1.本实用新型涉及成型机领域,尤指一种硅胶热压成型机。
背景技术:
2.硅胶产品的成型工艺上,需要使用到热压成型机,热压成型机是成型机的一种,适用于橡胶、塑料行业等化工原料的混炼加工、配料试验,以检测是否达到所要求的颜色和质量,通过将橡胶原料放于模具内,夹于上、下电热板之间,在电热板的加热及压力作用下,使原料成型。
3.现有的热压成型机,由于其下模是固定不动的,硅胶成型开模后需要等待产品冷却定型,增加了生产过程中的等待时间,降低了生产效率。
技术实现要素:
4.本实用新型所要解决的问题在于,提供一种硅胶热压成型机,减少等待时间,提高生产效率。
5.解决上述技术问题要按照本实用新型提供的一种硅胶热压成型机,包含成型机构、换料机构,成型机构包含底板、设置于底板上侧的热压上模、设置于底板上的热压下模,热压上模包含第一直线驱动装置、与第一直线驱动装置驱动连接的上热压板,热压下模包含第二直线驱动装置、与第二直线驱动装置驱动连接的下热压板,换料机构包含设置于热压上模和热压下模之间的换料轨道、设置于换料轨道一侧的推料机构,换料轨道包含并列设置的上轨道、下轨道,上轨道、下轨道上分别滑动连接有上层载料板、下层载料板,推料机构可推动上层载料板、下层载料板分别在上轨道、下轨道上移动。
6.优选地,热压上模还包含上模座、固定连接在上模座四侧和底板之间的支撑柱,第一直线驱动装置固定连接在上模座上,上热压板包含固定连接在第一直线驱动装置的输出轴上的第一电热座、上模仁,第一电热座底部设置有与上模仁匹配的上模槽,上模仁设置于上模槽中;第二直线驱动装置固定连接在底板顶部,下热压板包含固定连接在第二直线驱动装置的输出轴上的下垫板、固定连接在下垫板上的第二电热座,上层载料板、下层载料板底部均设置有与第二电热座匹配的下模槽,当上层载料板、下层载料板移动到第二电热座的正上方时,第二电热座可在第二直线驱动装置的驱动下嵌合在下模槽上。
7.优选地,推料机构包含设置于底板上的支撑台、固定连接在支撑台顶部的推料气缸、与推料气缸驱动连接的推板,推板从上往下依次并列设置有第一吸盘组、第二吸盘组,第一吸盘组、第二吸盘组分别由若干沿推板的长度方向并列设置的第一吸盘、第二吸盘组成,第一吸盘组、第二吸盘组分别与上层载料板、下层载料板对应设置。
8.优选地,还包含冷却机构,冷却机构包含设置于底板上的第三直线驱动装置、与第三直线驱动装置驱动连接且与下模槽匹配的冷却板,当上层载料板、下层载料板移动到冷却板的正上方时,冷却板可在第三直线驱动装置的驱动下嵌合在下模槽上。
9.优选地,换料轨道一端设置有红外线温度计,当上层载料板、下层载料板移动到冷
却板的正上方时,红外线温度计对放置在上层载料板、下层载料板上的材料进行温度探测,换料轨道一侧设置有与红外线温度计数据连接的控制器,换料轨道一侧设置有与控制器电连接的红绿双色警报灯。
10.优选地,上轨道、下轨道的底部均并列设置有若干滚轮,上层载料板、下层载料板垫设在滚轮上。
11.本实用新型的有益效果为:本实用新型提供一种硅胶热压成型机,设置独特的装配结构,由于换料轨道上设置有上轨道、下轨道,上轨道、下轨道上分别滑动连接有上层载料板、下层载料板,硅胶产品在上热压板、下热压板之间成型后打开模具,由于推料机构可推动上层载料板、下层载料板分别在上轨道、下轨道上移动进出模具,即可对上层载料板、下层载料板进行进出模具的切换,无需在开模后等待产品冷却,减少产品冷却成型的等待时间,提高生产效率。
附图说明
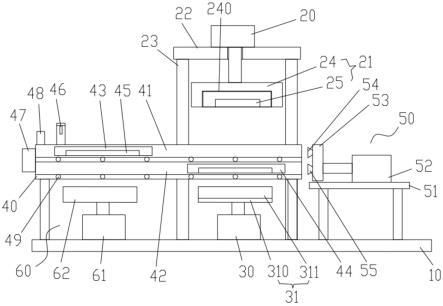
12.图1例示了本实用新型的截面结构示意图。
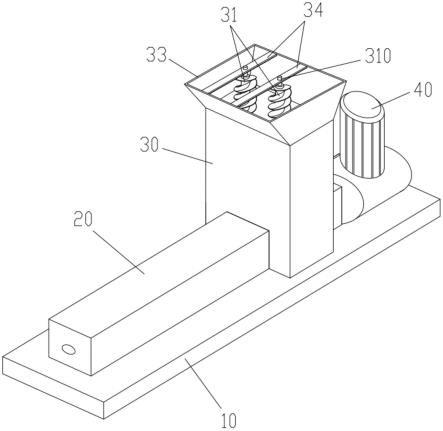
