1.本发明涉及注塑设备技术领域,特别涉及用于异形注塑的冷却系统及异形塑件注塑设备。
背景技术:
2.注塑机是一种专用的塑料成型机械,它利用塑料的热塑性,经加热融化后,加以高的压力使其快速流入模腔,经一段时间的保压和冷却,成为各种形状的塑料制品。它的工序过程基本是相同的,大致可分为七个工序工程:锁模、射胶、保压、熔胶、冷却、开模、顶针。
3.现有的注塑设备操作较为复杂,在注塑完成后产品由于模具之间接缝处容易出现毛刺等情况,进而导致注塑后产品需要二次收边,一般收边需要再注塑完成并且冷却后才能进行,而常用的注塑后冷却系统冷却时间较长,冷却效率较慢。
4.因此,有必要提供一种用于异形注塑的冷却系统及异形塑件注塑设备解决上述技术问题。
技术实现要素:
5.本发明的目的在于提供一种用于异形注塑的冷却系统及异形塑件注塑设备以解决上述技术问题。
6.为实现上述目的,本发明提供如下技术方案:
7.用于异形注塑的冷却系统,包括压合块和设置于所述压合块一侧的母模,还包括:水冷组件,感应组件和同步组件;所述母模的一端伸出所述压合块,所述压合块和所述母模之间连通设置有所述水冷组件,所述压合块内靠近所述母模的一侧滑动设置有所述同步组件,所述感应组件设置于所述母模靠近所述同步组件的一侧,所述同步组件与所述感应组件活动卡合;所述水冷组件通过增长在所述母模内的流动路径来加快冷却速度,所述感应组件通过所述母模侧壁温度控制所述同步组件的运动状态。
8.进一步地,所述水冷组件包括:进水管,出水管,冷却腔,进水口、出水口和水冷管;所述压合块的顶端和底端分别设置有贯穿所述压合块的所述进水管和所述出水管,所述进水管和所述出水管对应设置,所述进水管和所述出水管设置于所述压合块靠近所述母模的一侧,所述母模内开设有所述冷却腔,所述母模顶部对应所述进水管的位置开设有所述进水口,所述进水管通过所述进水口伸入所述冷却腔内部,所述母模底部对应所述出水管的位置开设有所述出水口,所述出水管通过所述出水口与所述冷却腔连通。
9.进一步地,所述冷却腔内还设置有所述水冷管,所述水冷管设置为“w”形管道,且所述水冷管的首尾相接使得所述水冷管整体呈圆筒状绕设于所述冷却腔内部,所述水冷管的顶部和底部分别与所述进水管和所述出水管连通。
10.进一步地,所述同步组件包括:同步键,同步槽和拉伸弹簧;所述压合块靠近所述母模的一侧开设有所述同步槽,所述同步槽内设置有所述同步键,所述同步键与所述同步键之间设置有所述拉伸弹簧,所述拉伸弹簧保持所述同步键有远离所述压合块的趋势。
11.进一步地,所述同步组件包括:定位座,伸缩座和阻挡槽;所述母模靠近所述同步键的侧壁固定连接有所述定位座,所述定位座内滑动设置有所述伸缩座,所述伸缩座设置为电动伸缩杆,所述同步键靠近所述定位座的一侧开设有所述阻挡槽,所述阻挡槽活动卡合所述伸缩座。
12.进一步地,所述母模外侧壁还设有温度感应器,所述温度感应器与所述伸缩座电性连接;自然状态下,所述所述温度感应器控制所述伸缩座伸长,进而使得所述阻挡槽卡合所述伸缩座;所述温度感应器处于温度下极限值时,所述温度感应器控制所述伸缩座收缩,所述同步键在所述拉伸弹簧作用下伸长。
13.一种异形塑件注塑设备,包括底座,所述底座的上端面一侧固定连接有熔融注塑装置主体,所述熔融注塑装置主体的上端面设有投料装置,所述熔融注塑装置主体的侧端面一侧驱动连接有转动丝杆,所述底座的上端面滑动连接有压合块,所述压合块的内部设有与转动丝杆相适配的滚珠螺母,所述熔融注塑装置主体与压合块贴合的一侧固定连接有公模,所述公模的外端面套设有对成品边缘进行处理的收边机构,所述压合块与熔融注塑装置主体贴合一侧设有与公模相适配的母模,还包括所述的用于异形注塑的冷却系统。
