1.本技术属于称重结构设计技术领域,具体涉及一种制绒上料导片机。
背景技术:
2.硅片是电池片最重要的制备基础,所有的工艺和设备都是围绕硅片展开的,硅片的好坏直接决定电池片的品质。目前硅片都在往大尺寸薄片化的方向发展,硅料切片工艺也相对成熟,更容易切出薄片。若硅片太薄,质量太小,在工艺的过程中很容易形成碎片,影响产线的正常管控,造成返工和不良片。
3.在相关技术中,制绒上料导片机包括皮带输送机、称重装置、升降装置和吸盘,称重装置和升降装置相连,升降装置可抬升或者下降称重装置,当皮带输送机运输硅片至称重装置的上方时,升降装置抬升称重装置,此时称重装置可将硅片顶起,使硅片从传送带上脱离,实现对硅片的称重,在硅片的质量不符合要求的情况下,吸盘将该硅片剔除。由此可见,相关技术中的称重装置会一直做上下升降运动,如此可能会造成称重装置的测量结果不准确、称重装置容易损坏的问题。
技术实现要素:
4.本技术实施例的目的是提供一种制绒上料导片机,能够解决制绒上料导片机的称重装置的测量结果不准确、称重装置容易损坏的问题。
5.为了解决上述技术问题,本技术是这样实现的:
6.本技术实施例提供了一种制绒上料导片机,包括输送装置、升降装置、称重装置和剔除装置,
7.升降装置与输送装置相连接,升降装置用于抬升或下降输送装置,称重装置用于称量输送装置输送的硅片的质量,称重装置位于输送装置的输送面的下方,剔除装置用于剔除称重后质量超出合格范围的硅片。
8.本技术实施例中,升降装置与输送装置相连,输送装置输送硅片至称重装置的上方时,升降装置下降,从而带动输送装置下降,此时硅片降落至称重装置上,硅片与输送装置脱离,若硅片的质量不符合要求,剔除装置可剔除该硅片。由此可见,本技术的升降装置是驱动输送装置上下升降,而不是驱动称重装置上下升降,如此可解决称重装置的测量结果不准确、称重装置容易损坏的问题。
附图说明
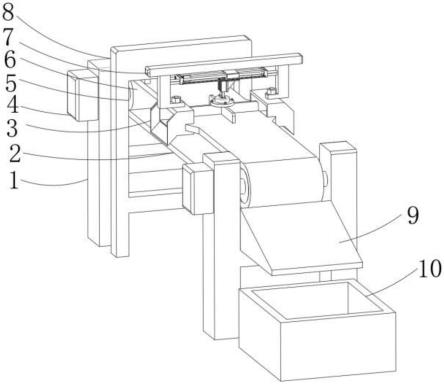
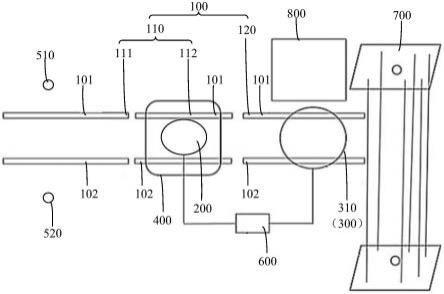
9.图1为本技术实施例公开的制绒上料导片机的结构示意图。
10.100-输送装置、101-第一输送装置、102-第二输送装置、110-第一传送装置、111-第一传送机、112-第二传送机、120-第二传送装置、200-称重装置、300-剔除装置、310-吸盘、400-硅片、510-第一限位件、520-第二限位件、600-控制系统、700-花篮、800-废料箱。
具体实施方式
11.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
12.本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施,且“第一”、“第二”等所区分的对象通常为一类,并不限定对象的个数,例如第一对象可以是一个,也可以是多个。此外,说明书以及权利要求中“和/或”表示所连接对象的至少其中之一,字符“/”,一般表示前后关联对象是一种“或”的关系。
13.下面结合附图,通过具体的实施例及其应用场景对本技术实施例提供的制绒上料导片机进行详细地说明。
14.如图1所示,本技术实施例公开一种制绒上料导片机,包括输送装置100、升降装置、称重装置200和剔除装置300。可选地,输送装置100可选用皮带输送机、链板输送机等输送装置100,升降装置可选用液压缸、气缸、电缸等,称重装置200可选用称重传感器。
15.升降装置与输送装置100相连接,升降装置用于抬升或下降输送装置100,称重装置200用于称量输送装置100输送的硅片400的质量,称重装置200位于输送装置100的输送面的下方,称重装置200可固定在输送装置100上,也可通过独立的支架固定至输送装置100的输送面的下方,剔除装置300用于剔除称重后质量超出合格范围的硅片400。可选地,剔除装置300的至少部分位于输送装置100的上方,且剔除装置300的至少部分与硅片400相对,剔除装置300在输送装置100的输送方向上的位置可根据实际情况进行调整。
