1.本实用新型涉及切丝机领域,尤其是一种新型上下式烟叶切丝机。
背景技术:
2.现在香烟的种类繁多,抽香烟操作也非常简单,但是由于香烟抽烟方式对人体产生危害不小,不少人选择使用烟斗抽烟,这就对烟丝质量提出更高要求,需要进一步改良切丝为基础的工艺。
3.传统的切丝机放料口通常是敞开的,方便工作人员进行放料,但这样做的缺点也很明显,当烟叶物料放置于物料口内的传送带上时,烟叶物料的放置是过于蓬松的,蓬松的烟叶是无法进行下一步的切丝工序的,虽然烟叶伴随着传送带传动运输的过程中,机床本身压料板会对传送带传送中的烟叶物料进行简单压制后,再进行下一道切丝工序,但这样的切丝质量无论在切丝工序的出丝形状及宽度上均良莠不齐,显然达不到新的工艺要求,这是第一。
4.另一方面,传统切丝机在工作中,可以借助分频器设置对切丝机电机功率的降低借助不同传统机构行程的不同,进而改变切丝机本身切丝工作快慢,从而改变切丝宽度。但这样做明显有一个缺点,切丝的宽度大小明显与切丝工序的快慢成正比,当我们需要切较宽的烟丝时需要将切丝机电机功率同步降下来,这极大影响烟厂生产的工作效率,明显不符合降低生产成本的经营要求;还有传统上通过更换切刀架位置来实现对切丝宽度的控制,但这种方法看似简单但更换切刀架步骤较为繁琐,切丝质量也无法保证,实则效率更为低下,这是其二。
5.基于以上两点我们亟需一种新型切丝机,以满种更高质量要求的烟丝制作生产。
技术实现要素:
6.本实用新型为了解决上述技术问题,提供一种新型上下式烟草切丝机,其结构设计合理,使用方便,在解决了烟叶物料压制工序物料压制不严实问题的同时,有效解决了最大限度在保证切丝效率下前提下烟叶物料进行可调宽度设置的切丝作业。
7.本实用新型所采用的技术方案:一种新型上下式烟叶切丝机,切丝机本体包括电源开关、安全开关,驱动电机、结构框架、护罩、进料口,上传送带、下传送带,过度轮、皮带、分频器、切刀结构、压料块结构、出料口板;结构框架包括底座,底座为方形,底座下方四角安装有支脚,底座中间沿前后方向安装有两个竖板,分别为左竖板和右竖板;电源开关设置右侧竖板外侧的后上方,安全开关设置右竖板外侧上方;驱动电机位于传送带下方两竖板后端开设的贯穿的方形通孔内;分频器设置在底脚左边,两竖板左右两边安装护罩;其中,压料块结构位于上传送带前端上方;进料口设置在上传送带后方并位于下传送带上方,进料口为一个左右两端固定连接在左、右竖板内侧侧面上的方形套筒;上传送带和下传送带沿上下方向按顺序安装在两竖板之间,上传送带长度小于下传送带,上传送带位于下传送带中间上方,下传送带为水平设置,上传送带后端向上提起一定高度并与下传送带保持有
一定角度,上传送带前后两端都与下传送带两端保持有距离,上传送带前端与下传送带之间保有一定间隙距离;上传送带套合在主动力轴一和从动力轴一上,下传送带套合在主动力轴二和从动力轴二上,主动力轴一左端穿过左侧竖板并连结有齿轮一,齿轮一与安装在左侧竖板外侧的安装轴本身中部的齿轮二啮合,安装轴顶端安装有链轮一,主动力轴二左端穿过左侧竖板并连结有链轮二,链轮一和链轮二之间套装有链条,主动力轴二右端穿过右侧竖板与曲轴结构相连;切刀结构沿左右方向设置在上传送带前端面前方的两竖板上方,并位于下传送带前端上方,切刀结构下方也与曲轴结构相连;曲轴结构的连杆通过偏心轮调切装置与过度轮主轴端面相连,过度轮周向设置有皮带,皮带套装在过度轮和驱动电机动力端上;出料口是一个左右两边带有折边的斜板,设置在下传送带前端下方,斜板两端固定在左、右竖板内侧板壁上。
