1.本实用新型涉及储料设备领域,尤其涉及一种箱体循环出料跑道。
背景技术:
2.电池集电体成品从生产设备中产出后,由人工将收集箱放在生产设备的出口的正下方对电池集电体成品进行收集,收集箱达到一定容量视为满箱,并由人工更换收集箱进行新一轮的收集,人工收集频率高、工作效率低。
技术实现要素:
3.本实用新型旨在提供一种箱体循环出料跑道,该跑道能够同时容置多个收集用箱体且这些箱体能够依次移动至生产设备的出口处进行自动收集,增加储料时长,降低人工收集的频率,提高工作效率,此外,这些箱体能够在一个相对集中的空间内循环回转移动,只需占用生产设备的出口下方的较小且集中的一片空地,避免干涉生产车间内其他设备的正常工作。
4.一种箱体循环出料跑道,包括机架和固定安装在所述机架上方的一方形外框,所述外框的内腔的中心位置处设有一方形内框,所述外框与所述内框之间围合形成一环形的箱体跑道,所述箱体跑道呈方形环,所述箱体跑道的底部沿其周向设置有环形输送线,整个所述箱体跑道沿其周向至少划分为八个箱体放置工位。
5.本实用新型的所述箱体跑道沿其周向至少划分为八个箱体放置工位,每个箱体放置工位上均可放置箱体,并能够通过所述环形输送线将各个箱体依次输送至生产设备的出口对应的箱体放置工位处进行收集作业,相对于单个箱体进行单次收集来说,能够增加储料时长,降低人工收集的频率,提高工作效率,此外,这些箱体能够在一个相对集中的空间内循环回转移动,只需占用生产设备的出口下方的较小且相对集中的一片空地,避免干涉生产车间内其他设备的正常工作。
6.优选的,所述环形输送线包括沿所述箱体跑道的周向交替连续设置的两套滚筒式输送机和两套推板式输送机,两套滚筒式输送机分居所述内框的相对两侧设置,所述内框的面向每一套所述滚筒式输送机的一侧侧板的两端均分别通过一延长连接板与所述外框的内周壁固定连接,每一片所述内框侧板与其两端的该两所述延长连接板一起组成一滚筒轴端安装板,每一套所述滚筒式输送机均由在所述箱体输送跑道内沿箱体输送方向间隔排列开来的数根第一滚筒、位于外框的底部并能够驱动各所述第一滚筒发生同步自转的自转驱动装置和连接设置在所述自转驱动装置与各个所述第一滚筒之间的传动装置组成,各所述第一滚筒之间彼此平行设置,且每根所述第一滚筒均连接设置在其对应的所述滚筒轴端安装板与外框侧板之间;两套推板式输送机分居所述内框的相对两侧设置,每一套所述推板式输送机均由在所述箱体输送跑道内沿箱体输送方向依次间隔排列开来的数根第二滚筒、位于所述第二滚筒的箱体输送方向后方相邻的一所述滚筒式输送机上方的推板、位于外框的底部的与所述推板传动连接并能够驱动所述推板将位于所述滚筒式输送机上方的
箱体推至所述第二滚筒上的平移驱动装置组成,各所述第二滚筒之间彼此平行且与所述第一滚筒相垂直设置,每根所述第二滚筒均连接设置在其对应的内框侧板与外框侧板之间;在进行循环储料时至少一个所述箱体放置工位处于空置状态。放置于所述箱体放置工位上的箱体依次经沿所述箱体跑道的周向交替连续设置的两套滚筒式输送机和两套推板式输送机在所述箱体跑道内一圈一圈地循环输送,工人可在满箱的箱体移动至不位于生产设备的出口处的任一箱体放置工位时均可进行收集作业,事后再在该箱体放置工位上补上空箱;例如:工人可以等七个所述箱体均满箱之后,停机一次性完成所有箱体的收集作业。进一步的,所述第二滚筒为无动力滚筒。
7.进一步的,整个所述箱体跑道沿其周向划分为八个箱体放置工位,在进行循环储料时有且仅有一个所述箱体放置工位处于空置状态。
8.优选的,所述机架的底部设有滚轮,方便移动所述箱体循环出料跑道。
附图说明