16.本技术实施例中,升降装置与输送装置100相连,输送装置100输送硅片400至称重装置200的上方时,升降装置下降,从而带动输送装置100下降,此时硅片400降落至称重装置200上,硅片400与输送装置100脱离,若硅片400的质量不符合要求,剔除装置300可剔除该硅片400。由此可见,本技术的升降装置是驱动输送装置100上下升降,而不是驱动称重装置200上下升降,如此可解决称重装置200的测量结果不准确、称重装置200容易损坏的问题。
17.此外,相关技术的制绒上料导片机需抬起称重装置200,将硅片400顶起才能对硅片400进行称重,而称重装置200在运动时会导致测量结果不准确,为减小称重误差,相关技术的称重装置200在顶起硅片400后,需静止一段时间,等称重装置200和硅片400稳定后再进行读数,如此使得硅片400从开始称重到称重完成所需的时间较长。而本技术实施例的称重装置200为固定的,输送装置100下降将硅片400降落至称重装置200后,无需等称重装置200稳定,而只需硅片400稳定即可进行读数,因此相较于相关技术,本技术实施例的静止的时间较短,硅片400从开始称重到称重完成所需的时间较短,因此相对于相关技术而言,本技术实施例的制绒上料导片机的生产效率较高。
18.当采用一体式的输送装置100时,输送装置100的运输速度需要设置得比较小,以保证硅片可以稳定地停在与称重装置200对应的位置处,这会降低制绒上料导片机的生产效率。另外,若采用一体式的输送装置100,需升降装置输出的较大的升降力,这会使得升降
装置占用较大的安装空间。因此,另一种可选的实施例中,输送装置100包括沿其输送方向依次设置的第一传送装置110和第二传送装置120,第一传送装置110和第二传送装置120可选择皮带输送机、链板输送机等,第一传送装置110与第二传送装置120间隔设置,称重装置200位于第一传送装置110的输送面的下方,输送面为第一传送装置110与硅片400接触的面,升降装置与第一传送装置110相连。
19.由于本技术实施例的称重装置200设于第一传送装置110的输送面的下方,硅片400需停在第一传送装置110与称重装置200对应的位置处,硅片400才可降落至称重装置200上,因此可以使第一传送装置110的速度较慢。本技术实施例的输送装置100包括两个独立的第一传送装置110和第二传送装置120,也就是说,第一传送装置110的速度与第二传送装置120的输送速度可独立进行控制,在使用时,可使第二传送装置120的输送速度大于第一传送装置110的输送速度,硅片400在第一传送装置110上的速度较慢,硅片400在第二传送装置120上的速度较快,如此既可满足第一传送装置110速度较慢的要求,又可不降低制绒上料导片机的生产效率。同时,本技术的升降装置仅用于升降独立的第一传送装置110,第一传送装置110相对于一体式的输送装置100的质量较小,因此需升降装置提供的升降力较小,如此升降装置占用的安装空间较小。进一步地,第一传送装置110可被配置为仅承载一片硅片400,也就是说,第一传送装置110的传输长度略大于硅片400沿第一传送装置110的传输方向上的长度,如此可使得第一传送装置110的质量较小,进而可进一步地减小升降装置所提供的升降力,减小升降装置占用的安装空间。
20.另外,称重装置200设于第二传送装置120的输送面的下方也可不降低制绒上料导片机的生产效率,但如此设置第二传送装置120需要在竖直方向上做升降运动。而第二传送装置120的一端需要伸进花篮700中,从而让硅片400插入花篮700,为了让硅片400准确、平稳地插入花篮700,第二传送装置120最好不在竖直方向上做升降运动。因此本技术采用称重装置200位于第一传送装置110的输送面的下方的技术方案,从而不影响第二传送装置120将硅片插入花篮700中。
21.一种可选的实施例中,第一传送装置110包括第一传送机111和第二传送机112,第一传送机111和第二传送机112可选择皮带输送机、链板输送机等,第一传送机111、第二传送机112和第二传送装置120沿输送方向依次间隔设置,称重装置200位于第二传送机112的输送面的下方,升降装置与第二传送机112相连。本技术实施例的第一传送机111、第二传送机112和第二传送装置120的输送速度均可独立进行控制,在使用时,可使第二传送装置120的输送速度和第一传送机111的传输速度均大于第二传送机112的输送速度,如此可提升制绒上料导片机的生产效率。另外,采用本技术实施例的结构,第二传送机112可被配置为仅承载一片硅片400,也就是说,第二传送机112的传输长度略大于硅片400沿第二传送机112的传输方向上的长度,如此可使得第二传送机112的质量较小,进而可进一步的减小升降装置所提供的升降力、减小升降装置占用的安装空间。