14.进一步的,所述公模表面设有注塑喷头和负压吸附机构。
15.作为本发明的进一步方案,所述熔融注塑装置主体贴合压合块的一端固定连接有插接杆,所述压合块开设有与插接杆相适配的定位孔。
16.作为本发明的进一步方案,所述收边机构包括内转环、抛光气囊和外转环,所述外转环转动连接在熔融注塑装置主体的端面,所述内转环转动套接在外转环的内部,所述抛光气囊固定连接在内转环的内壁。
17.进一步的,所述抛光气囊采用弹性结构,且所述抛光气囊表面附着有抛光颗粒或抛光纤维。
18.作为本发明的进一步方案,所述熔融注塑装置主体的内部开设有转动腔,所述收边机构活动设置在转动腔的内部,所述转动丝杆的侧端面固定连接有与齿槽相适配的齿轮。
19.作为本发明的进一步方案,所述内转环内部开设有斜面槽,所述同步键背离压合块的一端贯穿延伸至熔融注塑装置主体的内部,所述同步键的一侧固定连接有与斜面槽相适配的斜面部。
20.作为本发明的进一步方案,所述转动丝杆设有两组,且分别为第一转动丝杆和第二转动丝杆,所述第一转动丝杆和第二转动丝杆对称分布在公模的两侧,所述转动腔的内壁设有弹簧,弹簧背离转动腔的一端与外转环弹性相连,所述外转环在弹簧的作用下偏心设置在转动腔的内部,所述齿槽与第二转动丝杆相啮合。
21.作为本发明的进一步方案,所述内转环和外转环之间设有滑动腔,滑动腔的内部设有定位杆和滑动杆,所述定位杆与内转环固定相连,所述滑动杆与外转环固定相连,且所述滑动腔内部开设有与抛光气囊相连通的连通孔。
22.进一步的,所述连通孔设置于定位杆边缘一侧。
附图说明
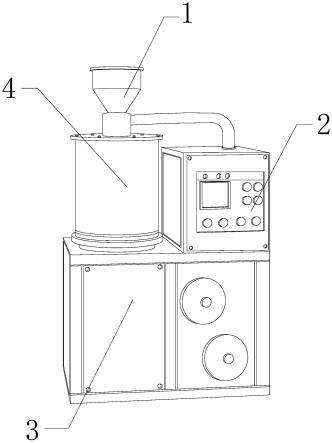
23.图1是本发明的整体结构示意图;
24.图2是本发明的图1中a处放大结构示意图;
25.图3是本发明的熔融注塑装置主体端面结构示意图;
26.图4是本发明的收边机构结构示意图;
27.图5是本发明的内转环结构示意图;
28.图6是本发明的外转环结构示意图;
29.图7是本发明的抛光气囊注压状态结构示意图;
30.图8是本发明的图7中b处放大结构示意图;
31.图9是本发明的抛光气囊抛光状态结构示意图;
32.图10是本发明的图9中c处放大结构示意图;
33.图11是本发明的插接杆结构示意图;
34.图12是本发明的用于异形注塑的冷却系统的结构示意图;
35.图13是本发明的用于异形注塑的冷却系统的剖面结构示意图;
36.图14是本发明的同步组件与感应组件的剖面结构示意图;
37.图15是本发明的冷却腔铺平后的剖面结构示意图。
38.图中:1、压合块;2、定位孔;3、投料装置;4、熔融注塑装置主体;5、底座;6、转动丝杆;7、滚珠螺母;8、母模;10、斜面部;11、插接杆;12、定位杆;13、密封层;14、公模;15、收边机构;16、齿槽;17、斜面槽;18、内转环;19、抛光气囊;20、外转环;21、定位杆;22、连通孔;23、滑动腔;24、滑动杆;25、转动腔;26、齿轮;27、第一转动丝杆;28、弹簧;29、第二转动丝杆;31、进水管;32、出水管;33、冷却腔;41、同步键;42、同步槽;43、拉伸弹簧;51、定位座;52、伸缩座;53、阻挡槽;61、进水口;62、出水口;63、水冷管。