8.所述压料块结构包括压料块,压料块上方设置有拉手,压料块后侧左右两边靠近两端端面处各安装有拉杆,压料块后侧安装的两个拉杆之间间距大于底座上两竖板间距;两个拉杆的另一端通过轴承结构连结在从动力轴一两端穿过两竖板的端头上;上刀门是一个上窄下宽且一侧竖直的金属板,压料块前端通过螺栓结构连接上刀门上端。
9.所述切刀结构包括切刀、刀片连杆一、刀片连杆二、左固定块、右固定块、左刀柱、右刀柱;左固定块和右固定块对称安装在左竖板和右竖板外侧,在左固定块、右固定块两者上端中部沿切丝机本身上下方向上贯穿安装有左刀柱和右刀柱;在左刀柱、右刀柱两者本身超出竖板上端面的两个顶端之间设有刀片连杆二,刀片连杆二沿前后两侧设有多个螺栓孔,切刀位于刀片连杆二后侧并通螺栓结构与刀片连杆二固定;左刀柱下方与刀片连杆一固定连接。
10.所述曲轴结构包括偏心调宽装置,偏心调宽装置外形为一个长方体,偏心调宽装置安装在过度轮主轴端面中间,偏心调宽装置本身长方体长度略大于过度轮主轴直径;偏心调宽装置长方体一端设有螺栓孔上,螺栓孔上安装有螺栓二,螺栓二远离本体螺帽一端设有轴承结构;偏心调宽装置的长方体中部设置有一个贯穿的条形槽,条形槽两端位置与偏心调宽装置长方体一端螺栓孔位置在一条线上,槽内安装有一根连结轴,螺栓二栓体上的轴承结构套装在连结轴上;连结轴穿出偏心调宽装置本身长方体外侧一端上套装有金属环扣和螺帽,金属环扣位于偏心调宽装置外侧面与螺帽之间且金属环扣上焊接有连接杆,连接杆另一端焊接在单向驱动连杆一端端面上;过度轮主轴为内部空心的薄壁结构,连结轴穿过偏心调宽装置、过度轮主轴及右竖板与刀片驱动偏心轴相连,刀片驱动偏心轴上通过轴承结构与刀片连杆一相连接,刀片连杆一的另一端与切刀结构左刀柱相连;单向驱动装置由滚子楔紧式棘轮机构、外罩和夹板组成,外罩安装滚子楔紧式棘轮机构和夹板外侧;在单向驱动连杆远离连接杆的另一端端面外形为半圆形曲面形状,在单向驱动连杆一端半圆形曲面形状外形的圆心沿切丝机左右方向开有一个贯穿圆孔,单向驱动连杆一端的贯穿圆孔套装在单向驱动装置夹板上的圆轴上;单向驱动装置夹板上的圆轴上端穿出外罩,圆轴上端中间开设有螺栓孔,螺栓孔内套装有螺栓一,螺栓一穿过单向驱动装置的圆轴与切刀结构右刀柱侧边连接;单向驱动装置本身滚子楔紧式棘轮机构的中间设有一个贯穿开孔,主动力轴二右端穿过右侧竖板、夹板上的贯穿通孔插入到滚子楔紧式棘轮机构贯穿开孔中。
11.所述夹板外形是由一个圆形和三角形相互连结组成的拼合体,其中夹板圆形形状
部分的圆心部位开设有贯穿通孔,夹板上远离圆形形状部分的三角形顶点设有圆角,圆角本身对应圆心处焊接有朝向外侧的圆轴;夹板紧贴滚子楔紧式棘轮机构本身朝向右竖板一端。
