1.本实用新型属于橡胶塑料成型机械制造领域,具体涉及一种大直径罐型模具的车床加工用夹紧装置。
背景技术:
2.近年来,随着化工行业的迅速发展,对大容量储罐的需求量越来越大。目前,常用的制作大容量储罐的生产工艺是依靠模具参与的挤出缠绕成型来实现的,挤出缠绕成型的筒体是将塑料颗粒原料经过加热,通过挤出机挤出熔融状态、呈膏状的料带,此膏状料带重叠螺旋式缠绕在绕自身轴线匀速旋转,并匀速前移的模具体上,再由压辊自动搭边挤压在模具上前一圈的料带上,料带连续聚熔,模具同时在挤出机前的轨道上匀速向前移动,缠绕结束后经冷却脱模,实现整体成型无焊缝的筒体。
3.因此,模具要有足够的强度,才能保证模具不失稳,不变形,这对大直径罐型模具的加工提出了新的要求;在加工大直径罐型模具时,加工难度较大,因为该类模具壁厚薄,断面形状多为圆或者椭圆,并且直径较大,在精车加工时,距离卡盘卡爪越远,模具的“震动”现象越明显,这种“震动”在机床高速转动作业时最为明显,究其原因在于,模具的端口部位无其他支撑力的平衡。
技术实现要素:
4.本实用新型提供一种大直径罐型模具的车床加工用夹紧装置,解决目前大直径罐型模具在加工过程容易产生“震动”,导致加工质量不佳的技术问题。
5.为了达到上述目的,本实用新型的技术方案如下:
6.一种大直径罐型模具的车床加工用夹紧装置,包括卡盘,在卡盘上设置有若干卡爪移动槽和若干卡头移动槽,若干卡爪移动槽和若干卡头移动槽依次交错,每个卡爪移动槽内分别设置一组可移动卡爪,每个卡头移动槽内分别设置一组可移动卡头;若干可移动卡爪可向卡盘的中心移动,对待加工罐型模具的下部进行限位夹持;
7.所述可移动卡头包括滑移杆,滑移杆水平插设在卡头移动槽内,滑移杆的外端竖直连接顶杆,顶杆的端部连接圆弧卡头,所述圆弧卡头的内侧为圆弧面,圆弧面与待加工罐型模具的外壁弧面贴合,在滑移杆上设置有锁止装置;若干可移动卡头可向卡盘的中心移动,并通过锁止装置所定位置,对待加工罐型模具的上部进行限位夹持。
8.进一步的,所述可移动卡爪包括手动螺纹杆和卡爪头,卡爪头上设置螺纹孔,卡爪头通过其螺纹孔与螺纹杆配合,手动螺纹杆和卡爪头的下部置于卡爪移动槽内,手动螺纹杆的内端与卡盘轴接。
9.进一步的,所述卡爪的内侧为多级阶梯形状。
10.进一步的,所述滑移杆为t型滑移杆,所述卡头移动槽为与t型滑移杆配合的t型槽。
11.进一步的,所述锁止装置包括锁止螺杆和自锁螺母,在圆弧卡头和t型滑移杆上对
应开设过杆通孔,锁止螺杆穿设于过杆通孔中,锁止螺杆的上端设置自锁螺母,自锁螺母位于圆弧卡头上端面。
12.进一步的,所述圆弧卡头圆弧面上端设置向内侧伸出的凸台,凸台扣合于待加工罐型模具开口的上端面。
13.进一步的,所述卡爪移动槽和卡头移动槽均设置四个,卡爪移动槽和卡头移动槽等间隔交错设置。
14.进一步的,t型滑移杆与顶杆焊接,顶杆与圆弧卡头焊接。
15.与现有技术相比,本实用新型的有益效果如下:
16.1.本实用新型一个实施例的加紧装置通过设置在下部的四组可移动卡爪和上部的四组可移动卡头,对待加工罐型模具的上部和下部分别进行稳定加持,有效解决了模具加工过程中模具发生“震动”的现象,使模具受力更加平衡,保证了生产安全和加工精度。
17.2.本实用新型减小了罐型模具的加工误差,使得罐型模具型腔尺寸符合图纸要求,提高了生产合格率。
18.3.本实用新型可使机床使用较高的转速加工,加快走刀量,缩短了加工时间,提升了产品的生产效率,同时也提高了经济效益。
19.当然地,实施本实用新型的各技术方案并不一定需要同时达到以上所述的所有优点。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他实施例的附图。
21.图1是实施例1的俯视图;
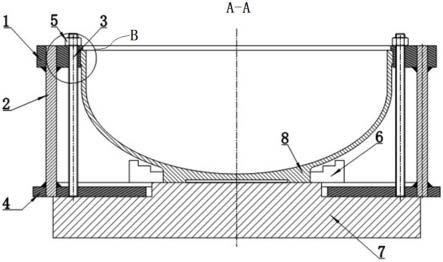
22.图2是图1的a-a侧剖视图;
23.图3是图2的b处放大图;
24.图中,1-圆弧卡头,2-顶杆,3-锁止螺杆,4-t型滑移杆,5-自锁螺母,6-卡爪,7-卡盘,8-待加工罐型模具,9-凸台,10-手动螺纹杆。
具体实施方式
