1.本发明涉及防水卷材制备领域,更具体的说是一种防水卷材制备工艺。
背景技术:
2.防水卷材是指将沥青类或高分子类防水材料浸渍在胎体上,制作成的防水材料产品,以卷材形式提供,称为防水卷材。主要是用于建筑墙体、屋面、以及隧道、公路、垃圾填埋场等处,起到抵御外界雨水、地下水渗漏的一种可卷曲成卷状的柔性建材产品,作为工程基础与建筑物之间无渗漏连接,是整个工程防水的第一道屏障,对整个工程起着至关重要的作用。但是现有技术中的防水卷材中,例如申请号cn202110999070.2的一种防水卷材制备工艺可以对防水卷材进行压花工作,但是并不适合压合花纹的间距可以进行调节。
技术实现要素:
3.本发明的目的是提供一种防水卷材制备工艺,可以对防水卷材进行压合花纹时,压合花纹的间距可以进行调节。
4.本发明的目的通过以下技术方案来实现:一种防水卷材制备工艺,该工艺包括以下步骤:
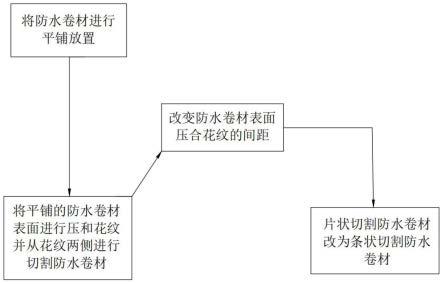
5.步骤一:将防水卷材平铺放置在制备装置上;
6.步骤二:通过制备装置在平铺的防水卷材表面进行压合花纹,并从所述压合花纹的两侧切割防水卷材成片状;
7.步骤三:使用制备装置改变对防水卷材表面进行压合花纹的间距;
8.步骤四:通过制备装置对防水卷材的片状切割改变为条状切割。
9.所述制备装置包括工作台和滑动连接在工作台上侧的移动架,所述移动架的顶部固定连接有顶架,顶架的底部滑动连接有限位架,限位架的中部固定连接有升降架,升降架的上侧固定连接有电动推杆的活动端,电动推杆的固定端固定连接在顶架上侧的中部;
10.所述限位架的底部活动连接有三个均匀排列设置的纹路辊。
11.每个所述纹路辊大小相同。
12.每个所述纹路辊的表面沿圆周方向均匀设有多个不同形状的凸部。
附图说明
13.下面结合附图和具体实施方法对本发明做进一步详细的说明。
14.图1是本发明一种防水卷材制备工艺的工艺流程示意图;
15.图2是本发明工作台结构示意图;
16.图3是本发明抚平辊结构示意图;
17.图4是本发明限位架结构示意图;
18.图5是本发明纹路辊结构示意图;
19.图6是本发明牵动架结构示意图;
20.图7是本发明联动板结构示意图;
21.图8是本发明牵动板结构示意图;
22.图9和图10均是本发明的整体结构示意图。
23.图中:工作台101;移动架102;顶架103;抚平辊104;低位架105;短程架106;升降架201;电动推杆202;限位架203;纹路辊204;倾斜架205;双向推杆301;牵动架302;限位杆303;贴合盘304;联动板401;切割架ⅰ402;牵动板403;切割架ⅱ404。
具体实施方式
24.一种防水卷材制备工艺,该工艺包括以下步骤:
25.步骤一:将防水卷材平铺放置在制备装置上;
26.步骤二:通过制备装置在平铺的防水卷材表面进行压合花纹,并从所述压合花纹的两侧切割防水卷材成片状;
27.步骤三:使用制备装置改变对防水卷材表面进行压合花纹的间距;
28.步骤四:通过制备装置对防水卷材的片状切割改变为条状切割。
29.该部分根据图1-10中所表达的工作过程是:当对防水卷材进行压合花纹时,为便于压合花纹的间距可以进行调节,使用时,将防水卷材平铺至工作台101上侧表面,此时将移动架102滑动连接在工作台101上,使得移动架102可以在工作台101上侧左右横移滑动,便于后续利用移动架102对防水卷材进行压花切割提供移动限位,当对平铺在工作台101上的防水卷材进行压和花纹时,在移动架102的顶部通过焊接固定连接一个顶架103,并使得顶架103的前后两侧分别滑动连接有限位架203的前后两侧,并在限位架203的滑动且转动连接三个纹路辊204,使得三个纹路辊204受热之后通过高温可以对平铺的防水卷材表面进行压花,并通过调节三个之间的间距使得对防水卷材进行压花时压合的花纹间距可以调节,进一步的满足不同的工作要求,提高工作适应性;
30.进行压花时,在限位架203的中部通过螺栓固定连接一个升降架201,升降架201的顶部通过法兰固定连接电动推杆202的活动端,电动推杆202的固定端通过法兰固定连接在顶架103上侧的中部,驱动电动推杆202使得位于电动推杆202活动端上的升降架201带动限位架203底部的多个纹路辊204对防水卷材表面进行压合花纹。
31.该部分根据图1-10中所表达的工作过程是:每个所述纹路辊204大小相同便于提高各个纹路之间的一致性,更加美观。
32.所述移动架102底部的右侧转动连接有抚平辊104,抚平辊104上沿长度方向设有螺纹槽。