12.所述滚子楔紧式棘轮机构包括外壳、内芯、制动柱;外壳是一个截面为方形的环形实体,环形实体端面上沿圆心阵列分布多个螺丝孔,螺丝孔内设置有螺丝,螺丝穿过环形实体与夹板固定连接;内芯是一个厚度与外壳本身环形实体相同的圆盘实体,滚子楔紧式棘轮机构本身圆盘实体的圆心中部设有贯穿开孔,且该贯穿开孔位置和大小均和夹板上的贯穿通孔对应,主动轴二插入到夹板贯穿通孔和圆盘实体贯穿开孔当中;圆盘实体的圆周边缘以圆盘圆心为中心阵列分布多个开环的直角三角形缺口;外壳本身的环形实体套装在内芯外侧,内芯本身圆盘实体边缘上的开环直角三角形缺口长边为外壳本身的环形实体内表面,而开环直角三角形缺口的两直角边为内芯本身圆盘实体外表面;内芯本身圆盘实体边缘上多个开环直角三角形缺口内均安装有制动柱。
13.所述从动力轴一和从动力轴二两个传送带被动辊内安装有单向轴承;上传送带主动轴一和从动轴一之间设置有上带配重块,上带配重块通过轴承结构固定安装在主动轴一和从动轴一之间;下传送带从动力轴二和主动力轴二之间设有下带垫板且下带垫板套装于传送带之内,下带垫板沿左右方向安装在两竖板之间,下带垫板上端紧贴传送带内侧。
14.所述切丝机设置有两个过度轮分别为过度轮一、过度轮二,过度轮一轮体周向设置有皮带槽,皮带套装在过度轮一和驱动电机动力端上;过度轮二轮体周向设置有皮带槽,皮带套装在过度轮二和过度轮一主轴上设置的皮带槽上。
15.工作中,打开切丝机电源,可先将烟叶物料放入进料口当中,烟叶物料穿过进料口进入切丝机的上传送带和下传送带之间,烟叶物料在上、下传送带的传动力作用下在上传送带和下传送带之间行进,并在此过程中完成烟叶物料的压制,并在穿过上传送带和下传送带行进空间后经过切丝机压料块前端上刀门后,烟叶物料直接被切刀切成烟丝,从而完成烟叶切丝作业;当需要调整切丝机切丝宽度时,关闭切丝机电源,只需将偏心调宽装置一端螺栓二拧出,切丝宽度就可增加;反之,将偏心调宽装置一端螺栓二拧紧,切丝机切丝宽度即可减小;调整好后,重新打开电源启动切丝机作业。
16.所述进料口设置在上传送带后方并位于下传送带上方,进料口为一个左右两端安装在左、右竖板内侧侧面上的方形套筒,上传送带和下传送带沿上下方向按顺序安装在两竖板之间,上传送带长度小于下传送带,上传送带位于下传送带中间上方,下传送带为水平设置,上传送带后端向上提起一定高度并与下传送带保持有一定角度,上传送带前后两端都与下传送带两端保持有距离,上传送带前端与下传送带之间保有一定间隙距离;这样设置的目的是为了让烟叶物料能够顺利的从进料口进入到上传送带与下传送带之间,由于下传送带为水平设置且上传送带后端向上提起一定高度从而使下传送带与下传送带保持有一个角度,且上传送带前端与下传送带表面保持固定间隙,这样的角度设计有利于烟叶物料在上传送带和下传送带传动运输过程中更好进行压实,进而方便切刀工序进行切丝。
17.所述压料块结构包括压料块,压料块上方设置有拉手,压料块后侧左右两边靠近两端端面处各安装有拉杆,压料块后侧安装的两个拉杆之间间距大于底座上两竖板间距;两个拉杆的另一端通过轴承结构连结在从动力轴一两端穿过两竖板的端头上;上刀门是一个上窄下宽且一侧竖直的金属板,压料块前端通过螺栓结构连接上刀门上端;这样设置的
目的是一方面增加上传送带的重量,起到压实物料的作用;另一方面作为结构部件,作为轴承结构、拉杆、拉手、上刀门的安装载体固定安装在切丝机上,其中上刀门上端通过螺栓结构固定安装在螺栓结构前端端面上,上刀门位于上传送带前方和切刀结构后方,上刀门下方端面直抵下传送带上方并与下传送带之间保持间隙,这样做好处在于烟叶物料经过上传送带和下传送带的传动运输压实操作后,再经过上刀门的进一步压实。
