1.本技术涉及板件制造装置的技术领域,尤其是涉及一种板件运输定位装置。
背景技术:
2.工厂制造中,经常需要流水线运输板件物品到达下一个操作工位进行相应的操作,但是在运输过程中,会导致板件物品到达工位的位置偏离原设定的加工位置,例如电路板在流水线生产时,需要运输电路板在多个工位之间进行加工操作,在转移至某一操作工位前,需要对电路板件进行准确定位,以保证电路板件在下一个工位上能准确的完成加工,而负责转移的定位装置尤为关键。
3.针对上述中的相关技术,发明人认为现有的定位转移装置技术中,常常会出现以下问题,板件到达定位点前具有一段输送过程,在抵达定位点前,由于板件惯性的存在或多或少会产生一定的位置偏移,影响了板件定位的精度,从而对于板件后续的加工,造成较大影响。
技术实现要素:
4.为了能够提高板件到达下一个操作点前的定位精度,本技术提供一种板件运输定位装置。
5.本技术提供的一种板件运输定位装置采用如下的技术方案:
6.一种板件运输定位装置,包括:
7.机架;
8.输送机构,安装于所述机架上;
9.纵向定位机构,安装于所述输送机构的两侧;
10.横向定位机构,包括限位组件和推送组件,所述限位组件包括挡板和用于驱动所述挡板转动的驱动电机,所述挡板通过所述驱动电机与所述机架连接;所述推送组件包括第一驱动件和与所述第一驱动件连接的摆动部件;
11.其中,所述摆动部件受控于所述第一驱动件以平行于所述输送机构的输送方向靠近或远离挡板发生摆动。
12.通过采用上述技术方案,输送机构将板件运输至定位点的同时驱动电机驱动挡板转动至垂直输送机构的运输方向,将板件的第一侧抵挡使其停留在定位点;第一驱动件驱动摆动部件以平行于输送机构的输送方向靠近挡板摆动,在摆动部件摆动时,会推动偏离原定位点位置的板件靠近挡板移动,直至摆动部件与输送机构的输送方向垂直,此时,摆动部件与挡板将板件沿输送机构的输送方向上夹紧,实现板件的横向定位。横向定位机构完成定位后,纵向定位机构实现板件的纵向定位,横向定位机构与纵向定位机构配合用于实现板件的整体定位,从而提高板件在到达操作点之前的定位精度。
13.可选的,所述横向定位机构还包括:
14.第二驱动件,安装于机构上用于驱动所述推送组件沿着所述输送机构的输送方向
运动。
15.通过采用上述技术方案,当板件的定位完成后,第二驱动件驱动推送组件沿着运输机构方向运动,能够使摆动部件与挡板更好的夹紧板件,使整个板件的定位效果更好,此外,第二驱动件能够驱动推送组件沿着运输机构方向远离挡板运动,因此,能够使本技术方案能够定位不同尺寸的板件。
16.可选的,所述摆动部件包括:
17.齿条,与所述第一驱动件连接;
18.齿轮,与所述机架转动连接,且与所述齿条啮合;
19.摆动杆,与所述齿轮连接,所述摆动杆的摆动幅度受控于所述齿轮的转动角度。
20.通过采用上述技术方案,第一驱动件驱动齿条移动,齿轮与齿条之间因啮合而相互作用,因此齿轮会带动摆动杆沿输送机构的输送方向靠近挡板摆动。此外,齿轮与齿条之间的啮合运动能够使摆动杆在摆动过程中摆动均匀,进而能够使摆动杆推动板件靠近挡板运动时受力均匀,提高板件的横向定位精度,使本技术方案的定位效果更好。
21.可选的,所述摆动部件还包括:
22.导向轮,所述导向轮设于所述机架上;
23.其中,所述齿条被限位于所述导向轮与所述齿轮之间,且所述齿条与所述导向轮相抵触。
24.通过采用上述技术方案,齿条被限于导向轮与齿轮之间,因此导向轮能够加强齿条与齿轮之间的啮合效果,齿条因啮合带动齿轮运动的效果就会更好,进而能够使摆动部件在摆动过程中的受力更均匀,提高摆动部件对板件的横向定位效果。
25.可选的,所述输送机构包括:
26.第一抬升件,与所述机架连接;
27.第一传送件,与所述第一抬升件连接;
28.第二抬升件,与所述机架连接;
29.第二传送件,与所述第二抬升件连接,且所述第一传送件设于所述第二传送件的两侧。
30.通过采用上述技术方案,第一抬升件驱动第一传送件输送板件至定位点,第二抬升件驱动第二传送件将板件从定位点输送至下一个操作点。第一抬升件输送板件至定位点时,第一抬升件驱动第一传送件抬升且高于第二传送件。当板件的定位完成后,第二抬升件驱动第二传送件,并将第二传送件抬起,使板件升起高于机架的操作平台,并输送板件至下一个操作点。本技术方案中,第一传送件将板件输送至定位点时,第一传送件快速下落并低于第二传送件,致使板件快速脱离第一传送件的接触并落入第二传送件上,减少板件的运动惯性,降低板件运输时出现的位置偏差,提高板件到达下一个操作点的整体定位精度。