33.该部分根据图1-10中所表达的工作过程是:为便于提高平铺至工作台101表面上的防水卷材的平整性,进行压花之前,在移动架102底部的右侧转动连接一个表面带有螺纹槽的抚平辊104,并使得移动架102向一侧移动从而对防水卷材进行压花时,首先由一侧的抚平辊104将防水卷材进一步平铺完整,防止进行压花时防水卷材有褶皱位置,提高压花效率。
34.所述限位架203的中部固定连接有倾斜架205,倾斜架205上固定连接有双向推杆301的固定端,双向推杆301的两个活动端上分别固定连接有一个牵动架302,两个牵动架302的底部滑动连接在限位架203底部的前后两侧,两个牵动架302的外侧分别固定连接有
一个限位杆303。
35.该部分根据图1-10中所表达的工作过程是:当调节前后两侧的两个纹路辊204时,在限位架203的中部通过螺栓固定连接一个倾斜架205,并在倾斜架205的右侧通过螺栓固定连接双向推杆301的固定端,在双向推杆301的两个活动端上分别通过法兰固定连接一个牵动架302,并使得两个牵动架302镜像滑动连接在限位架203底部的前后两侧,且两个牵动架302分别处于前后两侧的两个纹路辊204的上方,便于后续通过两个牵动架302同步的使得前后两侧的两个纹路辊204调节间距。
36.每个所述牵动架302底部的前后两侧分别固定连接有一个贴合盘304,位于前侧牵动架302底部前后两侧的两个贴合盘304分别与位于前侧的所述纹路辊204的前后两侧接触,位于后侧牵动架302底部前后两侧的两个贴合盘304分别与位于后侧的所述纹路辊204的前后两侧接触。
37.该部分根据图1-10中所表达的工作过程是:当通过两个牵动架302同步的对前后两侧的两个纹路辊204进行调节间距位置从而压合间距不同的花纹时,在每个牵动架302的底部两侧分别通过焊接固定连接一个贴合盘304,并使得每个纹路辊204的前后两侧分别与两个牵动架302底部两侧的贴合盘304接触推动,进一步的使得两个纹路辊204可以进行自由进退,间距可控,从而压合间距不同的花纹,结构简单,使用简易。
38.所述移动架102的左侧固定连接有低位架105,低位架105中部前后两侧的上侧分别固定连接有一个短程架106,低位架105的前后两侧分别滑动连接有一个切割架ⅱ404,两个切割架ⅱ404的左侧分别转动连接有一个牵动板403的底部,两个所述切割架ⅱ404的上侧分别滑动连接在两个所述限位杆303的左侧。
39.该部分根据图1-10中所表达的工作过程是:当对压合花纹之后的防水卷材两侧进行切割去除碎边并成片状切割之后使得压合的花纹与防水卷材更加相互迎合时,在移动架102的左侧通过焊接固定连接一个低位架105,低位架105的前后两侧分别滑动连接一个切割架ⅱ404,当低位架105的右侧位置的三个纹路辊204对防水卷材表面进行压合花纹之后,通过低位架105前后两侧上的两个切割架ⅱ404对防水卷材的两侧进行切割,便于对压合花纹之后的防水卷材两侧进行切割去除碎边并成片状切割之后使得压合的花纹与防水卷材更加相互迎合。
40.两个所述短程架106上分别滑动连接有一个切割架ⅰ402,两个切割架ⅰ402左侧的中部分别固定连接在联动板401的前后两侧,两个切割架ⅰ402的左侧分别转动连接在两个牵动板403的上侧。
41.该部分根据图1-10中所表达的工作过程是:当对前后两侧的两个纹路辊204向两侧移动调节压花间距后,根据工作人员的需要对调节压合花纹后的防水卷材成条状切割使得花纹分离切割时,在低位架105中部前后两侧分别通过焊接固定连接一个向上延伸的短程架106,在两个短程架106上分别可升降滑动连接一个切割架ⅰ402,为便于两个切割架ⅰ402升降同步,在两个切割架ⅰ402的左侧中部通过螺栓固定连接一个联动板401的前后两侧,当联动板401带动两个切割架ⅰ402下降与两侧的两个切割架ⅱ404相互配合对防水卷材成条状切割使得花纹分离切割时,在两个切割架ⅱ404的上侧分别滑动连接一个通过焊接固定连接在两个牵动架302外侧的两个限位杆303的左侧,因此,当两个牵动架302向两侧进行移动时,同步的利用两个限位杆303向两侧带动两个切割架ⅱ404同步的向两侧移动,此
时两个与切割架ⅱ404转动连接的牵动板403,利用其上侧与两个切割架ⅰ402左侧转动连接的关系使得联动板401与两个切割架ⅰ402在两个短程架106上向下方移动,此时两侧的两个切割架ⅱ404与中部的两个切割架ⅰ402均处于一个水平线上,便于对防水卷材进行成条状切割使得花纹分离切割,满足工作人员对防水卷材进行条状切割的要求,提高工作多样性。
42.每个所述切割架ⅰ402和每个所述切割架ⅱ404的右侧均设有一个环形刀,用于对防水卷材进行切割。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