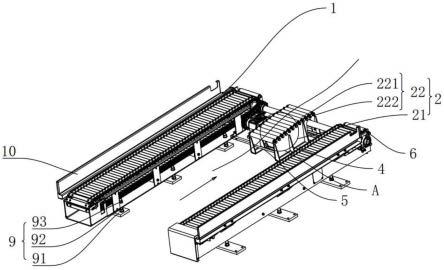
9.图1是本实用新型的箱体循环出料跑道的立体结构示意图;
10.图2是图1中的箱体循环出料跑道在拆除外框的三面侧板时的结构示意图;
11.图3是本实用新型的推板式输送机中的平行驱动装置与推板之间的装配结构示意图;
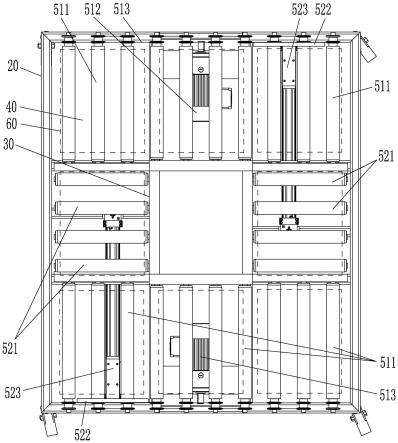
12.图4是本实用新型的箱体循环出料跑道的俯视结构示意图,其中,每一个虚线框指代一个箱体放置工位。
具体实施方式
13.下面结合附图对本实用新型的箱体循环出料跑道的较佳具体实施方式作详细的说明:
14.结合图1和图4,一种箱体循环出料跑道,包括机架10和固定安装在所述机架10上方的一方形外框20,所述外框20的内腔的中心位置处设有一方形内框30,所述外框20与所述内框30之间围合形成一环形的箱体跑道40,所述箱体跑道40呈方形环,所述箱体跑道40的底部沿其周向设置有环形输送线50,整个所述箱体跑道40沿其周向划分为八个箱体放置工位60。
15.工作时,每个箱体放置工位60均可对应放置一个箱体,先在所述箱体跑道40上沿其周向放置多个空箱体(空箱体的数量可以为:二~八个),并将某一箱体放置工位60对准生产设备的出口,通过放置在该所述某一箱体放置工位上的空箱体进行接料,当所述空箱体满箱后,通过所述环形输送线将该满箱的箱体传送离开生产设备的出口,同时,通过所述环形输送线50将相邻的所述空箱体输送至生产设备的出口对应的箱体放置工位60处继续进行接料。
16.本实用新型的所述箱体跑道40沿其周向划分为八个箱体放置工位60,每个箱体放置工位60上均可放置一箱体,并能够通过所述环形输送线50将各个箱体依次输送至生产设备的出口对应的箱体放置工位60处进行收集作业,能够增加储料时长,降低人工收集的频率,提高工作效率,此外,这些箱体能够在一个相对集中的空间内循环回转移动,只需占用生产设备的出口下方的较小且相对集中的一片空地,避免干涉生产车间内其他设备的正常
工作。
17.如图4所示,本实用新型的所述八个箱体放置工位60分别位于所述内框30的前、后、左、右、左前、左后、右前、右后八个方向上。
18.优选的,结合图1~图4,所述环形输送线50包括沿所述箱体跑道40的周向交替连续设置的两套滚筒式输送机51和两套推板式输送机52,两套滚筒式输送机51分居所述内框30的相对两侧设置,所述内框30的面向其中一套所述滚筒式输送机51的一侧侧板31的两端均分别通过一延长连接板(311、312)与所述外框20的内周壁固定连接,所述内框30的面向另一套所述滚筒式输送机51的一侧侧板32的两端均分别通过一延长连接板(321、322)与所述外框20的内周壁固定连接,每一片所述内框侧板(31、32)与其两端的该两所述延长连接板一起组成一滚筒轴端安装板,每一套所述滚筒式输送机51均由在所述箱体输送跑道40内沿箱体输送方向依次间隔排列开来的数根第一滚筒511、位于外框20的底部并能够驱动各所述第一滚筒511发生同步自转的自转驱动装置512(可以是:电机驱动机构)和连接设置在所述自转驱动装置512与各个所述第一滚筒511之间的传动装置513(可以是:皮带传动机构)组成,各所述第一滚筒511之间彼此平行设置,且每根所述第一滚筒511均连接设置在其对应的所述滚筒轴端安装板与外框侧板(21、22)之间;两套推板式输送机52分居所述内框30的相对两侧设置,每一套所述推板式输送机52均由在所述箱体输送跑道40内沿箱体输送方向依次间隔排列开来的数根第二滚筒