31.可选的,所述第二传送件上设有一防滑层。
32.通过采用上述技术方案,所述防滑层能够防止板件在第二传送件上运输时不易滑动,增加板件与第二传送件的摩擦力,使板件到达下一个操作点的整体定位精度更高。
33.可选的,所述纵向定位机构包括:
34.纵向定位板,设于所述输送机构的一侧;
35.纵向驱动件,与所述纵向定位板连接,用于带动所述纵向定位板沿着所述机架的
宽度方向移动;
36.其中,所述机架的宽度方向与所述输送机构的运输方向垂直。
37.通过采用上述技术方案,纵向定位板能够在纵向驱动件的驱动下,沿着机架的宽度方向运动直至将板件的纵向两侧抵住,使板件垂直输送机构的输送方向上的定位效果更好,加强板件的整体定位精度。
38.可选的,所述纵向定位板与所述机架滑动连接。
39.通过采用上述技术方案,能够使纵向定位板在纵向驱动件的驱动下,能够更好的沿着输送机构的输送方向移动,能够使纵向定位板对板件的纵向定位效果更好。
40.可选的,所述板件运输定位装置还包括:
41.限位导向片,所述限位导向片位于所述输送机构输送方向的上游,所述纵向定位机构位于所述输送机构输送方向的下游,两所述限位导向片之间形成限位通道。
42.通过采用上述技术方案,限位导向片能够在输送机构输送时,将板件限位至限位通道内移动,使板件顺利到达定位点位置,提高板件后期的定位精度。
43.可选的,所述板件运输定位装置还包括:
44.压平机构,设于所述纵向定位机构一侧,所述压平机构包括推动件和压平件,所述推动件与所述机架滑动连接,所述压平件与所述推动件连接,所述压平件包括至少两个压平气缸和压平触头,所述压平触头与所述压平气缸连接;
45.其中,所述推动件用于推动所述压平件沿着所述机架的宽度方向移动,所述压平气缸用于驱动所述压平触头沿垂直所述机架上设有的操作平台的平面方向运动。
46.通过采用上述技术方案,板件完成定位后,推动件能够推动压平件沿着机架的宽度方向移动,直至压平件位于板件的正上方,然后压平气缸驱动所述压平触头沿垂直所述机架上设有的操作平台的平面方向运动,直至压平触头与板件接触,进而将板件压平,使板件贴合机架上操作平台的平面上。
47.综上所述,本技术包括以下至少一种有益技术效果:
48.1.纵向定位机构设有限位组件与推送组件配合实现板件沿输送机构的输送方向上的定位,当板件输送至定位点,驱动电机驱动挡板,挡板与板件接触而使板件停止,推送组件设有的第一驱动件驱动摆动部件以平行于输送机构的输送方向靠近挡板摆动,从而提高板件沿输送机构的输送方向上的定位效果;
49.2.输送机构采用第一抬升件与第二抬升件的配合,第一传送件输送板件至定位点时快速下落并低于第二传送件,致使板件快速落入第二传送件上,脱离于第一传送件的接触,停止输送过程,减少板件的运动惯性,降低板件运输时出现的位置偏差,提高板件到达下一个操作点的整体定位精度。
附图说明
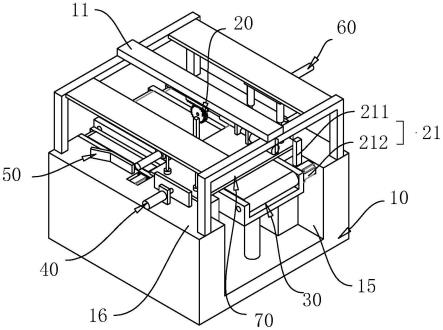
50.图1是本技术实施例的板件运输定位装置整体结构示意图。
51.图2是横向定位机构与板件位置结构示意图。
52.图3是输送机构的结构与板件位置结构示意图。
53.图4是输送机构和限位导向片的位置结构示意图。
54.图5是纵向定位机构与压平机构的位置结构示意图。
55.附图标记说明:10、机架;11、横向支架;12、滑动支架;13、齿轮安装架;14、推动支架;15、安装槽;16、操作平台;20、横向定位机构;21、限位组件;211、挡板;212、驱动电机;22、推送组件;221、第一驱动件;222、齿条;223、齿轮;224、摆动杆;225、导向轮;23、第二驱动件;231、驱动气缸;232、驱动连接架;30、输送机构;31、第一抬升件;32、第一传送件;321、第一传送带;322、第一连接架;33、第二抬升件;34、第二传送件;341、第二传送带;342、第二连接架;40、纵向定位机构;41、纵向定位板;42、纵向驱动件;421、抵挡板;50、限位导向片;51、限位通道;60、压平机构;611、推动架;612、推动气缸;621、压平气缸;622、气缸输出轴;623、压平触头;70、板件。
具体实施方式
56.以下结合附图对本技术作进一步详细说明。
