一种可防止rv减速器摆线轮磨端面时变形的夹具
技术领域
1.本实用新型涉及一种夹具,尤其是涉及一种可防止rv减速器摆线轮磨端面时变形的夹具
背景技术:
2.减速器摆线轮是一种薄板状圆形工件,其经过淬火热处理后会有一定的变形。而下一道工序需要用平面磨加工两端面,要求平面度0.002mm,平行度0.003mm,要求很高。
3.一般平面磨采用磁盘吸住,进行正反面加工,摆线轮经过淬火会有不小的变形,此种方式会导致吸住摆线轮时,摆线轮变形,加工完之后消除磁力,摆线轮恢复变形,达不到平面度的要求。
4.为了在第一面磨削时就得到合格的平面,一般有两种方法。
5.1)采用三爪卡盘等通用夹具,先使用外圆夹紧,底部限位的方式,先缓慢下刀,减小对砂轮的z向压力,减小其变形,缓慢的磨出第一面,保证其平面度。之后就可将磨好的第一面吸在磁盘上,加工第二面。由于卡盘一般较大,且无法保证卡盘z向基准一致,因此第一面只能一片一片摆线轮加工,速度很慢。
6.2)使用铜片或者弹性粘垫等具有一定弹性的垫片放在摆线轮下,此种方法会一定程度上减少摆线轮的变形,而且也可以多个摆线轮一起加工。但是其一次合格率比较低。大约有50%的零件平面度大于0.003mm。
技术实现要素:
7.本实用新型的目的就是为了提供一种可防止rv减速器摆线轮磨端面时变形的夹具,通过设置圆柱销和凸轮轴,以及对应的第一定位孔和第二定位孔,可以控制凸轮轴的转动来对待加工的摆线轮进行夹紧,不产生z轴压力,并且由于尽可能保持圆柱销和凸轮轴插入的孔相对设置,减小变形,极大地提高了加工效率。
8.本实用新型的目的可以通过以下技术方案来实现:
9.一种可防止rv减速器摆线轮磨端面时变形的夹具,包括夹具本体、圆柱销和凸轮轴,凸轮轴的第一端为圆柱形,第二端为凸轮形,所述夹具本体上设有第一定位孔和第二定位孔,所述圆柱销的一端插入至所述第一定位孔中,另一端插入至待加工的摆线轮的一个孔中,所述凸轮轴的第一端插入至第二定位孔中,第二端插入中待加工的摆线轮的另一个孔中。
10.所述夹具还包括手柄,所述夹具本体的侧面开设有连通至所述第二定位孔的滑槽,所述滑槽的基面与凸轮轴的轴线垂直设置,所述手柄的一端连接至所述凸轮轴,另一端经由所述滑槽伸出夹具本体。且所述手柄在滑槽的基面内滑动。
11.所述摆线轮上插入圆柱销和凸轮轴的两个孔的圆心相对于摆线轮的中心的夹角为180度。
12.所述夹具本体的底面为平整面。
13.所述圆柱销与第一定位孔和摆线轮的孔均间隙配合。
14.所述凸轮轴与第二定位孔间隙配合。
15.所述间隙配合的间隙为0.01-0.03mm。
16.所述手柄和凸轮轴通过螺纹连接。
17.所述夹具本体为钢制件。
18.所述摆线轮上插入圆柱销和凸轮轴的两个孔位于摆线轮的边缘处。
19.与现有技术相比,本实用新型具有以下有益效果:
20.1、通过设置圆柱销和凸轮轴,以及对应的第一定位孔和第二定位孔,可以控制凸轮轴的转动来对待加工的摆线轮进行夹紧,不产生z轴压力,并且由于尽可能保持圆柱销和凸轮轴插入的孔相对设置,减小变形,极大地提高了加工效率。
21.2、通过滑槽和手柄的设置,可以提高凸轮轴转动控制的效率。
