1.本实用新型涉及纸袋加工领域,具体而言,涉及一种纸袋糊底机。
背景技术:
2.如图1所示为一种纸袋的半成品,其底部需封闭方可装载物品,该过程即为纸袋糊底工艺。纸袋糊底过程,需先将纸袋左右两侧的左右侧片内折,同时在其表面喷涂胶水,之后再将其后端的后侧片内折与左右侧片粘合,并在后侧片喷涂胶水,最后再将前端的前侧片内折与后侧片粘合,如此纸袋的底端便封闭完成。此过程若由人工完成效率极低,鉴于此,本技术发明人发明了一种纸袋糊底机。
技术实现要素:
3.本实用新型的目的在于提供一种结构简单、设计合理、实现纸袋自动糊底的纸袋糊底机。
4.为实现上述目的,本实用新型采用以下技术方案:一种纸袋糊底机,包括至少一个糊底单元、一设于糊底单元后侧的涂胶机构,所述糊底单元包括:
5.输送机构,所述输送机构包括前后延伸设置的输送轨道、设于输送轨道上的支撑架,
6.压板机构,所述压板机构包括两个侧压组件及一个后压组件,两个侧压组件设于所述输送轨道上,且分别位于支撑架的两侧,所述侧压组件包括可左右移动的侧压板,且侧压板设于侧压组件靠近支撑架的一侧,所述后压组件设于输送轨道的后侧,所述后压组件包括可前后移动的后压板,且后压板设于后压组件的前端,
7.加压机构,所述加压机构设于所述输送轨道的上方,所述加压机构包括可上下运动的加压板;
8.所述涂胶机构包括涂胶机器人、设于涂胶机器人上的点胶头。
9.进一步地,所述输送轨道包括输送带、设于输送带上的输送板,所述支撑架及侧压组件均设于所述输送板上。
10.进一步地,所述输送板的下方还设有前后延伸设置的导轨,所述输送板底端设有与导轨滑动配合的导向块。
11.进一步地,所述支撑架的顶端设有与纸袋底端对应设置的支撑板,所述支撑架的底部设有限位板。
12.进一步地,所述侧压组件包括与支撑架对应设置的侧压支柱、设于侧压支柱上并驱动侧压板左右运动的侧压气缸。
13.进一步地,所述侧压支柱上还设有固定板气缸、由固定板气缸驱动左右运动的固定板,所述固定板位于所述侧压板的下方,且位于侧压支柱靠近支撑架的一侧。
14.进一步地,所述后压组件包括与支撑架对应设置的后压支柱、设于后压支柱上并驱动后压板前后运动的后压气缸。
15.进一步地,所述加压机构包括位于输送轨道中部上方的安装支架,所述安装支架上设有升降气缸、由升降气缸驱动升降的升降板,所述升降板上设有加压气缸,所述加压板设于所述加压气缸的活塞上。
16.进一步地,所述升降板的前后两侧均设有可前后运动的辅助压板,且所述升降板上设有驱动辅助压板运动的辅助气缸。
17.进一步地,所述糊底单元的数量为三个,且糊底单元沿左右方向线性阵列排布。
18.采用上述技术方案后,本实用新型与现有技术相比,具有如下优点:
19.本实用新型纸袋糊底机结构简单、设计合理,可实现纸袋的自动糊底,各机构配合巧妙,工作效率高。
附图说明
20.图1为本实用新型实施例待糊底纸袋示意图,此时纸袋底端朝上,同时也是在纸袋糊底机上的也是该状态;
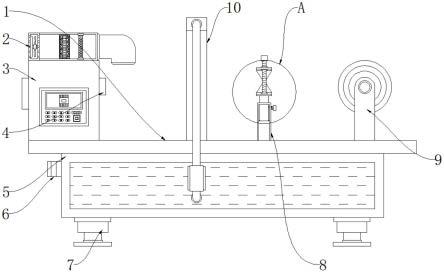
21.图2为实用新型实施例纸袋糊底机示意图;
22.图3为实用新型实施例一个输送机构及压板机构示意图;
23.图4为图3中局部示意图;
24.图5为实用新型实施例加压机构示意图。
25.附图标记说明:
26.10-纸袋,
27.11-左右侧片,12-后侧片,13-前侧片,
28.20-输送机构,
29.21-输送轨道,211-输送带,212-输送板,213-导轨,
30.22-支撑架,221-支撑板,222-限位板,
31.30-压板机构,
32.31-侧压组件,311-侧压板,312-侧压支柱,313-侧压气缸,314-固定板气缸,315-固定板,
