技术特征:
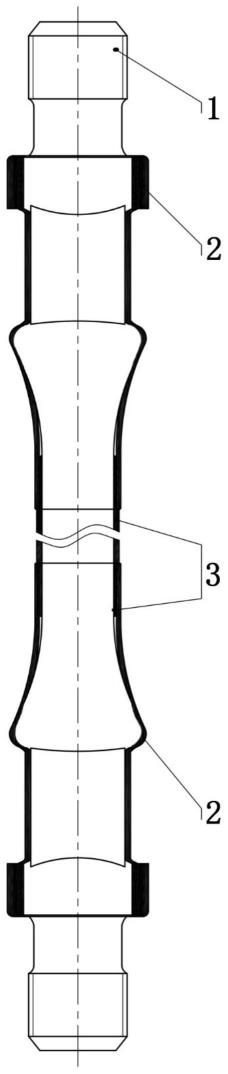
1.一种制造全包覆抽油杆的方法,其特征在于:步骤一,通过机加工方式制造抽油杆基体(1),制作完成的抽油杆基体(1)中间部分为杆体(16)、两端部分为杆头且两端呈对称设置,所述杆头自抽油杆基体(1)的端部朝向杆体(16)依次为螺纹接头(11)、卸荷槽(12)、台肩(13)、扳手方(14)和凸缘(15),所述杆体(16)的外表面包覆防腐非金属材料层(3);步骤二,通过机加工方式制作金属套筒(2),制作完成的金属套筒(2)呈圆筒形;步骤三,通过挤压使得所述金属套筒(2)紧密贴合于所述台肩(13)、扳手方(14)和凸缘(15)的外表面并完全包覆所述台肩(13)、扳手方(14)和凸缘(15)且包覆部分防腐非金属材料层(3)且金属套筒(2)外表面与所述台肩(13)、扳手方(14)和凸缘(15)相对应位置处形成与所述台肩(13)、扳手方(14)和凸缘(15)外表面形状相同的形状。2.根据权利要求1所述的一种制造全包覆抽油杆的方法,其特征在于:步骤一中通过对防腐非金属材料进行加热、注塑、固化工序实现所述杆体(16)的外表面包覆防腐非金属材料层(3)。3.根据权利要求1所述的一种制造全包覆抽油杆的方法,其特征在于:步骤二中制作完成的金属套筒(2)的内壁上靠近端部位置处加工有至少一道凹槽(21)。4.根据权利要求1所述的一种制造全包覆抽油杆的方法,其特征在于:步骤三包括如下步骤:步骤三一、对所述金属套筒(2)进行加热;步骤三二、将所述金属套筒(2)套进所述杆头并使得所述金属套筒(2)邻近所述抽油杆基体(1)端部的端面与所述台肩(13)邻近所述卸荷槽(12)的端面齐平;步骤三三、通过压力机对所述金属套筒(2)进行挤压,以使得所述金属套筒(2)紧密贴合于所述台肩(13)、扳手方(14)和凸缘(15)的外表面并完全包覆所述台肩(13)、扳手方(14)和凸缘(15)且金属套筒(2)外表面形成与所述台肩(13)、扳手方(14)和凸缘(15)外表面形状相同的形状;步骤三四、冷却;步骤三五、通过压力机对所述金属套筒(2)进行冷挤压以使得所述金属套筒(2)包覆部分防腐非金属材料层(3)。5.根据权利要求4所述的一种制造全包覆抽油杆的方法,其特征在于:步骤三一中采用中高频感应加热,加热温度控制在200-500℃。6.根据权利要求4所述的一种制造全包覆抽油杆的方法,其特征在于:步骤三三中挤压的压力为800-1300kn。7.根据权利要求4所述的一种制造全包覆抽油杆的方法,其特征在于:步骤三五中冷挤压的压力为300-800kn。8.根据权利要求4所述的一种制造全包覆抽油杆的方法,其特征在于:步骤三五中在进行冷挤压前于所述防腐非金属材料层(3)将被所述金属套筒(2)包覆的区域中套入至少两个o型密封圈。9.根据权利要求1-8任一所述的一种制造全包覆抽油杆的方法,其特征在于:所述金属套筒(2)选用不锈钢材料制成。10.根据权利要求1-9任一所述的一种制造全包覆抽油杆的方法,其特征在于:所述防腐非金属材料层(3)选用防腐高分子塑胶材料制成。
技术总结
本发明涉及一种制造全包覆抽油杆的方法,步骤一,通过机加工方式制造抽油杆基体,制作完成的抽油杆基体中间部分为杆体、两端部分为杆头且两端呈对称设置,所述杆头自抽油杆基体的端部朝向杆体依次为螺纹接头、卸荷槽、台肩、扳手方和凸缘,所述杆体的外表面包覆防腐非金属材料层;步骤二,通过机加工方式制作金属套筒,制作完成的金属套筒呈圆筒形;步骤三,通过挤压使得所述金属套筒紧密贴合于所述台肩、扳手方和凸缘的外表面并完全包覆所述台肩、扳手方和凸缘且包覆部分防腐非金属材料层且金属套筒外表面与所述台肩、扳手方和凸缘相对应位置处形成与所述台肩、扳手方和凸缘外表面形状相同的形状。本发明可以减少机加工的成本和工作量,同时便于现场作业,提升作业效率。提升作业效率。提升作业效率。
技术研发人员:尚巍 尚金恩 刘树山
受保护的技术使用者:东营市垦利区金秀石油机械有限公司
技术研发日:2022.11.08
技术公布日:2022/12/30
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。