1.本实用新型属于橡胶密封件技术领域,具体涉及一种高频振动工况用大平面端面密封橡胶件。
背景技术:
2.在重型车辆柴油发动机中,机体缸盖与机箱传动端结合面,由于结构的局限性,配合面紧固螺栓非均匀分布,某些部位不能形成强有力的紧固,靠刚性压紧,相配件之间形位公差不易控制,受热膨胀会产生微小间隙,在环境振动较大情况下可能存在相对位移及频繁振动冲击。
3.常用橡胶密封件截面为圆形,在装配压缩状态内部应力较大(见附图1),在高温介质侵蚀下,橡胶密封圈会有一定的溶胀,体积变大,硬度和强度有所下降。此时在高烈度振动和极限介质工况的双重作用下,内部分子摩擦产生高温,使得橡胶交联结构和材料性状发生改变,导致橡胶交联键疲劳、断裂、变形,形成较大的塑性永久变形和挤出,表现为密封圈的破损、撕裂,丧失密封功能,造成介质泄漏。
技术实现要素:
4.本实用新型提供一种高频振动工况用大平面端面密封橡胶件,用以解决高频振动工况下常用橡胶密封件内部应力较大、易破损、撕裂、丧失密封功能的问题。
5.为了达到上述目的,本实用新型的技术方案如下:
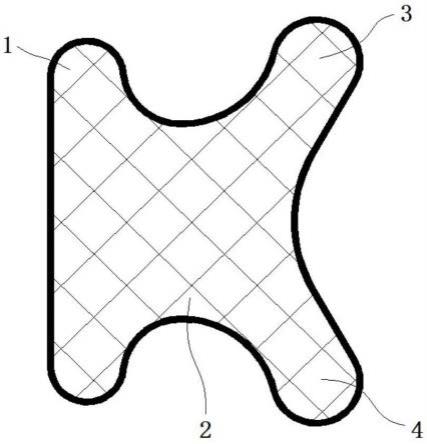
6.一种高频振动工况用大平面端面密封橡胶件,所述密封橡胶件的截面呈类“k”字形结构,包括一体成型的竖直段、主体中段、上伸出段和下伸出段;所述竖直段位于主体中段的一侧,竖直段的上下端竖直伸出主体中段所在平面,所述上伸出段和下伸出段位于主体中段的另一侧,上伸出段和下伸出段斜向外伸出主体中段所在平面,上伸出段和下伸出段的竖直高度大于竖直段的竖直高度。
7.进一步的,所述密封橡胶件整体为闭合结构。
8.进一步的,所述密封橡胶件的整体形状为圆角长方形、圆角正方形或正圆形。
9.进一步的,所述竖直段、主体中段、上伸出段、下伸出段的结合部位均为圆弧过渡结构。
10.进一步的,所述竖直段、上伸出段和下伸出段外端的密封面均为圆弧过渡结构。
11.进一步的,所述上伸出段、下伸出段与竖直段之间的夹角范围为25
°
~35。
12.进一步的,所述密封橡胶件由丁腈橡胶、氢化丁腈橡胶、氟橡胶、偏氟醚橡胶或氟硅橡胶制成。
13.与现有技术相比,本实用新型的有益效果如下:
14.1.本实用新型密封件的端面为水平对称的类“k”型结构,改变了装配(压缩)状态应力分布,降低应力数值,避免了高温、振动工况条件下密封体内部生热造成的橡胶交联键疲劳、断裂、变形,形成较大的塑性永久变形和挤出的问题,有效提高密封件密封可靠性和
使用寿命。
15.2.本实用新型密封件具有更好的动态稳定性,装配、工作时不易扭转、移动,受力均匀,伸缩空间大,抗疲劳老化性能好的优点。
16.当然地,实施本实用新型的各技术方案并不一定需要同时达到以上所述的所有优点。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他实施例的附图。
18.图1为背景技术中圆形截面密封件装配状态应力分布示意图;
19.图2是本实用新型密封橡胶件的截面结构示意图;
20.图3是本实用新型密封橡胶件装配状态应力分布示意图;
21.图4是本实用新型实施例1的整体结构示意图;
22.图5是本实用新型实施例1的截面结构标注图;
23.图6是本实用新型实施例2的整体结构示意图;
24.图7是本实用新型实施例3的整体结构示意图;
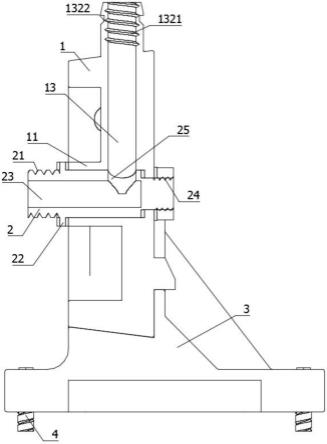
25.图8是本实用新型实施例1的制备模具示意图;
26.图9是本实用新型实施例2的制备模具示意图;
27.图中,1-竖直段,2-主体中段,3-上伸出段,4-下伸出段,5-上模,6-中模,7-下模,8-模芯,9-型腔。
具体实施方式
28.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
29.在本专利的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。
30.在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。下面结合附图和实施例,对本实用新型做详细说明。
31.本实用新型的基本思路是通过改变传统的密封件截面结构,进而改变密封件的应力分布,参见图3,截面呈“k”字母成型的密封件大大降低了应力数值,以达到避免在高温、振动工况条件下密封件因受力过大造成变形、老化开裂的问题。
