工作台、102-支架、103-下模、104-液压油缸、105-上模、106-顶料杆、107-气泵、108-注入管路、109-气针、110-密封件、111-盖板、112-密封杆、113-拉环、114-第一连接管、115-空气压缩机、116-第二连接管、117-驱动电机、118-转杆、119-转动齿轮、120-注塑口、121-模腔、122-通孔、123-顶料块、124-安装板、125-齿部、126-气孔、127-过滤管、128-滤网、201-水箱、202-循环泵、203-输入管、204-冷却管路、205-回水管、206-空腔、207-半导
体制冷器。
具体实施方式
23.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
24.第一实施例:
25.请参阅图1至图4,其中图1是汽车盖板注塑结构的结构示意图,图2是图1的a处的局部结构放大图,图3是第一实施例中下模的正视图,图4是图3的b-b线的内部结构剖视图。本实用新型提供一种汽车盖板注塑结构,包括工作台101、支架102、下模103、液压油缸104、上模105、顶料杆106、驱动组件和辅助卸料机构,所述辅助卸料机构包括气泵107、注入管路108、气针109和密封件110,所述密封件110包括盖板111、密封杆112和拉环113,所述注入管路108包括第一连接管114、空气压缩机115和第二连接管116,所述驱动组件包括驱动电机117、转杆118和转动齿轮119。
26.针对本具体实施方式,所述支架102与所述工作台101拆卸连接,并位于所述工作台101的上表面,所述支架102上设置有所述液压油缸104,所述液压油缸104的输出端设置有所述上模105,所述上模105上设置注塑口120,所述工作台101上设置有所述下模103,所述下模103上设置有模腔121,所述下模103的内部设置通孔122,所述通孔122内设置有所述顶料杆106,所述顶料杆106上端固定连接有顶料块123,所述顶料块123置于所述模腔121内底部设置,所述下模103右端面连接有安装板124,所述安装板124上设置有所述驱动组件,所述驱动组件用于带动所述顶料杆106在所述通孔122内滑动,所述驱动电机117与所述安装板124拆卸连接,所述驱动电机117的输出端设置有所述转杆118,所述转杆118远离所述驱动电机117的一端设置有所述转动齿轮119,所述转动齿轮119位于所述通孔122的内部,所述顶料杆106上设置有齿部125,所述转动齿轮119与所述齿部125相啮合,当所述模腔121的汽车盖板注塑成型后,启动所述驱动电机117,带动所述转杆118转动,由于所述转动齿轮119与所述顶料杆106上的所述齿部125相啮合,从而带动所述顶料杆106在所述通孔122内上升,进而利用所述顶料块123将成型后的汽车盖板从模具中取出。
27.其中,所述下模103的侧面设置有气孔126,所述气孔126与所述模腔121的底部相对应,所述气孔126处设置有所述密封件110,所述工作台101上还设置有所述气泵107,所述气泵107的输出端设置有所述注入管路108,所述注入管路108远离所述气泵107的一端设置有所述气针109,所述气针109与所述气孔126相对应,当利用所述顶料块123将所述模腔121内的汽车盖板顶出一定缝隙后,取出所述密封件110,使得所述气孔126保持畅通后,将所述气针109插入至所述气孔126内,启动所述气泵107,将压缩气体通过所述注入管路108输送至所述气针109处,利用所述气针109向所述模腔121的内部输出高压气体,利用气流加快成型后的汽车盖板的底部与所述模腔121的底部脱离,相较于直接利用所述顶料块123将汽车盖板顶出所述模腔121的方式,采用上述结构,利用气流使得汽车盖板与所述模腔121分离,避免汽车盖板在所述顶料块123处受力过大,影响汽车盖板的成品质量。
28.其次,所述盖板111的一侧设置有所述密封杆112,所述盖板111的另一侧设置有所
