1.本实用新型涉及成型模具领域,具体涉及一种塑料根管注塑成型模具。
背景技术:
2.目前根管锉的成型采用杆柄独立加工,最后组合安装形成;杆部由磨床把直径不同的镍钛丝进行切削加工,并通过打磨等工艺制备而得。工艺步骤繁琐,关键步骤精度把控难度大,造成尺寸误差相对较大。因此,设计一种能够一次注塑成型的塑料根管成型模具是必要的。
技术实现要素:
3.本实用新型的目的是提供一种塑料根管注塑成型模具,以解决上述问题。
4.为了实现上述目的,本实用新型实施例提供了一种塑料根管注塑成型模具,包括:
5.公模,所述公模上开设有若干成型模组腔,所述成型模组腔内滑动设置有成型组件;
6.母模,所述母模上设置有若干驱动组件;以及
7.所述成型组件与所述驱动组件相对应;其中
8.合模时,所述驱动组件推动所述成型组件向轴心方向靠拢,以形成成型空腔。
9.进一步地,所述成型模组腔包括若干沿轴心径向向外延伸的滑动槽,各所述滑动槽相近的一端连通,以形成成型模组腔;
10.所述成型组件包括若干成型滑块,一个成型滑块滑动设置在一个滑动槽内。
11.进一步地,所述滑动槽沿周向均匀分布。
12.进一步地,所述滑动槽为五个。
13.进一步地,所述成型滑块相向的一端端头开设有成型缺口,各所述成型滑块沿径向向内滑动至抵接时,各所述成型缺口形成成型空腔。
14.进一步地,所述驱动组件包括若干驱动铲基,所述驱动铲基与所述母模固定连接;
15.一个驱动铲基对应一个成型滑块,且所述驱动铲基设置在所述成型滑块远离轴心的一端的外侧。
16.进一步地,所述驱动铲基朝向所述成型滑块的一侧开设有驱动斜楔面,所述成型滑块朝向所述驱动铲基的一侧开设有成型斜楔面;
17.所述驱动斜楔面与所述成型斜楔面相对应。
18.进一步地,所述驱动斜楔面的角度为10
°‑
30
°
。
19.进一步地,所述成型空腔顶部可拆卸的设置有成型堵头。
20.相对于现有技术,本实用新型实施例具有以下有益效果:1、在公模内添加原料后,通过驱动组件驱动成型组件形成成型空腔,从而使得将塑料根管的杆与柄一体成型,以解决杆与柄脱落的风险。2、通过成型空腔,能够对塑料根管一次成型,以较少加工成型步骤,提高产品尺寸精度,实现较高的一致性。
附图说明
21.下面结合附图和实施例对本实用新型进一步说明。
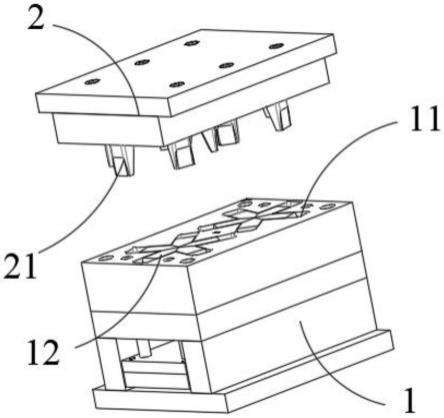
22.图1示出了本实用新型的一种塑料根管注塑成型模具的立体图;
23.图2示出了本实用新型的驱动铲基的立体图;
24.图3示出了本实用新型的公模的俯视图;
25.图4示出了本实用新型的成型组件的立体图;
26.图5示出了图4中a部分的立体图。
27.图中:
28.1、公模;11、成型模组腔;111、滑动槽;12、成型组件;121、成型滑块;122、成型缺口;123、成型斜楔面;
29.2、母模;21、驱动组件;211、驱动铲基;212、驱动斜楔面;
30.3、成型空腔;31、成型堵头。
具体实施方式
31.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
32.如图1至5所示,本实用新型提供了一种塑料根管注塑成型模具,包括:公模1和母模2。向公模1内注塑后,将公模1和母模2合模,母模2驱动公模1下形成成型空腔3,以使塑料在成型空腔3内冷却成型。