22.另外,称重装置200位于第一传送机111的输送面的下方也可提升制绒上料导片机的生产效率,但如此设置第一传送机111需要在竖直方向上做升降运动。制绒上料导片机还包括上料机械手和上料吸盘,上料机械手将吸附有硅片400的上料吸盘移动至第一传送机111的上方后,上料吸盘放开硅片400,使硅片400落在第一传送机111的输送面上。在第一传送机111升降的情况下,上料吸盘与第一传送机111的输送面之间距离会变化,当上料吸盘
与第一传送机111的输送面之间的距离较大时,硅片400与第一传送机111的输送面之间的距离也较大,此时硅片400落在第一传送机111的输送面上的位置可能会与预设位置不同,也就是说,硅片400可能会发生歪斜,进而对后续硅片400的输送以及插入至花篮700的过程产生不利的影响。因此,本技术采用称重装置200位于第二传送机112的输送面的下方的方案,从而便于硅片400的输送以及插入至花篮700中。
23.本技术第一传送机111的输送面的高度可大于第二传送机112的输送面的高度,第二传送机112的输送面的高度可大于第二传送装置120的输送面的高度,如此也可实现硅片400由第一传送机111、第二传送机112和第二传送装置120运输至第二传送装置120末端附近的花篮700的目的,但是如此设置硅片400在运输过程中可能会倾翻、歪斜,导致无法将硅片400插入至花篮700中。一种可选的实施例中,第一传送机111的输送面、第二传送机112的输送面和第二传送装置120的输送面共面设置,因此采用本实施例的结构可使硅片400平稳地从第一传送机111运输至第二传送机112,从第二传送机112平稳地运输至第二传送装置120,可使得硅片400在运输过程中不容易倾翻、歪斜。
24.一种可选的实施例中,第二传送装置120包括第一驱动装置、转动轮、第三环形输送件和第二驱动装置,第三环形输送件远离第二传送机112的第一端围绕转动轮设置,第一驱动装置与转动轮相连,第一驱动装置用于驱动转动轮沿输送方向做直线伸缩运动,以带动第三环形输送件的第一端沿输送方向做直线伸缩运动,该转动轮可为主动轮或从动轮,第二驱动装置与转动轮传动连接,从而驱动第三环形输送件运动,以输送硅片。本技术实施例的第三环形输送件的第一端可伸长或缩短,在将硅片400插入花篮700的过程中,第三环形输送件的第一端伸入花篮700中,便于完成插花篮700的动作。当花篮700插满后,第三环形输送件的第一端缩短,从花篮700中退出,便于后续工序运输花篮700。若第三环形件无法伸长或缩短,在花篮700插满后,需要移动花篮700,使第三环形输送件从花篮700中退出,如此操作较为繁琐。
25.具体地,第三环形输送件可为柔性带或刚性带,柔性带具有弹性,柔性带可为皮带等可变形的输送带,刚性带可为金属板输送带。当第三环形输送件为柔性带时,第一驱动装置可为液压缸、气缸、电缸等,以第一驱动装置为液压缸为例,当第一驱动装置的活塞杆伸出时,转动轮向输送方向伸出,此时第三环形输送件伸长,第三环形输送件的第一端向输送方向伸出,当第一驱动装置的活塞杆缩回时,转动轮向与输送方向相反的方向缩回,此时第三环形输送件在自身弹性的作用下缩短,第三环形输送件的第一端向与输送方向相反的方向缩回。
26.当第三环形输送件为刚性带时,第一驱动装置包括第一伸缩机构、第二伸缩机构和张紧轮,第一伸缩机构与转动轮相连,第三环形输送件的内表面与张紧轮接触,第二伸缩机构与张紧轮相连,张紧轮具有第一位置和第二位置,第二伸缩机构可带动张紧轮在第一位置和第二位置之间移动,在第一位置时,张紧轮位于转动轮的下方,张紧轮位于第二位置时的高度高于张紧轮位于第一位置时的高度,需要说明的是,张紧轮的高度是张紧轮的轴线距离地平面的高度,第一伸缩机构和第二伸缩机构可为液压缸、气缸、电缸等。具体的操作过程为,第二伸缩机构在带动张紧轮从第一位置移动至第二位置的过程中,第三环形输送件失去张力,与此同时第一伸缩机构同时驱动转动轮向输送方向伸出,此时第三环形输送件的第一端向输送方向伸出,第三环形输送件又获得张力,从而实现第三环形输送件伸