13.图2例示了本实用新型换料轨道的外形结构示意图。
14.附图标号说明:底板10、第一直线驱动装置20、上热压板21、上模座22、支撑柱23、第一电热座24、上模槽240、上模仁25、第二直线驱动装置30、下热压板31、下垫板310、第二电热座311、换料轨道40、上轨道41、下轨道42、上层载料板43、下层载料板44、下模槽45、红外线温度计46、控制器47、红绿双色警报灯48、滚轮49、推料机构50、支撑台51、推料气缸52、推板53、第一吸盘54、第二吸盘55、冷却机构60、第三直线驱动装置61、冷却板62。
具体实施方式
15.为使本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。
16.基于所描述的本公开的实施例,本领域普通技术人员的在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
17.参考图1-图2。
18.本实用新型提供一种硅胶热压成型机,包含成型机构、换料机构,成型机构包含底板10、设置于底板10上侧的热压上模、设置于底板10上的热压下模,热压上模包含第一直线驱动装置20、与第一直线驱动装置20驱动连接的上热压板21,热压下模包含第二直线驱动装置30、与第二直线驱动装置30驱动连接的下热压板31,换料机构包含设置于热压上模和热压下模之间的换料轨道40、设置于换料轨道40一侧的推料机构50,换料轨道40包含并列设置的上轨道41、下轨道42,上轨道41、下轨道42上分别滑动连接有上层载料板43、下层载料板44,推料机构50可推动上层载料板43、下层载料板44分别在上轨道41、下轨道42上移动。
19.具体使用时,初始时上层载料板43、下层载料板44均位于换料轨道40远离推料机构50的一端,模具打开后,通过推料机构将上层载料板43拉入模具中,将硅料原料放置在上层载料板43上,此时上层载料板43位于上热压板21和下热压板31之间,然后通过第一直线
驱动装置20和第二直线驱动装置30分别驱动上热压板21和下热压板31向上层载料板43侧移动,从而对硅胶原料进行热压成型,打开模具后,再通过推料机构50将上层载料板43连同硅胶产品往换料轨道40远离推料机构50侧推出,以让上层载料板43上的硅胶产品在模具外进行冷却定型,然后再让推料机构50将下层载料板44拉入模具中,再将硅胶原料放置在下层载料板44上,并闭合模具对硅胶原料进行热压成型,打开模具后,再将下层载料板44连同硅胶产品往换料轨道40远离推料机构50侧推出,以让下层载料板44上的硅胶产品在模具外进行冷却定型,此时上层载料板43上的硅胶产品已冷却成型,即可再让上层载料板43进入模具中,如此循环操作,无需让产品留在模具内冷却,减少等待时间,有效地提高了生产效率。
20.基于上述实施例,热压上模还包含上模座22、固定连接在上模座22四侧和底板10之间的支撑柱23,第一直线驱动装置20固定连接在上模座22上,上热压板21包含固定连接在第一直线驱动装置20的输出轴上的第一电热座24、上模仁25,第一电热座24底部设置有与上模仁25匹配的上模槽240,上模仁25设置于上模槽240中;第二直线驱动装置30固定连接在底板10顶部,下热压板31包含固定连接在第二直线驱动装置30的输出轴上的下垫板310、固定连接在下垫板310上的第二电热座311,上层载料板43、下层载料板44底部均设置有与第二电热座311匹配的下模槽45,当上层载料板43、下层载料板44移动到第二电热座311的正上方时,第二电热座311可在第二直线驱动装置30的驱动下嵌合在下模槽45上。