57.参照图1,一种板件运输定位装置,包括机架10,安装于机架10上的横向定位机构20、输送机构30以及纵向定位机构40。输送机构30安装于机架10开设的安装槽15内部,纵向定位机构40位于输送机构30的两侧,且与机架10的操作平台16连接。横向定位机构20设于输送机构30的上方,并与机架10连接。
58.横向定位机构20包括限位组件21和推送组件22,限位组件21包括挡板211和用于驱动挡板211转动的驱动电机212,驱动电机212与机架10连接。当启动驱动电机212,驱动电机212能够驱动挡板211与输送机构30上的板件70接触,输送机构30停止对板件70的输送。其中,限位组件21与机架10上设有的安装槽15连接,推送组件22与机架10上设有的横向支架11连接。
59.参照图2,推送组件22包括第一驱动件221和与第一驱动件221连接的摆动部件。本实施例中摆动部件的转动受控于第一驱动件221,第一驱动件221为气缸,能够稳定的驱动摆动部件以平行于输送机构30的输送方向靠近或远离所述挡板211发生摆动。其中,推送组件22通过滑动支架12与横向支架11连接。
60.摆动部件包括与第一驱动件221的输出轴连接的齿条222,与齿条222啮合的齿轮223以及与齿轮223连接的摆动杆224。齿轮223与机架10设有的齿轮安装架13转动连接,齿轮安装架13与滑动支架12连接,保证整个摆动部件的稳固。本实施例中,界定,输送机构30的输送方向为图示标注的f方向,当启动第一驱动件221,齿条222沿着与输送机构30的输送方向反向移动,齿条222带动齿轮223逆时针转动,进而齿轮223带动摆动杆224以平行输送方向f靠近挡板211摆动。当摆动杆224与输送方向f垂直,此时板件70被摆动杆224与挡板211夹紧,第一驱动件221停止驱动齿条222沿着与输送方向f反向移动。当完成板件70沿着输送方向f定位后,启动第一驱动件221,驱动齿条222沿着输送方向f移动,齿条222带动齿轮223顺时针转动,进而齿轮223带动摆动杆224以平行输送方向f远离挡板211摆动。
61.此外,摆动部件还包括与滑动支架12连接的导向轮225,导向轮225与齿条222有光面的一侧抵接,齿条222被限于导向轮225与齿轮223之间,能够使齿条222与齿轮223之间啮合效果更好。
62.横向定位机构20还包括第二驱动件23,第二驱动件23包括驱动气缸231和驱动连接架232,驱动气缸231通过驱动连接架232与横向支架11连接,驱动气缸231的输出轴穿过第二连接架342与滑动支架12连接。推送组件22与横向支架11通过滑动支架12连接,横向支
架11设有用于与滑动支架12连接的滑动槽,滑动槽沿着输送方向f设置。当板件70被摆动杆224与挡板211夹紧后,第二驱动件23驱动推送组件22靠近挡板211移动,使板件70能够更好的定位。
63.参照图3和图4,输送机构30设于机架10的操作平台16的中间,输送机构30包括第一抬升件31,与第一抬升件31连接的第一传送件32,与机架10连接的第二抬升件33,与第二抬升件33连接的第二传送件34,第一传送件32设于第二传送件34的两侧。第二传送件34包括第二连接架342和第二传送带341,第二连接架342上装有供第二传送带341传送的第二棍体,第二棍体与第二连接架342滚动连接,进而带动第二传送带341运输板件70。第一传送体32包括第一连接架322和第一传送带321,第一连接架322设有两个,分别位于第二连接架342的两侧,用于与位于第二连接架342两侧的第一传送带321连接。第一连接架322上均设有与第一连接架322滚动连接的第一棍体,用于带动第一传送带321转动,进而起到运输板件70的效果。
64.其中,第二连接架342与第二抬升件33连接,第二抬升件33为气缸,气缸的输出轴与第二连接架342连接。位于第二连接架342两侧的第一连接架322之间通过至少两连接板连接,连接板与第一连接架322的下端垂直设置。第一抬升件31为气缸,且至少设有两个,连接板至少与一第一抬升件31连接,用于驱动第一传送件32整体沿着垂直输送方向f上下移动。第二连接架342位于连接板的上方,第二连接架342与连接板之间间隔设置,间隔范围保证第二连接架342与第一连接架322被抬升时,彼此不会受到影响。