长的目的。第二伸缩机构可驱动转动轮向与输送方向相反的方向缩回,此时第三环形输送件失去张力,与此同时第二伸缩机构带动张紧轮由第二位置向第一位置移动,第三环形输送件又获得张力,从而实现第三环形输送件缩短的目的。
27.输送装置100可为一体式的输送装置100,此时输送装置100的输送面沿第一方向的宽度小于硅片400沿第一方向的宽度,称重装置200需要顶在硅片400超出输送面的两端,若硅片400在输送过程中跑偏,称重装置200则无法顺利顶起硅片400,也无法实现对硅片400的称重。一种可选的实施例中,输送装置100包括沿第一方向间隔设置的第一输送装置101和第二输送装置102,第一输送装置101和第二输送装置102可选择皮带输送机、链板输送机等,升降装置与第一输送装置101和第二输送装置102相连,称重装置200位于第一输送装置101与第二输送装置102之间,第一方向与输送装置100的输送方向垂直,且第一方向沿水平面延伸。采用本技术实施例的结构,即便是硅片400有所跑偏,只要硅片400还承载于第一输送装置101和第二输送装置102上,称重装置200就能顶起硅片400,对硅片400进行称重。另外,若采用一体式的输送装置100,由于需要输送装置100的输送面对硅片400进行稳定的支撑,则需要一体式的输送装置100的输送面沿第一方向的宽度较大,如此设置成本较高。本技术实施例的输送装置100包括第一输送装置101和第二输送装置102,第一输送装置101和第二输送装置102可分别支撑硅片400沿第一方向上的两端,因此即便是第一输送装置101的宽度和第二输送装置102的宽度较小也可稳定地对硅片400进行支撑,因此采用本技术实施例的结构可减小第一输送装置101和第二输送装置102的宽度,节省成本。本实施例可与输送装置100包括第一传送机111、第二传送机112和第二传送装置120的实施例组合,此时第一传送机111、第二传送机112和第二传送装置120均可包括沿第一方向间隔设置的第一输送装置101和第二输送装置102。
28.可选地,升降装置的数量可为一个,此时升降装置可同时驱动第一输送装置101和第二输送装置102升降,升降装置也可为两个,第一输送装置101与其中一个升降装置相连,第二输送装置102与另一个升降装置相连,两个升降装置分别驱动第一输送装置101和第二输送装置102升降。
29.在第一传送装置110的输送速度和第二传送装置120的输送速度不相等时,或者第一传送装置110对硅片400产生的摩擦力与第二传送装置120对硅片400产生的摩擦力不相等时,硅片400易产生跑偏,甚至存在从第一传送装置110和第二传送装置120上脱离的风险,硅片400跑偏会造成将硅片400插入至花篮700中较为困难,甚至可能会造成硅片400无法插入至花篮700中。一种可选的实施例中,输送装置100沿其输送方向设置有至少一组限位结构,每组限位结构包括沿第一方向间隔设置的第一限位件510和第二限位件520,第一输送装置101包括第一环形输送件,第二输送装置102包括第二环形输送件,第一环形输送件位于第一限位件510与第二环形输送件之间,第二环形输送件位于第二限位件520与第一环形输送件之间,第一限位件510与第一环形输送件之间设有间隙,第二限位件520与第二环形输送件之间设有间隙。本技术实施例中设有第一限位件510和第二限位件520,在硅片400跑偏的情况下,第一限位件510和第二限位件520可对硅片400进行限位,一方面可防止硅片400继续跑偏,另一方面可对跑偏后的硅片400进行校正,因此采用本技术实施例的结构可避免硅片400插入花篮700较为困难或硅片400无法插入花篮700中的问题。
30.本技术不对第一限位件510和第二限位件520的形状做限制,第一限位件510和第