第一电热座24、第二电热座311通电后发热,上模仁25将被第一电热座24加热,当上层载料板43或下层载料板44被拉入模具中后,下模槽45将对准第二电热座311,将硅胶原料放置在进入模具中的上层载料板43或下层载料板44上,再通过第一直线驱动装置20和第二直线驱动装置30分别驱动上热压板21和下热压板31向进入模具中的上层载料板43或下层载料板44侧移动,第二电热座311将嵌合在下模槽45中对进入模具中的上层载料板43或下层载料板44进行加热,闭合模具后,硅胶原料进入上模仁25中,硅胶原料在上模仁25、进入模具中的上层载料板43或下层载料板44之间热压成型。
21.基于上述实施例,推料机构50包含设置于底板10上的支撑台51、固定连接在支撑台51顶部的推料气缸52、与推料气缸52驱动连接的推板53,推板53从上往下依次并列设置有第一吸盘组、第二吸盘组,第一吸盘组、第二吸盘组分别由若干沿推板53的长度方向并列设置的第一吸盘54、第二吸盘55组成,第一吸盘组、第二吸盘组分别与上层载料板43、下层载料板44对应设置。当需要通过推料机构50驱动上层载料板43或下层载料板44分别沿着上轨道41、下轨道42移动时,分别利用第一吸盘组或第二吸盘组的第一吸盘54、第二吸盘55对上层载料板43、下层载料板44进行吸附连接,以确保推板53与上层载料板43或下层载料板44连接固定,可以对第一吸盘54、第二吸盘55进行独立控制,避免对上层载料板43、下层载料板44同时吸附。
22.基于上述实施例,还包含冷却机构60,冷却机构60包含设置于底板10上的第三直线驱动装置61、与第三直线驱动装置61驱动连接且与下模槽45匹配的冷却板62,当上层载料板43、下层载料板44移动到冷却板62的正上方时,冷却板62可在第三直线驱动装置61的驱动下嵌合在下模槽45上。当硅胶产品在上层载料板43或下层载料板44上成型后,模具打开后,通过推料机构50将上层载料板43、下层载料板44沿着换料轨道40往冷却机构60上侧推动,再通过第三直线驱动装置61驱动冷却板62上升到嵌合在上层载料板43或下层载料板
44的下模槽45中,让冷却板62对上层载料板43、下层载料板44进行冷却降温,达到快速降低硅胶产品温度的作用,加快产品冷却定型。
23.基于上述实施例,换料轨道40一端设置有红外线温度计46,当上层载料板43、下层载料板44移动到冷却板62的正上方时,红外线温度计46对放置在上层载料板43、下层载料板44上的材料进行温度探测,换料轨道40一侧设置有与红外线温度计46数据连接的控制器47,换料轨道40一侧设置有与控制器47电连接的红绿双色警报灯48。当上层载料板43或下层载料板44的硅胶产品在冷却机构60上冷却定型时,红外线温度计46将对硅胶产品的温度进行探测并将温度数据发送给控制器47,在控制器47上预设产品冷却定型的温度规格,在探测的温度未达到规格温度时,红绿双色警报灯48亮起红灯,当产品表面探测的温度达到温度规格时,控制器47将控制红绿双色警报灯48亮起绿灯,提示现场工作人员该硅胶产品已冷却定型,即可将该硅胶产品取出,确保成型过程持续进行。
24.基于上述实施例,上轨道41、下轨道42的底部均并列设置有若干滚轮49,上层载料板43、下层载料板44垫设在滚轮49上,可以提高上层载料板43、下层载料板44的移动流畅性。
25.以上实施方式仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通工程技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的权利要求书确定的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。