具体实施方式
39.实施例一
40.如图1-3所示,一种异形塑件注塑设备,包括底座5,底座5的上端面一侧固定连接有熔融注塑装置主体4,熔融注塑装置主体4的上端面设有投料装置3,熔融注塑装置主体4的侧端面一侧驱动连接有转动丝杆6,底座5的上端面滑动连接有压合块1,压合块1的内部设有与转动丝杆6相适配的滚珠螺母7,熔融注塑装置主体4与压合块1贴合的一侧固定连接有公模14,公模14的外端面套设有对成品边缘进行处理的收边机构15,压合块1与熔融注塑装置主体4贴合一侧设有与公模14相适配的母模8。
41.进一步的,公模14表面设有注塑喷头和负压吸附机构。
42.使用时,通过驱动转动丝杆6的转动,在滚珠螺母7的作用下将带动,压合块1相对熔融注塑装置主体4移动,使得母模8和公模14相互扣合,通过投料装置3将注塑原料投入后经过熔融注塑装置主体4熔融加压注入公模14和母模8之间间隙中冷却成型,成型后控制转动丝杆6的反转即可使得公模14和母模8分离,分离后即可达到注塑成型的产品,且公模14和母模8分别与熔融注塑装置主体4和压合块1装配式连接,使得公模14和母模8可便捷更换。
43.实施例二
44.在实施例一的基础上,如图1-3所示,熔融注塑装置主体4贴合压合块1的一端固定连接有定位杆12,压合块1开设有与定位杆12相适配的定位孔2。
45.使用时,通过定位杆12与定位孔2的位置插接,可有效提高公模14和母模8对接时的精准度。
46.如图1-6所示,收边机构15包括内转环18、抛光气囊19和外转环20,外转环20转动连接在熔融注塑装置主体4的端面,内转环18转动套接在外转环20的内部,抛光气囊19固定连接在内转环18的内壁。
47.进一步的,抛光气囊19采用弹性结构,且抛光气囊19表面附着有抛光颗粒或抛光纤维。
48.使用时,在产品注塑成型后,由于模具接合的边缘常存在毛刺以及突延的情况,通过收边机构15的转动使得其内部的抛光气囊19同步转动,通过对抛光气囊19进行供压,使得抛光气囊19膨胀,并与注塑成型产品贴合,且由于抛光气囊19采用压力控制,进而可适应多种不同的异型产品,收边机构15的功能将不受产品形态的限制,大大提高装置的适应性,且抛光气囊19与产品边缘接触,通过不断的转动,对产品边缘的毛刺以及突延进行抛光打磨,且抛光气囊19的快速旋转也可提高产品边缘温度有助于对毛刺的打磨平滑。
49.如图1-10所示,熔融注塑装置主体4的内部开设有转动腔25,收边机构15活动设置在转动腔25的内部,转动丝杆6的侧端面固定连接有与齿槽16相适配的齿轮26。
50.使用时,通过转动丝杆6带动齿轮26的转动,从而通过齿轮26与齿槽16的啮合驱动外转环20的转动,进而使得外转环20带动内转环18,以及内转环18内壁的抛光气囊19转动,实现对注塑产品边缘的抛光和打磨,转动腔25的表面通过密封层13密封。
51.如图1-6和11所示,如图1-11所示,转动丝杆6设有两组,且分别为第一转动丝杆27和第二转动丝杆29,第一转动丝杆27和第二转动丝杆29对称分布在公模14的两侧,转动腔25的内壁设有弹簧28,弹簧28背离转动腔25的一端与外转环20弹性相连,外转环20在弹簧28的作用下偏心设置在转动腔25的内部,齿槽16与第二转动丝杆29相啮合。
52.如图1-11所示,内转环18和外转环20之间设有滑动腔23,滑动腔23的内部设有定位杆21和滑动杆24,定位杆21与内转环18固定相连,滑动杆24与外转环20固定相连,且滑动腔23内部开设有与抛光气囊19相连通的连通孔22。