述拉环113,所述密封杆112位于所述气孔126的内部,在所述盖板111上设置所述拉环113,使得将所述密封件110拉出所述气孔126时更加方便。
29.同时,所述空气压缩机115的输入端设置有所述第一连接管114,所述空气压缩机115的输出端设置有所述第二连接管116,所述第一连接管114远离所述空气压缩机115的一端与所述气泵107的输出端相对应,所述第二连接管116远离所述空气压缩机115的一端设置有所述气针109,利用所述空气压缩机115对所述第一连接管114内输入的空气压缩后,通过所述第二连接管116,将高压的气流输送至所述气针109处。
30.另外,所述气泵107的输入端设置有过滤管127,所述过滤管127的端部设置有滤网128,所述滤网128与所述过滤管127拆卸连接,在所述气泵107的输入端设置所述过滤管127,在所述过滤管127上设置所述滤网128,利用所述滤网128过滤气流中的灰尘,避免灰尘输送至所述模腔121内,对汽车盖板的成品质量造成影响。
31.使用本实施例的一种汽车盖板注塑结构时,当所述模腔121的汽车盖板注塑成型后,启动所述驱动电机117,带动所述转杆118转动,由于所述转动齿轮119与所述顶料杆106上的所述齿部125相啮合,从而带动所述顶料杆106在所述通孔122内上升,进而利用所述顶料块123将成型后的汽车盖板从模具中取出,当利用所述顶料块123将所述模腔121内的汽车盖板顶出一定缝隙后,取出所述密封件110,使得所述气孔126保持畅通后,将所述气针109插入至所述气孔126内,启动所述气泵107,将压缩气体通过所述注入管路108输送至所述气针109处,利用所述气针109向所述模腔121的内部输出高压气体,利用气流加快成型后的汽车盖板的底部与所述模腔121的底部脱离,相较于直接利用所述顶料块123将汽车盖板顶出所述模腔121的方式,采用上述结构,利用气流使得汽车盖板与所述模腔121分离,避免汽车盖板在所述顶料块123处受力过大,影响汽车盖板的成品质量。
32.第二实施例:
33.在第一实施例的基础上,请参阅图5和图6,图5为第二实施例的汽车盖板注塑结构的结构示意图,图6是图5的c处的局部结构放大图。本实用新型提供一种汽车盖板注塑结构还包括冷却机构,所述冷却机构包括水箱201、循环泵202、输入管203、冷却管路204和回水管205。
34.针对本具体实施方式,所述下模103的侧壁上还设置有空腔206,所述空腔206的内部设置有所述冷却管路204,所述冷却管路204套设在所述模腔121的外部,所述冷却管路204的一端设置有所述输入管203,所述冷却管路204的另一端设置有所述回水管205,所述水箱201安装在所述工作台101上,所述循环泵202的输入管203与所述水箱201的出水口管道连接,所述循环泵202的输出端与所述输入管203法兰连接,所述回水管205远离所述冷却管路204的一端与所述水箱201的进水口相对应,启动所述循环泵202,将所述水箱201内的水输送至所述冷却管路204内,所述冷却管路204内的水用于注塑成型的热交换,提高注塑效率,换热后的水通过所述回水管205输送至所述水箱201的内部,从而使得所述水箱201内的时完成内循环。
35.其中,所述水箱201上还设置有半导体制冷器207,通过所述半导体制冷器207的冷端对所述水箱201内的水进行制冷,使得所述冷却管路204的内部流动的为冷水,进一步提高注塑效率。
36.使用本实施例的一种汽车盖板注塑结构时,启动所述循环泵202,将所述水箱201
内的水输送至所述冷却管路204内,所述冷却管路204内的水用于注塑成型的热交换,提高注塑效率,换热后的水通过所述回水管205输送至所述水箱201的内部,从而使得所述水箱201内的时完成内循环,并且通过所述半导体制冷器207的冷端对所述水箱201内的水进行制冷,使得所述冷却管路204的内部流动的为冷水,进一步提高注塑效率。
37.以上所揭露的仅为本实用新型一种较佳实施例而已,当然不能以此来限定本实用新型之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。