二限位件520可为方柱形或者其他形状的结构。在一种可选的实施例中,第一限位件510和第二限位件520均为限位辊,限位辊可转动地设于输送装置100,且限位辊的轴线沿竖直方向延伸。限位辊为圆柱形结构时,硅片400与限位辊接触为线接触,如此可减小硅片400与限位辊之间的摩擦力,且限位辊可转动地设于输送装置100上,如此可将硅片400与限位辊接触的静摩擦转为滚动摩擦,进一步降低硅片400与限位辊之间的摩擦力。
31.可选地,剔除装置300可包括吸盘310和固定支架,当吸盘310将不合格的硅片400吸起来后,可人为地将不合格的硅片400移动至废料箱800,但如此将会浪费人力,且效率低。一种可选的实施例中,剔除装置300包括吸盘310和机械手,吸盘310与机械手相连,吸盘310用于剔除称重后质量超出合格范围的硅片400。机械手被配置为可带动吸盘310在第三位置和第四位置之间运动,吸盘310在第三位置时,吸盘310可吸起质量超出合格范围的硅片400,吸盘310在第四位置时,可将硅片400放置于废料箱800中。本实施例采用机械手将不合格的硅片400移动至废料箱800,不仅可节约人力,还可增加效率。
32.可选地,可通过人为观察硅片400在输送装置100上的位置,从而控制升降装置升降,人为读取称重装置200上的读数后,控制剔除装置300的开、关,人为判断不仅可能会判断失误,效率还较低。在一种可选的实施例中,制绒上料导片机还包括控制系统600和位置检测装置,控制系统600分别与升降装置、剔除装置300和位置检测装置电连接。本技术实施例的位置检测装置检测到硅片400后,会传输信号至控制系统600,控制系统600控制升降装置下降,使硅片400降落至称重装置200上,称重装置200称重完成后会传输信号至控制系统600,控制系统600控制升降装置上升,使硅片400位于输送装置100的输送面上,若硅片400的质量不合格,控制系统600会控制剔除装置300剔除该不合格的硅片400。在剔除装置300的至少部分位于称重装置200上方时,位置检测装置设置一个即可;当剔除装置300的至少部分位于称重装置200沿输送方向的后方时,位置检测装置需设置两个,控制系统600均与该两个位置检测装置电连接,第一个位置检测装置传输的信号至控制系统600后,用于控制升降装置的升降,第二个位置检测装置传输的信号至控制系统600后,用于控制剔除装置300的开、关。具体操作过程如下,当第一个位置检测装置检测到硅片400后,会传输信号至控制系统600,控制系统600控制升降装置下降,使硅片400降落至称重装置200上,称重装置200称重完成后会传输信号至控制系统600,控制系统600控制升降装置上升,使硅片400位于输送装置100的输送面上,若硅片400的质量不合格,当第二个位置检测装置检测到硅片400后,会传输信号给控制系统600,控制系统600会控制剔除装置300剔除该不合格的硅片400。可选地,位置检测装置可选择光电传感器、接近开关等。
33.位置检测装置设置两个的实施例可与输送装置100包括第一传送机111、第二传送机112和第二传送装置120的实施例组合,此时剔除装置300的至少部分位于第二传送装置120的上方,当质量不合格的硅片400输送至第二传送机112的与剔除装置相应的位置时,剔除装置300可剔除该硅片400。本实施例的剔除装置300在剔除质量不合格的硅片400时,不会影响第一传送机111和第二传送机112动作,如此可提升制绒上料导片机的生产效率。当剔除装置300位于第二传送机112的上方时,虽也能剔除质量不合格的硅片400,但剔除装置300在剔除硅片400时,需要第一传送机111和第二传送机112暂停动作,等剔除完成后第一传送机111和第二传送机112才可恢复动作,因此会降低制绒上料导片机的生产效率。故,剔除装置300的至少部分位于第二传送装置120的上方时,可以提升制绒上料导片机的生产效
率。
34.本发明上文实施例中重点描述的是各个实施例之间的不同,各个实施例之间不同的优化特征只要不矛盾,均可以组合形成更优的实施例,考虑到行文简洁,在此则不再赘述。
35.以上所述仅为本发明的实施例而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的权利要求范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。