33.32-后压组件,321-后压板,322-后压支柱,323-后压气缸,
34.40-加压机构,
35.41-加压板,42-安装支架,43-升降气缸,44-升降板,45-加压气缸,46-辅助压板,47-辅助气缸,
36.50-涂胶机构,51-涂胶机器人。
具体实施方式
37.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
38.在本实用新型中需要说明的是,术语“上”“下”“左”“右”“竖直”“水平”“内”“外”等均为基于附图所示的方位或位置关系,仅仅是为了便于描述本实用新型和简化描述,而不是指示或暗示本实用新型的装置或元件必须具有特定的方位,因此不能理解为对本实用新
型的限制。
39.实施例
40.配合图1至图5所示,本实用新型公开了一种纸袋10糊底机,主要用于对如图1所示的纸袋10进行糊底,该纸袋10的糊底封闭过程,需先将纸袋10左右两侧的左右侧片11内折,同时在其表面喷涂胶水,之后再将其后端的后侧片12内折与左右侧片11粘合,并在后侧片12喷涂胶水,最后再将前端的前侧片13内折与后侧片12粘合,如此纸袋10的底端便封闭完成。
41.配合图1至图5所示,一种纸袋10糊底机,包括至少一个糊底单元、一设于糊底单元后侧的涂胶机构50,因该糊底单元设置有加压机构40用于对涂胶粘合后的纸袋10底部进行加压定型,而加压定型需一定时间(该过程也是等待胶水固化),故一个涂胶机构50与多个糊底单元配合,以提高整体效率。本实施例中,所述糊底单元的数量为三个,且沿左右方向线性阵列排布,涂胶机构50设于中间糊底单元的正后方。
42.所述糊底单元包括:输送机构20,压板机构30及加压机构40,输送机构20用于纸袋10在整个糊底单元的输送,压板机构30用于压合纸袋10的侧片以配合喷涂胶水及粘合侧片,加压机构40用于纸袋10底部最终的加压定型。
43.配合图2至图4所示,输送机构20,所述输送机构20包括前后延伸设置的输送轨道21、设于输送轨道21上的支撑架22,其中,所述支撑架22顶端设有与纸袋10底端对应设置的支撑板221,所述支撑架22的底部设有限位板222。限位板222包括两块,分别与纸袋10两侧对应设置,纸袋10自上而下套置在支撑架22外周,直至纸袋10两侧对应与两限位板222相抵,支撑板221将其底端支撑开,同时也为后续涂胶、粘合、加压提供支撑。
44.所述输送轨道21包括输送带211、设于输送带211上的输送板212,所述支撑架22设于所述输送板212上。输送带211为输送皮带。同时为了输送板212的前后运动更加平稳,在所述输送板212的下方还设有前后延伸设置的导轨213,所述输送板212底端设有与导轨213滑动配合的导向块。输送带211带动输送板212前后运动时,导向块沿着导轨213滑动,其中,所述输送板212的中部与输送带211连接固定,且输送板212的左右两侧均对应设有导向块及导轨213。
45.压板机构30,所述压板机构30包括两个侧压组件31及一个后压组件32,两个侧压组件31设于所述输送轨道21上,且分别位于支撑架22的两侧,具体的,侧压组件31均设于所述输送板212上随输送板212前后运动。
46.所述侧压组件31包括可左右移动的侧压板311,且侧压板311设于侧压组件31靠近支撑架22的一侧。具体的,所述侧压组件31包括与支撑架22对应设置的侧压支柱312、设于侧压支柱312上并驱动侧压板311左右运动的侧压气缸313。所述侧压板311在侧压气缸313的驱动下,可自两侧将纸袋10的左右侧片11朝纸袋10内侧压折(纸袋10原本在压折位置就已有压折痕),且左右侧片11在侧压板311的作用下被压折贴合在支撑板221上,如此便于后续涂胶作业。需注意的是,在左右侧片11完成涂胶后,侧压板311即复位远离纸袋10,以便于后续的粘合及加压定型。