18.所述从动力轴一和从动力轴二两个传送带被动辊内安装有单向轴承;上传送带主动轴一和从动轴一之间设置有上带配重块,上带配重块通过轴承结构固定安装在主动轴一和从动轴一之间;下传送带从动力轴二和主动力轴二之间设有下带垫板,下带垫板沿左右方向安装在两竖板之间,下带垫板上端央紧贴传送带;这样设置在于,首先,从动轴一和从动轴二两个传送带被动辊内安装单向轴承的目的防止上传送带和下传送带随惯性做出不符合工序的逆方向运行;其次,上传送带主动轴一和从动轴二之间设有配重块有利于烟叶物料在上传送带和下传送带间经过时进一步的压实;最后,下传送带从动力轴二和主动力轴二之间设有下带垫板且该下带垫板套装于传送带之内,下带垫板沿左右方向安装在两竖板之间,下带垫板上端紧贴传送带,这样设置的原因在于切刀工序切丝作业在下传送带前端表面进行,由于下传送带内侧安装有下带垫板,并紧贴下传送带内侧,从而挺实了整个下传送带前端的上表面,进而方便进行切刀工序切丝作业。
19.本实用新型的有益效果:进一步改善了切丝机物料压实工序,使烟叶物料得到更充分压实;根本上解决了切丝机工作中的烟叶切丝宽度调整中的操作过于复杂或者实现调宽的同时难以兼顾效率的问题,从而在实现了节省劳动力、提高生产效率的同时,有效提高了烟叶切丝质量。
附图说明
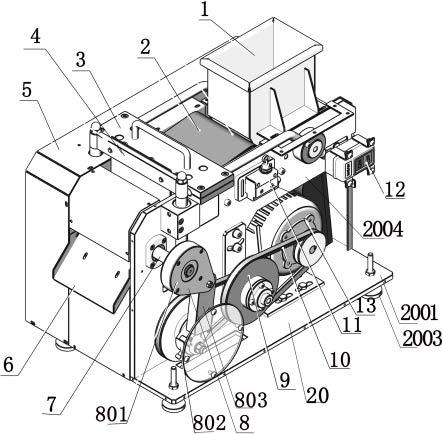
20.图一为一种新型上下式烟叶切丝机右侧结构显示图;
21.图二为一种新型上下式烟叶切丝机左侧结构显示图;
22.图三为一种新型上下式烟叶切丝机的切刀结构和曲轴结构:
23.图四为一种新型上下式烟叶切丝机的单向驱动装置结构图;
24.如图所示:1进料口;2上传送带;3压料块结构;4切刀结构;401切刀;402刀片连杆二;403右刀柱;404左刀柱;405右固定块;406刀片连杆一;407左固定块;5护罩;6出料口板;7主动轴二;8曲轴结构;801单向驱动装置;8011外壳;8012内芯;8013夹板;8014外罩;8015圆轴;8016制动轴;8017螺栓一;802偏心调宽装置;8021螺栓二;8022刀片驱动偏心轴;8023连结轴;8024螺帽;8025金属环扣;803单向驱动连杆;9过度轮;10皮带;11安全开关;12电源开关;13驱动电机;14分频器;15链轮二;16链条;17链轮一;18齿轮一;19齿轮二;20结构框架;2001底座;2002左竖板;2003支脚;2004右竖板;21驱动电机动力端;22从动轴二;23下传送带;24从动轴一;25下带垫板;26上带配重块;27主动轴一。
具体实施方式
25.如图一、图二、图三、图四所示一种新型上下式烟叶切丝机,切丝机本体包括电源开关12、安全开关11,驱动电机13、结构框架20、护罩5、进料口1,上传送带2、下传送带23,过度轮、皮带、分频器14、切刀401结构4、压料块结构3、出料口板6;结构框架20包括底座2001,