521、位于所述第二滚筒521的箱体输送方向后方相邻的一所述滚筒式输送机51上方的推板522、位于外框20的底部的与所述推板522传动连接并能够驱动所述推板522平移将位于所述滚筒式输送机51上方的箱体推至所述第二滚筒521上的平移驱动装置523(可以是:气缸驱动机构)组成,各所述第二滚筒521之间彼此平行且与所述第一滚筒511相垂直设置,每根所述第二滚筒521均连接设置在其对应的内框侧板(33、34)与外框侧板(23、24)之间;在进行循环储料时至少一个所述箱体放置工位60处于空置状态。当某一箱体位于其中一套所述滚筒式输送机51的所述第一滚筒511上方时,通过所述第一滚筒511的自转带动其上的所述箱体向前输送依次经过该所述其中一套滚筒式输送机51上的各个所述箱体放置工位60,并在该箱体输送至该其中一套所述滚筒式输送机50的最后一个所述箱体放置工位60(此时,箱体位于该相邻一推板式输送机52的箱体输送方向的后方)时,该所述相邻一推板式输送机52的推板522进行平移将该箱体推至该所述相邻一推板式输送机52的所述第二滚筒521上,在后方的其它箱体的推动作用下,该所述某一箱体继续向前移动并依次经过该所述相邻一推板式输送机52上的各个所述箱体放置工位60直到移动至另一套所述滚筒式输送机51的所述第一滚筒511上方,再依次经所述另一套滚筒式输送机51和另一套所述推板式输送机52向前输送并最后重新到达所述其中一套所述滚筒式输送机51的所述第一滚筒511上进行下一轮循环输送。箱体在本实用新型的附图4中的箱体跑道内沿顺时针向前输送。在循环输送的过程中,工人可在满箱的箱体移动至不位于生产设备的出口处的任一箱体放置工位60时均可进行收集作业,事后再在该箱体放置工位60上补上空箱;例如:工人可以等七个所述箱体均满箱之后,停机一次性完成所有箱体的收集作业。进一步的,所述第二滚筒521为无动力滚筒。
19.当然,本实用新型的环形输送线50并不限于采用上述“沿所述箱体跑道40的周向交替连续设置的两套滚筒式输送机51和两套推板式输送机52”的结构,其也可以采用现有的环形输送线(例如沿所述箱体跑道40的周向呈环形布置的皮带输送机等),但是,采用上
述“沿所述箱体跑道40的周向交替连续设置的两套滚筒式输送机51和两套推板式输送机52”的结构时,整体结构布局会更集中,占地空间更小。
20.由于每一套滚筒式输送机51对应至少三个所述箱体放置工位60,每一套推板式输送机52对应至少一个所述箱体放置工位60(如图4所示),因此,本实用新型的箱体放置工位60的数量最少会有八个,但并不限于八个。例如:当每一套滚筒式输送机51对应四个所述箱体放置工位60、每一套推板式输送机52对应一个所述箱体放置工位60时,所述箱体放置工位60的数量为十个。每一套滚筒式输送机51对应的所述箱体放置工位60的数量由其在左右方向上的长度决定。每一套推板式输送机52对应的所述箱体放置工位60的长度也由其在前后方向上的长度决定。此外,在进行循环储料时处于空置状态的所述箱体放置工位60的数量可根据需要进行自由调整。
21.优选的,如图1、图2所示,所述机架10的底部设有滚轮70,方便移动所述箱体循环出料跑道。当然,本实用新型的机架的底部也可以不设置所述滚轮70。
22.本实用新型的箱体循环出料跑道适用于输送电池集电体(现有的电池集电体收集箱多为方形箱体)收集箱,但不限于电池集电体收集箱,其适用于所有收集用箱体。
23.本实用新型对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。