53.进一步的,连通孔22设置于定位杆21边缘一侧。
54.使用时,随着产品的注塑完成,需要对抛光气囊19进行注压并旋转,此时随着压合块1在转动丝杆6的反转驱动下不断移动,使得插接杆11随之移动斜面部10与斜面槽17贴合,并在斜面作用下,推掉收边机构15横移,进而使得齿槽16与第一转动丝杆27卡接适配,此时内转环18在斜面槽17与斜面部10作用下销接,使得内转环18固定,齿槽16带动外转环20转动,使得其内部的滑动杆24沿着滑动腔23滑动,进而使得定位杆21与滑动杆24之间气体通过连通孔22注入抛光气囊19内部使得抛光气囊19受压膨胀,且当滑动杆24与定位杆21贴合时,连通孔22可与滑动杆24贴合,进而通过滑动杆24将连通孔22封闭,使得抛光气囊19内部压力恒定,进一步的,当滑动杆24与定位杆21贴合时,斜面部10随着插接杆11的移动也与斜面槽17脱离,外转环20在弹簧28的作用下重新与第二转动丝杆29贴合,在齿槽16的驱动下,带动外转环20继续转动,此时外转环20维持原有方向继续转动,滑动杆24与定位杆21抵合并将连通孔22封闭的状态下,带动抛光气囊19继续转动,直至压合块1运行至行程末端或抛光完成后,控制转动丝杆6反转,当斜面部10与斜面槽17贴合适配时,收边机构15位置横移,从而使得外转环20反转,定位杆21与滑动杆24脱离,内部容积变大,抛光气囊19内气
体通过连通孔22回流入滑动腔23中,使得抛光气囊19取消与产品贴合,此时通过关闭公模14的负压吸附机构即可将产品取出,无需额外的处理工艺,装置一体化程度高,加工过程精简,大大提高了对注塑产品,尤其是抛光难度较大的异形工件的处理效率。
55.工作原理:通过驱动转动丝杆6的转动,在滚珠螺母7的作用下将带动,压合块1相对熔融注塑装置主体4移动,使得母模8和公模14相互扣合,通过投料装置3将注塑原料投入后经过熔融注塑装置主体4熔融加压注入公模14和母模8之间间隙中冷却成型,成型后控制转动丝杆6的反转即可使得公模14和母模8分离,分离后即可达到注塑成型的产品,且公模14和母模8分别与熔融注塑装置主体4和压合块1装配式连接,使得公模14和母模8可便捷更换,通过定位杆12与定位孔2的位置插接,可有效提高公模14和母模8对接时的精准度,在产品注塑成型后,由于模具接合的边缘常存在毛刺以及突延的情况,通过收边机构15的转动使得其内部的抛光气囊19同步转动,通过对抛光气囊19进行供压,使得抛光气囊19膨胀,并与注塑成型产品贴合,且由于抛光气囊19采用压力控制,进而可适应多种不同的异型产品,收边机构15的功能将不受产品形态的限制,大大提高装置的适应性,且抛光气囊19与产品边缘接触,通过不断的转动,对产品边缘的毛刺以及突延进行抛光打磨,且抛光气囊19的快速旋转也可提高产品边缘温度有助于对毛刺的打磨平滑,通过转动丝杆6带动齿轮26的转动,从而通过齿轮26与齿槽16的啮合驱动外转环20的转动,进而使得外转环20带动内转环18,以及内转环18内壁的抛光气囊19转动,实现对注塑产品边缘的抛光和打磨,转动腔25的表面通过密封层13密封随着产品的注塑完成,需要对抛光气囊19进行注压并旋转,此时随着压合块1在转动丝杆6的反转驱动下不断移动,使得插接杆11随之移动斜面部10与斜面槽17贴合,并在斜面作用下,推掉收边机构15横移,进而使得齿槽16与第一转动丝杆27卡接适配