65.参照图4,板件70运输定位装置还包括与机架10连接的限位导向片50,限位导向片位于输送方向f的上游,纵向定位机构40位于输送方向f的下游,两限位导向片之间形成限位通道51。
66.参照图5,纵向定位机构40包括设于输送机构30的一侧的纵向定位板41和与纵向定位板41连接的纵向驱动件42,纵向驱动件42用于带动纵向定位板41沿着机架10的宽度方向移动,本实施例中,机架10的宽度方向与输送方向f在同一平面垂直。纵向驱动件42为气缸,纵向驱动件42的输出轴穿过垫块与纵向定位板41连接,能够使纵向定位板41的受力均匀。纵向驱动件42与机架10连接,且其输出轴与纵向定位板41连接,能够带动纵向定位板41沿着机架10的宽度方向移动。输送机构30的两侧均设有纵向定位板41和纵向驱动件42,当纵向定位板41件时,两侧的纵向驱动件42同时启动,使两侧的纵向定位板41同时沿着机架10的宽度方向相向移动,夹紧板件70的纵向侧,实现板件70的纵向定位。
67.此外,纵向定位板41与机架10滑动连接,机架10设有供纵向定位板41滑动连接的滑动槽,用于限定纵向定位板41的移动位置,提高板件70运输定位装置的定位精度。
68.参照图1和图5,板件运输定位装置还包括压平机构60,纵向定位机构40的两侧都设有压平机构60,压平机构60包括推动件和压平件,推动件包括推动架611和推动气缸612,推动架611与机架10设有的推动支架14滑动连接,压平件与推动件设有的推动架611连接。推动气缸612的输出轴与推动架611连接,推动气缸612能够驱动推动架611沿着机架10的宽度方向移动,进而能够带动压平件沿着机架10的宽度方向移动。压平件包括至少两个压平气缸621和压平触头623,压平气缸621的气缸输出轴622与压平触头623连接,压平气缸621能够驱动压平触头623沿垂直机架10上的操作平台16方向运动。压平触头623采用软质胶头,避免因压平触头623与板件70的接触而对板件70的表面造成损伤。
69.其中,推动支架14与横向支架11平行设置于与输送机构30的上方,且横向支架11的两侧均设有一根推动支架14,用于分别与纵向定位机构40两侧的压平机构60连接。
70.在板件70定位完成后,需要检测板件70是否符合定位标准,本实施例中,横向支架11上设有用于对板件70进行拍照识别定位装置,识别定位装置采用现有技术,不做具体结构描述,识别定位装置设有用于对板件70进行拍照识别的摄像头。通过摄像头对板件70进行拍照,并进行定位识别,进而识别板件70是否定位标准。但是由于板件70在输送和定位过程中,与机架10上的操作平台16不贴合,导致摄像头对板件70的拍照会出现不全面,导致定位识别出现错误判断。因此,需要压平机构60对定位的板件70进行压平处理,提升板件70的整体定位、检测及输送过程的精度。
71.本技术实施例一种板件运输定位装置的实施原理为:首先,第一抬升件31将第一传送件32抬起且高于第二传送件34,并将板件70输送至定位点,第一抬升件31驱动第一传送件32下落至低于第二传送件34,板件70在停止时,瞬间脱离第一传送件32下落至第二传送件34上,减少板件70与第一传送件32的接触摩擦力。接着第一驱动件221驱动摆动部件平行于输送机构30的输送方向摆动。摆动部件在摆动过程中推动板件70,直至与挡板211沿输送机构30的输送方向夹紧板件70,完成板件70沿输送机构30的输送方向上的定位。再者纵向定位机构40的纵向驱动件42驱动纵向定位板41垂直输送机构30的输送方向,直至夹紧板件70,完成板件70沿垂直输送机构30的输送方向上的定位。在纵向定位机构40工作的同时,推动气缸612能够驱动推动架611的移动,进而推动架611带动压平件沿着机架10的宽度方向移动,直至压平件位于板件70的正上方。然后压平气缸621驱动压平触头623沿垂直机架10上的操作平台16方向运动,直至压平触头623与板件70抵接,将未与操作平台16接触的板件70压平,直至定位后的板件70是完全与操作平台16贴合的。最后,板件70完成定位后,第二抬升件33驱动第二传送件34抬升,直至板件70升起高于机架10的操作平台16,启动第二传送件34,在第二传送件34带动下,输送板件70至下一个操作点停止即可完成板件70整个定位输送过程。
72.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。