25.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
26.在本专利的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。
27.在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相
连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。下面结合附图和实施例,对本实用新型做详细说明。
28.本实用新型的基本思路是通过若干可移动卡爪和若干可移动卡头,对待加工罐型模具的上部和下部分别进行稳定加持,使模具受力更加平衡,从而车床加工时的生产安全和加工精度。
29.实施例:
30.参见图1-图3,本实施例提供一种大直径罐型模具的车床加工用夹紧装置,包括卡盘7,卡盘7为圆柱体结构,在卡盘7的上端面分别设置有四组卡爪移动槽和四组卡头移动槽,四组卡爪移动槽和四组卡头移动槽依次交错、合计共八组上述安装槽等间隔环状布置;在每组卡爪移动槽内分别设置一组可移动卡爪,在每组卡头移动槽内分别设置一组可移动卡头;四组可移动卡爪可向卡盘的中心移动并固定其位置,从而对待加工罐型模具的下部进行限位夹持,四组可移动卡头相对卡盘的中心移动并锁定位置,从而对待加工罐型模具的上部进行限位夹持。
31.本实施例中,可移动卡头包括t型滑移杆4、顶杆2、圆弧卡头1和锁止装置,与t型滑移杆4相对应的,卡头移动槽为与t型滑移杆4配合的t型槽,t型滑移杆4水平插设在t型槽内,t型滑移杆4的外端竖直连接顶杆1,连接方式为先穿设再焊接,顶杆2的端部连接圆弧卡头1,连接方式为先穿设再焊接;圆弧卡头1的内侧为圆弧面,按照待加工罐型模具8的最大外径加工,该圆弧面的弧度与待加工罐型模具的外壁弧面相互匹配贴合,为了进一步加强稳定性,在圆弧面的上端设置内侧伸出的凸台9,凸台9扣合于待加工罐型模具8开口的上端。
32.锁止装置包括锁止螺杆3和自锁螺母5,在圆弧卡头1和t型滑移杆4上对应开设过杆通孔,锁止螺杆3穿设于上下的两个过杆通孔中,在锁止螺杆3的上端螺纹配合自锁螺母5,自锁螺母5位于圆弧卡头1上端面;当圆弧卡头1的圆弧面与待加工罐型模具的外端面贴合后,需将t型滑移杆4通过锁止装置固定在t型槽相应的位置上,其实现原理如下:通过转动自锁螺母5,锁止螺杆3向下运动,锁止螺杆3的下端穿过t型滑移杆4的过杆通孔,顶紧在t型槽内,从而完成整个可移动卡头的定位,四组可移动卡头可向卡盘7的中心移动,并通过锁止装置锁定位置,对待加工罐型模具8的上部进行限位夹持。
33.可移动卡爪包括手动螺纹杆10和卡爪头6,卡爪头6的内侧为三级的阶梯形状,方便与待加工罐型模具8下端的底座和弧面匹配,卡爪头8上设置螺纹孔,卡爪头通过其螺纹孔与手动螺纹杆10配合,手动螺纹杆10和卡爪头6的下部置于卡爪移动槽内,手动螺纹杆10的内端与卡盘7内轴接,使用时,旋转手动螺纹杆10,卡爪头6即可在卡爪移动槽内移动,四组可移动卡爪分别手动调整位置,完成与待加工罐型模具8的下部限位夹持。
34.本实施例的工作过程概述如下:
35.将待加工罐型模具8置于卡盘7上,首先手动调节四组可移动卡爪的位置,使它们与待加工罐型模具7的下部进行夹持,然后逐个推动t型槽内的t型滑移杆4,直至该圆弧卡头1的圆弧面与待加工罐型模具8的外壁弧面相互匹配贴合、凸台9扣合于待加工罐型模具8的开口上沿,然后转动锁止螺杆3上的自锁螺母5,锁定t型滑移杆4的位置,此时待加工罐型模具8定位完成;然后开启车床,在车床高速旋转的工作情况下,薄壁待加工罐型模具在受
到本实用新型夹紧装置的首尾两端的加持和压力下,避免了加工过程中工件的“震动”,大大提高了加工精度,提高了加工的安全性。
36.以上应用了具体个例对本实用新型进行阐述,只是用于帮助理解本实用新型,并不用以限制本实用新型。对于本实用新型所属技术领域的技术人员,依据本实用新型的思想,还可以做出若干简单推演、变形或替换。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