,此时内转环18在斜面槽17与斜面部10作用下销接,使得内转环18固定,齿槽16带动外转环20转动,使得其内部的滑动杆24沿着滑动腔23滑动,进而使得定位杆21与滑动杆24之间气体通过连通孔22注入抛光气囊19内部使得抛光气囊19受压膨胀,且当滑动杆24与定位杆21贴合时,连通孔22可与滑动杆24贴合,进而通过滑动杆24将连通孔22封闭,使得抛光气囊19内部压力恒定,进一步的,当滑动杆24与定位杆21贴合时,斜面部10随着插接杆11的移动也与斜面槽17脱离,外转环20在弹簧28的作用下重新与第二转动丝杆29贴合,在齿槽16的驱动下,带动外转环20继续转动,此时外转环20维持原有方向继续转动,滑动杆24与定位杆21抵合并将连通孔22封闭的状态下,带动抛光气囊19继续转动,直至压合块1运行至行程末端或抛光完成后,控制转动丝杆6反转,当斜面部10与斜面槽17贴合适配时,收边机构15位置横移,从而使得外转环20反转,定位杆21与滑动杆24脱离,内部容积变大,抛光气囊19内气体通过连通孔22回流入滑动腔23中,使得抛光气囊19取消与产品贴合,此时通过关闭公模14的负压吸附机构即可将产品取出,无需额外的处理工艺,装置一体化程度高,加工过程精简,大大提高了对注塑产品,尤其是抛光难度较大的异形工件的处理效率,提高设备的自动化效率。
56.实施例三
57.实施例一和二中,收边机构15需要注塑原料在熔融注塑完成且冷却成型后才能进行收边,否则可能会因为温度过高影响收边机构15中抛光气囊19的使用。
58.因此,本实施例中,我们设置了用于异形注塑的冷却系统;通过在母模8内部开设冷却腔33,使得冷却水可经过整个异形塑件外表面;冷却速度更快;通过将插接杆11设置为
本实施例中可滑动的同步组件,再通过母模8表面温度驱动感应组件,进而控制同步组件的运动状态,实现了装置在冷却好才能进行收边,进一步使得收边装置15效果更好。
59.本实施例中,用于异形注塑的冷却系统,包括压合块1和设置于所述压合块1一侧的母模8,还包括:水冷组件,感应组件和同步组件;所述母模8的一端伸出所述压合块1,所述压合块1和所述母模8之间连通设置有所述水冷组件,所述压合块1内靠近所述母模8的一侧滑动设置有所述同步组件,所述感应组件设置于所述母模8靠近所述同步组件的一侧,所述同步组件与所述感应组件活动卡合;所述水冷组件通过增长在所述母模8内的流动路径来加快冷却速度,所述感应组件通过所述母模8侧壁温度控制所述同步组件的运动状态。
60.作为本实施例的进一步方案,所述水冷组件包括:进水管31,出水管32,冷却腔33,进水口61、出水口62和水冷管63;所述压合块1的顶端和底端分别设置有贯穿所述压合块1的所述进水管31和所述出水管32,所述进水管31和所述出水管32对应设置,所述进水管31和所述出水管32设置于所述压合块1靠近所述母模8的一侧,所述母模8内开设有所述冷却腔33,所述母模8顶部对应所述进水管31的位置开设有所述进水口61,所述进水管31通过所述进水口61伸入所述冷却腔33内部,所述母模8底部对应所述出水管32的位置开设有所述出水口62,所述出水管32通过所述出水口62与所述冷却腔33连通。
61.作为本实施例的进一步方案,所述冷却腔33内还设置有所述水冷管63,所述水冷管63设置为“w”形管道,且所述水冷管63的首尾相接使得所述水冷管63整体呈圆筒状绕设于所述冷却腔33内部,所述水冷管63的顶部和底部分别与所述进水管31和所述出水管32连通。