底座2001为方形,底座2001下方四角安装有支脚2003,底座2001中间沿前后方向安装有两个竖板,分别为左竖板2002和右竖板2004;电源开关12设置右侧竖板外侧的后上方,安全开关11设置右竖板2004外侧上方;驱动电机13位于传送带下方两竖板后端开设的贯穿的方形通孔内;分频器14设置在底脚左边,两竖板左右两边安装护罩5;其中,压料块结构3位于上传送带2前端上方;进料口1设置在上传送带2后方并位于下传送带23上方,进料口1为一个左右两端固定连接在左、右竖板2004内侧侧面上的方形套筒;上传送带2和下传送带23沿上下方向按顺序安装在两竖板之间,上传送带2长度小于下传送带23,上传送带2位于下传送带23中间上方,下传送带23为水平设置,上传送带2后端向上提起一定高度并与下传送带23保持有一定角度,上传送带2前后两端都与下传送带23两端保持有距离,上传送带2前端与下传送带23之间保有一定间隙距离;上传送带2套合在主动力轴一和从动力轴一之间,下传送带23套合在主动力轴二和从动力轴二之间,主动力轴一左端穿过左侧竖板并连结有齿轮一18,齿轮一18与安装在左侧竖板外侧的安装轴本身中部的齿轮二19啮合,安装轴顶端安装有链轮一17,主动力轴二左端穿过左侧竖板并连结有链轮二15,链轮一17和链轮二15之间套装有链条16,主动力轴二右端穿过右侧竖板与曲轴结构8相连;切刀401结构4沿左右方向设置在上传送带2前端面前方的两竖板上方,并位于下传送带23前端上方,切刀401结构4下方也与曲轴结构8相连;曲轴结构8的连杆通过偏心轮调切装置与过度轮主轴端面相连,过度轮周向设置有皮带10,皮带10套装在过度轮和驱动电机动力端21上;出料口板6是一个左右两边带有折边的斜板,设置在下传送带23前端下方,斜板两端固定在左、右竖板2004内侧板壁上。
26.其中切刀401结构4包括切刀401、刀片连杆一406、刀片连杆二402、左固定块407、右固定块405、左刀柱404、右刀柱403;左固定块407和右固定块405对称安装在左竖板2002和右竖板2004外侧,在左固定块407、右固定块405两者上端中部沿切丝机本身上下方向上贯穿安装有左刀柱404和右刀柱403;在左刀柱404、右刀柱403两者本身超出竖板上端面的两个顶端之间设有刀片连杆二402,刀片连杆二402沿前后两侧设有多个螺栓孔,切刀401位于刀片连杆二402后侧并通螺栓结构与刀片连杆二402固定;左刀柱404下方与刀片连杆一406固定连接。
27.其中曲轴结构8包括偏心调宽装置802,偏心调宽装置802外形为一个长方体,偏心调宽装置802安装在过度轮主轴端面中间,偏心调宽装置802本身长方体长度略大于过度轮主轴直径;偏心调宽装置802长方体一端设有螺栓孔上,螺栓孔上安装有螺栓二8021,螺栓二8021远离本体螺帽一端设有轴承结构;偏心调宽装置802的长方体中部设置有一个贯穿的条形槽,条形槽两端位置与偏心调宽装置802长方体一端螺栓孔位置在一条线上,槽内安装有一根连结轴8023,螺栓二8021栓体上的轴承结构套装在连结轴8023上;连结轴8023穿出偏心调宽装置802本身长方体外侧一端上套装有金属环扣8025和螺帽8024,金属环扣8025位于偏心调宽装置802外侧面与螺帽8024之间且金属环扣8025上焊接有一连接杆,连接杆另一端焊接在单向驱动连杆803一端端面上;过度轮主轴为内部空心的薄壁结构,连结轴8023穿过偏心调宽装置802、过度轮主轴及右竖板2004与刀片驱动偏心轴8022相连,刀片驱动偏心轴8022上通过轴承结构与刀片连杆一406相连接,刀片连杆一406的另一端与切刀401结构4左刀柱404相连;单向驱动装置801由滚子楔紧式棘轮机构、外罩8014和夹板8013组成,外罩8014安装滚子楔紧式棘轮机构和夹板8013外侧;在单向驱动连杆803远离连接杆