33.需要说明的是,现有技术中,根管采用的是杆和柄独立加工,最后将杆和柄组合安装形成工件。其中,杆时通过磨床把直径不同的镍钛丝进行切削加工,并通过打磨等工艺制备而得。工艺步骤繁琐,关键步骤精度把控难度大,造成尺寸误差相对较大。因此,本实施例在公模1上设计了成型组件12,使得杆和柄在成型组件12内一体成型,从而提高根管整体的一致性。
34.下面具体说明本实施例所示的公模1的结构,所述公模1上开设有若干成型模组腔11,所述成型组件12滑动设置在成型模组腔11内。具体来说,所述成型模组腔11包括若干沿轴心径向向外延伸的滑动槽111,各所述滑动槽111相近的一端连通,以形成成型模组腔11。所述成型组件12包括若干成型滑块121,一个成型滑块121滑动设置在一个滑动槽111内。通过上述设置,使得各成型滑块121能够沿滑动槽111在成型模组腔11内滑动,并且从成型模组腔11内表现为,各成型滑块121沿成型模组腔11的径向滑动。所述滑动槽111沿周向均匀分布。以使各滑动槽111形成一个均匀的环形状,即在公模1上呈现出一个环形的异形通槽。如图5所示,所述成型滑块121相向的一端端头开设有成型缺口122,各所述成型滑块121沿径向向内滑动至抵接时,各所述成型缺口122形成成型空腔3。通过上述设置,使得在需要注塑塑料根管时,将各成型滑块121同步向内聚拢,从而形成成型空腔3,此时向成型空腔3内注塑,即可冷却成型。本实施例中,滑动槽111优选的数量为五个,即与之对应的成型滑块121的数量为也为五个。采用五个成型滑块121,使得成型后的输料根管的刃口特征能保持完整,同时保证在开合模过程中,五个成型滑块121的稳定性和精密配合,可改善根管锉产品表面形成毛边情况,此外,用五个成型滑块121,分型面较多,不易产生困气等现象,避免注射成型困难。
35.母模2,母模2设置在公模1上方,母模2适于配合公模1开合模。具体来说,母模2上设置有若干驱动组件21,驱动组件21与各成型滑块121相对应,具体来说,合模时,驱动组件21能够驱动各成型滑块121向轴心方向靠拢,进而驱使各成型滑块121形成成型空腔3。
36.为了实现上述效果,所述驱动组件21包括若干驱动铲基211,所述驱动铲基211与所述母模2固定连接。一个驱动铲基211对应一个成型滑块121,且所述驱动铲基211设置在所述成型滑块121远离轴心的一端的外侧。合模时,各驱动铲基211驱动对应成型滑块121向轴心方向滑动。
37.为了实现上述驱动铲基211沿轴向合模时,驱动铲基211驱动成型滑块121沿径向滑动的效果,所述驱动铲基211朝向所述成型滑块121的一侧开设有驱动斜楔面212,所述成型滑块121朝向所述驱动铲基211的一侧开设有成型斜楔面123。所述驱动斜楔面212的角度为10
°‑
30
°
,所述驱动斜楔面212与所述成型斜楔面123相对应。通过上述设置,使得驱动铲基211的驱动斜楔面212移动至与成型斜楔面123抵接时,驱动铲基211继续向下移动,驱动斜楔面212对成型斜楔面123产生径向力,从而驱动成型斜楔面123向轴心方向互动。
38.此外,为了在塑料成型时,对成型空腔3的顶部进行封堵,所述成型空腔3顶部可拆卸的设置有成型堵头31。
39.值得一提的是,本实用新型专利申请涉及的成型模具的其他部件等技术特征应被视为现有技术,这些技术特征的具体结构、工作原理以及可能涉及到的控制方式、空间布置方式采用本领域的常规选择即可,不应被视为本实用新型专利的发明点所在,本实用新型专利不做进一步具体展开详述。
40.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