47.其中,所述侧压支柱312上还设有固定板气缸314、由固定板气缸314驱动左右运动的固定板315,所述固定板315位于所述侧压板311的下方,且位于侧压支柱312靠近支撑架22的一侧。固定板315在固定板气缸314的作用下,自纸袋10两侧将纸袋10压紧在支撑板221
侧面而固定,固定板315在整个糊底加工过程始终将纸袋10压紧,直至最终加压定型完成要卸下纸袋10时,固定板315才复位远离纸袋10。
48.所述后压组件32设于输送轨道21的后侧, 所述后压组件32包括可前后移动的后压板321,且后压板321设于后压组件32的前端。具体的,所述后压组件32包括与支撑架22对应设置的后压支柱322、设于后压支柱322上并驱动后压板321前后运动的后压气缸323。当支撑架22上的纸袋10到达输送轨道21的后端,且纸袋10的左右侧片11涂胶完成后,后压板321在后压气缸323的驱动下朝前运动,从而将纸袋10的后侧片12朝前折压,如此便于在后侧片12喷涂胶水。
49.配合图2、图5所示,加压机构40,所述加压机构40设于所述输送轨道21的上方,所述加压机构40包括可上下运动的加压板41。具体的,所述加压机构40包括位于输送轨道21中部上方的安装支架42,所述安装支架42上设有升降气缸43、由升降气缸43驱动升降的升降板44,所述升降板44上设有加压气缸45,所述加压板41设于所述加压气缸45的活塞上。所述升降板44的前后两侧均设有可前后运动的辅助压板46,且所述升降板44上设有驱动辅助压板46运动的辅助气缸47。
50.三个糊底单元的安装支架42一体设置,支撑架22上的纸袋10到达安装支架42下方时(此时纸袋10的左右侧片11及后侧片12已完成涂胶),升降气缸43驱动升降板44下降,使得升降板44前侧两侧的辅助压板46分别与纸袋10的前侧片13、后侧片12对应,随后辅助气缸47驱动辅助压板46运动将纸袋10的后侧片12、前侧片13先后朝纸袋10内侧压折至支撑板221上,之后加压气缸45再驱动加压板41下压至纸袋10上并停留一定时间,使得胶水固化同时纸袋10被粘合定型。其中,加压板41下压至纸袋10时位于两块辅助压板46之间。
51.所述涂胶机构50包括涂胶机器人51、设于涂胶机器人51上的点胶头(图中未示出)。机器人可根据需求选择五轴机器人或六轴机器人,点胶头用于储存喷涂胶水,可更换。
52.该纸袋10糊底机的工作过程如下:支撑架22位于输送轨道21的前端,人工将待糊底纸袋10套置支撑架22上,侧压板311将纸袋10的左右侧片11压折并压紧在支撑板221上,同时固定板315将纸袋10两侧压紧固定,之后输送轨道21将纸袋10输送至输送轨道21的后端,涂胶机构50给纸袋10的左右侧片11涂胶,随后侧压板311朝两侧运动脱离纸袋10,同时后压板321将纸袋10后侧片12朝前压折,涂胶机构50给后侧片12涂胶。涂胶完成后,后侧板脱离纸袋10,输送轨道21将纸袋10输送至安装支架42下方,升降气缸43驱动升降板44下降,随后辅助气缸47驱动辅助压板46运动将纸袋10的后侧片12、前侧片13先后朝纸袋10内侧压折,纸袋10的左右侧片11、后侧片12及前侧片13均被粘合固定,之后加压板41下压至纸袋10上并停留一定时间,使得胶水固化同时纸袋10被定型,最后输送轨道21再将糊底完成的纸袋10输送至输送轨道21前端,并由人工将糊底完成的纸袋10取下。
53.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。