的另一端端面外形为半圆形曲面形状,在单向驱动连杆803一端半圆形曲面形状外形的圆心沿切丝机左右方向开有一个贯穿圆孔,单向驱动连杆803一端的贯穿圆孔套装在单向驱动装置夹板8013上的圆轴8015上;单向驱动装置801夹板8013上的圆轴8015上端穿出外罩8014,圆轴8015上端中间开设有螺栓孔,螺栓孔内套装有螺栓一8017,螺栓一8017穿过单向驱动装置801的圆轴8015与切刀401结构4右刀柱403连接;单向驱动装置801本身滚子楔紧式棘轮机构的中间设有一个贯穿开孔,主动力轴二右端穿过右侧竖板、夹板8013上的贯穿通孔插入到滚子楔紧式棘轮机构贯穿开孔中。
28.其中从动力轴一和从动力轴二两个传送带被动辊内安装有单向轴承;上传送带主动轴一27和从动轴一24之间设置有上带配重块26,上带配重块26通过轴承结构固定安装在主动轴一27和从动轴一24之间;下传送带23从动力轴二和主动力轴二7之间设有下带垫板25且下带垫板25套装于传送带之内,下带垫板25沿左右方向安装在两竖板之间,下带垫板25上端紧贴传送带内侧。
29.工作中,打开切丝机电源开关12,可先将烟叶物料放入进料口1当中,烟叶物料穿过进料口1进入切丝机的上传送带2和下传送带23之间,由于下传送带23为水平设置且上传送带2后端向上提起一定高度从而使下传送带23与下传送带23保持有一个角度,让烟叶物料能够顺利的从进料口1进入到上传送带2与下传送带23之间,且上传送带2前端与下传送带23表面保持固定间隙,这样有利于烟叶物料在上传送带2和下传送带23传动运输过程中更好进行压实,物料在穿过上传送带2和下传送带23之间的行进空间后需要再经过切丝机压料块前端上刀门进一步压实,完成上刀门压实工序后,烟叶物料直接在下传送带23上被切刀401结构4切刀401切成烟丝,从而完成烟叶切丝作业;而当需要调整切丝机切丝宽度时,关闭切丝机电源,只需将偏心调宽装置802一端螺栓二8021拧出,切丝宽度就可增加;反之,将偏心调宽装置802一端螺栓二8021拧紧,切丝机切丝宽度即可减小;调整好后,重新打开电源启动切丝机作业。
30.实际工作当中我们可以根据工作需要,在切丝机上不影响工作效率前提下对烟丝的切割宽度进行调整,具体操作步骤和原理是在关停切丝机电源后,通过调整曲轴结构8的偏心调宽装置802长方体一端螺栓孔上的螺栓二8021,由于偏心调宽装置802中心与过度轮主轴中心重合,偏心调宽装置802的长方体中部设置有一个贯穿的条形槽,条形槽两端位置与偏心调宽装置802长方体一端螺栓孔位置在一条线上,槽内安装有一根连结轴8023,螺栓二8021远离其本身螺帽一端通过轴承结构套合连结轴8023,而连结轴8023伸出偏心调宽装置802外端套合安装有金属环扣8025和螺帽8024,金属环扣8025上连接杆另一端连接在单向驱动连杆803的一端上,单向驱动连杆803另一端则套合在单向驱动装置801夹板8013上的圆轴8015上,单向驱动装置801夹板8013上的圆轴8015上端中间开设有螺栓孔,螺栓孔内套装有螺栓一8017,螺栓一8017穿过单向驱动装置801的圆轴8015与切刀401