62.作为本实施例的进一步方案,所述同步组件包括:同步键41,同步槽42和拉伸弹簧43;所述压合块1靠近所述母模8的一侧开设有所述同步槽42,所述同步槽42内设置有所述同步键41,所述同步键41与所述同步键41之间设置有所述拉伸弹簧43,所述拉伸弹簧43保持所述同步键41有远离所述压合块1的趋势。
63.作为本实施例的进一步方案,所述同步组件包括:定位座51,伸缩座52和阻挡槽53;所述母模8靠近所述同步键41的侧壁固定连接有所述定位座51,所述定位座51内滑动设置有所述伸缩座52,所述伸缩座52设置为电动伸缩杆,所述同步键41靠近所述定位座51的一侧开设有所述阻挡槽53,所述阻挡槽53活动卡合所述伸缩座52。
64.作为本实施例的进一步方案,所述母模8外侧壁还设有温度感应器,所述温度感应器与所述伸缩座52电性连接;自然状态下,所述所述温度感应器控制所述伸缩座52伸长,进而使得所述阻挡槽53卡合所述伸缩座52;所述温度感应器处于温度下极限值时,所述温度感应器控制所述伸缩座52收缩,所述同步键41在所述拉伸弹簧43作用下伸长。
65.一种异形塑件注塑设备,包括底座5,底座5的上端面一侧固定连接有熔融注塑装置主体4,熔融注塑装置主体4的上端面设有投料装置3,熔融注塑装置主体4的侧端面一侧驱动连接有转动丝杆6,底座5的上端面滑动连接有压合块1,压合块1的内部设有与转动丝杆6相适配的滚珠螺母7,熔融注塑装置主体4与压合块1贴合的一侧固定连接有公模14,公模14的外端面套设有对成品边缘进行处理的收边机构15,压合块1与熔融注塑装置主体4贴合一侧设有与公模14相适配的母模8。
66.作为本实施例的进一步方案,所述内转环18内部开设有斜面槽17,所述同步键41背离压合块1的一端贯穿延伸至熔融注塑装置主体4的内部,所述同步键41的一侧固定连接
有与斜面槽17相适配的斜面部。
67.其他特征与实施例一和二相同,不予赘述;
68.本实施例中,通过设置的所述进水管31、所述出水管32和水冷管63,使得使得冷却水可经过整个异形塑件外表面;冷却速度更快;然后通过设置的同步组件和感应组件,自然状态下,所述所述温度感应器控制所述伸缩座52伸长,进而使得所述阻挡槽53卡合所述伸缩座52;所述温度感应器处于温度下极限值(即冷却已经完成)时,所述温度感应器控制所述伸缩座52收缩,所述同步键41在所述拉伸弹簧43作用下伸长。使得产品注塑过程中,只有当需要对抛光气囊19进行注压并旋转,此时随着压合块1在转动丝杆6的驱动下不断移动,然后通过水冷管63冷却异形塑件后,同步键41在所述拉伸弹簧43作用下伸长,使得同步键41随之移动斜面部10与斜面槽17贴合,并在斜面作用下,推掉收边机构15横移,进而使得齿槽16与第一转动丝杆27卡接适配,此时内转环18在斜面槽17与斜面部10作用下销接,使得内转环18固定,齿槽16带动外转环20转动,使得其内部的滑动杆24沿着滑动腔23滑动,进而使得定位杆21与滑动杆24之间气体通过连通孔22注入抛光气囊19内部使得抛光气囊19受压膨胀,且当滑动杆24与定位杆21贴合时,连通孔22可与滑动杆24贴合,进而通过滑动杆24将连通孔22封闭,使得抛光气囊19内部压力恒定,此时才能进行收边,进一步使得收边效果更好;转动丝杆6反转原理同上,本实施例不再赘述。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。