附图说明
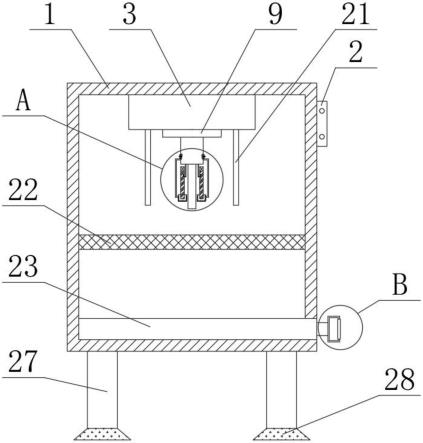
22.图1为本实用新型实施例的结构示意图;
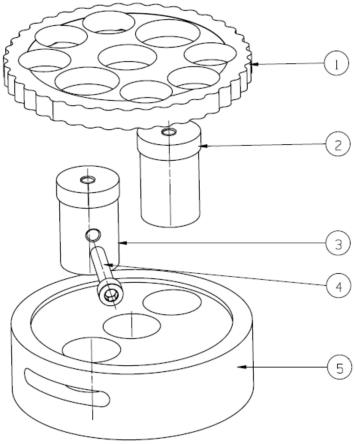
23.图2为本实用新型实施例中装完成状态的结构示意图;
24.其中:1、摆线轮,2、圆柱销,3、凸轮轴,4、手柄,5、夹具本体。
具体实施方式
25.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
26.一种可防止rv减速器摆线轮磨端面时变形的夹具,如图1和图2所示,包括夹具本体5、圆柱销2和凸轮轴3,凸轮轴3的第一端为圆柱形,第二端为凸轮形,夹具本体5上设有第一定位孔和第二定位孔,圆柱销2的一端插入至第一定位孔中,另一端插入至待加工的摆线轮的一个孔中,凸轮轴3的第一端插入至第二定位孔中,第二端插入中待加工的摆线轮的另一个孔中,且摆线轮上插入圆柱销2和凸轮轴3的两个孔的圆心相对于摆线轮的中心的夹角大于150度。
27.通过设置圆柱销和凸轮轴,以及对应的第一定位孔和第二定位孔,可以控制凸轮轴的转动来对待加工的摆线轮进行夹紧,不产生z轴压力,并且由于尽可能保持圆柱销和凸轮轴插入的孔相对设置,减小变形,极大地提高了加工效率。
28.本实施例中,夹具还包括手柄4,夹具本体5的侧面开设有连通至第二定位孔的滑槽,滑槽的基面与凸轮轴3的轴线垂直设置,手柄4的一端连接至凸轮轴3,另一端经由滑槽伸出夹具本体5。且手柄4在滑槽的基面内滑动,通过滑槽和手柄的设置,可以提高凸轮轴转动控制的效率,方便操作。
29.具体的,摆线轮上插入圆柱销2和凸轮轴3的两个孔位于摆线轮的边缘处,如此,受力更加均匀直接,不容易产生变形,此外摆线轮一般具有2轴承孔和3轴承孔两种规格。对于2轴承孔的,采用两个相对180度的轴承孔进行夹紧即可。对于3个轴承孔的摆线轮,3个轴承孔按照120度均匀分布,可使用2个定位销加一个凸轮轴插入3个轴承孔内,最终仍然靠凸轮轴进行夹紧。
30.在具体应用实例中,第一定位孔和第二定位孔的轴线应当是与夹具本体5的基面垂直的,夹具本体5为钢制件,夹具本体5的底面吸附在机床磁盘上,一般情况下应当为一个平整面,但是在具体的实例中,应当与机床的安装面匹配。
31.本实施例中,圆柱销2与第一定位孔和摆线轮的孔均间隙配合,凸轮轴3也与第二定位孔间隙配合,其中,间隙配合的间隙为0.01-0.03mm。
32.本实施例中,手柄4和凸轮轴3通过螺纹连接,易拆装。
33.具体使用时,先将多个夹具本体底面全部磨平,保证平面度0.002mm,然后底面朝下,摆放在平面磨磁台上,上磁吸住。然后统一磨出夹具的上端面,使多个夹具本体具有统一的z向基准。
34.接着装上轴2及凸轮轴3,侧面拧入手柄4。然后装入摆线轮,通过夹具依次夹紧多个摆线轮。
35.开始磨削第一面,每刀下0.002mm,白刚玉砂轮切削线速度30m/s,单侧下刀,尽量减小砂轮对摆线的z向拉力。
36.将第一面磨削至尺寸后,翻面磨削,第二面磨削可稍微增大进刀量。