结构4右刀柱403连接;连结轴8023远离偏心调宽装置802的另一端穿过过度轮主轴、右竖板2004与刀片驱动偏心轴8022相连,而刀片驱动偏心轴8022通过轴承结构与刀片连杆一406相连结,进而与左刀柱404相连,这样就实现了左刀柱404和右刀柱403运动上的同步;所以在具体操作上,当我们将螺栓二8021从偏心调宽装置802中拉出,必然牵动连结轴8023、螺帽8024、金属环扣8025及金属环扣8025另一端连接的单向驱动连杆803向远离过度轮主轴中心的位置固定,这样就扩大了曲轴结构8当中单向驱动连杆803行程,反之,根据相同原理,将螺栓二
8021拧进偏心调宽装置802,就缩小了曲轴结构8当中单向驱动连杆803行程,单向驱动连杆803远离金属环扣8025连接杆一端套合在单向驱动装置801夹板8013的圆轴8015上,至此,当调整好单向驱动连杆803行程后,打开切丝机电源,通过切丝机右侧的驱动电机动力端21带动过度轮,进而通过过度轮主轴带动偏心调宽装置802、单向驱动连杆803,进而通过单向驱动连杆803、偏心调宽装置802带动单向驱动装置801夹板8013一端上的圆轴8015、偏心调宽装置802上的连结轴8023做上下两个方向重复行程运动,进而带动切刀401结构4的右刀柱403和左刀柱404同步带动刀片连杆一406、刀片连杆二402、切刀401做上下切削往复运动;单向驱动连杆803行程扩大会降低切刀401每分钟落刀次数提高切刀401切削行程,反之单向驱动连杆803行程缩小则会增大切刀401每分钟落刀次数降低切刀401切削行程;单向驱动连杆803行程的调整不会影响整体传送带运行速度,也更不会影响切削质量。
31.切丝机本身传送带运行速度可由切丝机分频器上进行调整设定,当在切丝机曲轴结构8上对切丝机切丝宽度进行调整后,切丝机曲轴结构8不会影响切丝机本身传送带运转速度;其具体原理在于单向驱动装置801包括滚子楔紧式棘轮机构和夹板8013,滚子楔紧式棘轮机构包括外壳8011、内芯8012、制动柱8016;外壳8011是一个截面为方形的环形实体,环形实体端面上沿圆心阵列分布多个螺丝孔,螺丝孔内设置有螺丝,螺丝穿过环形实体与夹板8013固定连接;内芯8012是一个厚度与外壳8011本身环形实体相同的圆盘实体,内芯8012本身圆盘实体的圆心中部设有贯穿开孔,且该贯穿开孔位置和大小均和夹板8013上的贯穿通孔对应,主动轴二7插入到夹板8013贯穿通孔和圆盘实体贯穿开孔当中;圆盘实体的圆周边缘以圆盘圆心为中心阵列分布多个开环的直角三角形缺口;外壳8011本身的环形实体套装在内芯8012外侧,内芯8012本身圆盘实体边缘上的开环直角三角形缺口长边为外壳8011本身的环形实体内表面,而开环直角三角形缺口的两直角边为内芯8012本身圆盘实体外表面;内芯8012本身圆盘实体边缘上多个开环直角三角形缺口内均安装有制动柱8016;这样设置在于通过切丝机右侧的驱动电机动力端21带动过度轮,进而通过过度轮主轴带动偏心调宽装置802、单向驱动连杆803,进而带动单向驱动装置801夹板8013一端上的圆轴8015做上下两个方向重复行程运动,单向驱动装置801本身是滚子楔紧式棘轮机构和夹板8013组成,夹板8013与滚子楔紧式棘轮机构外壳8011固定连接,此时从右侧观察