32.本实用新型密封件的竖直段、上伸出段和下伸出段分别构成主、辅密封结构,可以起到双重密封作用。
33.通过以上两个方面的设计,可以有效提高密封件密封可靠性和使用寿命。
34.实施例1:
35.参见图2,一种高频振动工况用大平面端面密封橡胶件,密封橡胶件整体为闭合结构,参见图4,本实施例中,密封橡胶件的整体形状为圆角长方形。该密封橡胶件的截面呈类“k”字形结构,沿中心线对称,包括一体成型的竖直段1、主体中段2、上伸出段3和下伸出段4;竖直段1位于主体中段2的左侧,竖直段1的上下端竖直伸出主体中段2所在的平面,构成辅密封结构。
36.上伸出段3和下伸出段4位于主体中段的右,上伸出段3和下伸出段4斜向外伸出主体中段2所在平面,整体呈八字形开口结构,构成主密封结构;上伸出段3和下伸出段4的竖直高度大于竖直段1的竖直高度。
37.竖直段1、主体中段2、上伸出段3、下伸出段4的结合部位均为圆弧过渡结构;竖直段、上伸出段和下伸出段外端的密封面均为圆弧过渡结构。
38.参见图5,在本实施例中,竖直段1的高h=(5.2
±
0.1)mm;整个密封橡胶件截面宽l=(4.3
±
0.1)mm;上伸出段3、下伸出段4与主体中段2连接面的圆弧过渡间距h1=(2.6~3.0)mm;上伸出段3、下伸出段4高出竖直段1距离h=(0.3~0.5)mm;上伸出段3、下伸出段4与竖直段1夹角a=25
°
~35
°
;竖直段1的端面圆角r1=(0.3~0.6)mm;上伸出段3、下伸出段4的端面圆角r2=(0.4~0.6)mm;竖直段1与上伸出段3的圆弧过渡圆角r4=(1.2~1.4)mm,竖直段1与下伸出段3的圆弧过渡圆角r5=(0.7~0.9)mm;上伸出段3、下伸出段4之间圆弧过渡圆角r3=(1.8~2.2)mm;
39.本实施例中,密封橡胶件由耐高温、耐介质性能优异的氟橡胶制成,采用的成型模具参见图8,该模具为三开模形式,包括上模5、中模6、下模7和模芯8,上模5、中模6、下模7和模芯8之间构成型腔9,具体成型步骤如下:
40.首先将氟橡胶混炼胶返炼,出成厚(3.6
±
0.2)mm的胶片,然后裁剪为宽(6.2
±
0.2)mm的胶条,长度与模具型腔9周长相同。
41.在硫化平板上预热模具至170℃,取下模具,打开上模5,将胶条装入型腔9,合上上模5,放入硫化平板打压硫化,保压(10~15)min后泄压,取出模具,依次打开上模5、中模6,取出产品,清理模具进行下一件的生产;
42.硫化好的产品,用刀片去除毛边(修边),放入高温箱进行250℃
×
12h的二段硫化,然后进行外观检验,合格后即为产品。
43.实施例2:
44.参见图6,实施例1不同的的是,本实施例中,密封橡胶件的整体形状为圆角长方形。
45.本实施例中,密封橡胶件由耐高温、耐介质性能优异的丁腈橡胶制成,采用的成型模具参见图9,该模具为双开模形式,包括上模5和下模7,上模5和下模7之间构成型腔9,具体成型步骤如下:
46.首先将丁腈橡胶混炼胶返炼,出成厚(3.6
±
0.2)mm的胶片,然后裁剪为宽(6.2
±
0.2)mm的胶条,长度与模具型腔9周长相同。
47.在硫化平板上预热模具至170℃,取下模具,打开上模5,将胶条装入型腔,合上上模5,放入硫化平板打压硫化,保压(8~10)min后泄压,取出模具,打开上模5、取出产品,清理模具进行下一件的生产。
48.硫化好的产品,用刀片去除毛边(修边),然后进行外观检验,合格后即为产品。
49.实施例3:
50.参见图7,与实施例1或实施例2不同的的是,本实施例中,密封橡胶件的整体形状为圆形。
51.本实用新型适用于高频振动工况用大平面端面静密封,具有低应力分布、抗疲劳老化好、使用寿命长和密封可靠性高的优点;具有更好的动态稳定性,装配、工作时不易扭转、移动,受力均匀,伸缩空间大。适用于振动环境下高温润滑油和其它介质的密封,工况条件为:温度≤150℃,压力≤1.5mpa,环境振动≤500hz;
52.以上应用了具体个例对本实用新型进行阐述,只是用于帮助理解本实用新型,并不用以限制本实用新型。对于本实用新型所属技术领域的技术人员,依据本实用新型的思想,还可以做出若干简单推演、变形或替换。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。