37.试验证明,摆线轮返工率大大提升,可以有效的保证摆线轮的平面度。
技术特征:
1.一种可防止rv减速器摆线轮磨端面时变形的夹具,其特征在于,包括夹具本体(5)、圆柱销(2)和凸轮轴(3),凸轮轴(3)的第一端为圆柱形,第二端为凸轮形,所述夹具本体(5)上设有第一定位孔和第二定位孔,所述圆柱销(2)的一端插入至所述第一定位孔中,另一端插入至待加工的摆线轮的一个孔中,所述凸轮轴(3)的第一端插入至第二定位孔中,第二端插入中待加工的摆线轮的另一个孔中。2.根据权利要求1所述的一种可防止rv减速器摆线轮磨端面时变形的夹具,其特征在于,所述夹具还包括手柄(4),所述夹具本体(5)的侧面开设有连通至所述第二定位孔的滑槽,所述滑槽的基面与凸轮轴(3)的轴线垂直设置,所述手柄(4)的一端连接至所述凸轮轴(3),另一端经由所述滑槽伸出夹具本体(5),且所述手柄(4)在滑槽的基面内滑动。3.根据权利要求1所述的一种可防止rv减速器摆线轮磨端面时变形的夹具,其特征在于,所述摆线轮上插入圆柱销(2)和凸轮轴(3)的两个孔的圆心相对于摆线轮的中心的夹角为180度。4.根据权利要求1所述的一种可防止rv减速器摆线轮磨端面时变形的夹具,其特征在于,所述夹具本体(5)的底面为平整面。5.根据权利要求1所述的一种可防止rv减速器摆线轮磨端面时变形的夹具,其特征在于,所述圆柱销(2)与第一定位孔和摆线轮的孔均间隙配合。6.根据权利要求1所述的一种可防止rv减速器摆线轮磨端面时变形的夹具,其特征在于,所述凸轮轴(3)与第二定位孔间隙配合。7.根据权利要求5或6所述的一种可防止rv减速器摆线轮磨端面时变形的夹具,其特征在于,所述间隙配合的间隙为0.01-0.03mm。8.根据权利要求2所述的一种可防止rv减速器摆线轮磨端面时变形的夹具,其特征在于,所述手柄(4)和凸轮轴(3)通过螺纹连接。9.根据权利要求1所述的一种可防止rv减速器摆线轮磨端面时变形的夹具,其特征在于,所述夹具本体(5)为钢制件。10.根据权利要求1所述的一种可防止rv减速器摆线轮磨端面时变形的夹具,其特征在于,所述摆线轮上插入圆柱销(2)和凸轮轴(3)的两个孔位于摆线轮的边缘处。
技术总结
本实用新型涉及一种可防止RV减速器摆线轮磨端面时变形的夹具,包括夹具本体、圆柱销和凸轮轴,凸轮轴的第一端为圆柱形,第二端为凸轮形,夹具本体上设有第一定位孔和第二定位孔,圆柱销的一端插入至第一定位孔中,另一端插入至待加工的摆线轮的一个孔中,凸轮轴的第一端插入至第二定位孔中,第二端插入中待加工的摆线轮的另一个孔中。与现有技术相比,本实用新型通过控制凸轮轴的转动来对待加工的摆线轮进行夹紧,不产生Z轴压力,并且由于尽可能保持圆柱销和凸轮轴插入的孔相对设置,减小变形,极大地提高了加工效率。极大地提高了加工效率。极大地提高了加工效率。
技术研发人员:赵栋
受保护的技术使用者:上海羿弓精密科技有限公司
技术研发日:2022.08.31
技术公布日:2022/12/27
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。