,夹板8013受本身一端圆轴8015牵动从而带动滚子楔紧式棘轮机构外壳8011做逆时针运动时,制动柱8016受底面夹板8013表面摩擦力影响趋向并顶在直角三角形窄端,进而使滚子楔紧式棘轮机构内芯8012与外壳8011夹紧,此时内芯8012随外壳8011转动,而内芯8012则带动主动轴二7逆时针运动,进而带动下传送带23运作;反之,当夹板8013受本身一端圆轴8015牵动从而带动滚子楔紧式棘轮机构外壳8011做顺时针运动时,制动柱8016受底面夹板8013表面摩擦力影响趋向直角三角形宽端,进而使滚子楔紧式棘轮机构内芯8012与外壳8011松开,此时内芯8012不随外壳8011转动,而内芯8012则无法带动主动轴二7逆时针运动,进而下传送带23也暂停运作,但由于下传送带23套装在主动轴二7和从动轴二22上,从动轴二22内安装有单向轴承缘故,下传送带23只能朝沿逆时针方向运转;而当要进行切丝机切丝宽度调宽时,将螺栓二8021从偏心调宽装置802中拉出,单向驱动连杆803行程扩大,但单向驱动连杆803上下往复运动的每分钟频次却减少,此时单向驱动连杆803带动夹板8013上圆轴8015做上下往复运动行程扩大但每分钟频次减少,而夹板8013受本身一端圆轴8015牵动从而带动滚子楔紧式棘轮机构做顺时针和逆时针的往复运动的行程扩大但每分钟频次也减少;而当
要进行切丝机切丝宽度调窄时,将螺栓二8021在偏心调宽装置802上拧紧,单向驱动连杆803行程缩小,但单向驱动连杆803上下往复运动的每分钟频次却增加,此时单向驱动连杆803带动夹板8013上圆轴8015做上下往复运动行程缩小但每分钟频次增加,而夹板8013受本身一端圆轴8015牵动从而带动滚子楔紧式棘轮机构做顺时针和逆时针的往复运动的行程缩小但每分钟频次却增加;滚子楔紧式棘轮机构做顺时针和逆时针的往复运动的行程缩小但每分钟频次却增加或者滚子楔紧式棘轮机构做顺时针和逆时针的往复运动的行程扩大但每分钟频次却也减少,所以作为单向驱动装置801的滚子楔紧式棘轮机构做功行程并没有变化,正因为如此,切丝机对切丝宽度的调整并不影响切丝机传送带运行速度。
32.另外,从动轴一24和从动轴二22两个传送带被动辊内安装单向轴承的目的防止上传送带和下传送带23随惯性做出不符合工序的逆方向运行;上传送带主动轴一27和从动轴二22之间设有上带配重块26有利于烟叶物料在上传送带和下传送带23间经过时进一步的压实;下传送带23从动力轴二和主动力轴二7之间设有下带垫板25且该下带垫板25套装于传送带之内,下带垫板25沿左右方向安装在两竖板之间,下带垫板25上端紧贴传送带,这样设置的原因在于切刀401工序切丝作业在下传送带23前端表面进行,由于下传送带23内侧安装有下带垫板25,并紧贴下传送带23内侧,从而挺实了整个下传送带23前端的上表面,进而方便进行切刀401工序切丝作业。
33.本实用新型的有益效果在于进一步改善了切丝机物料压实工序,使烟叶物料得到更充分压实;根本上解决了切丝机工作中的烟叶切丝宽度调整中的操作过于复杂或者实现调宽的同时难以兼顾效率的问题,从而在实现了节省劳动力、提高生产效率的同时,有效提高了烟叶切丝质量。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。