1.本发明属于角回转电动执行器技术领域中的减振抗冲击的技术范畴,尤其涉及一种用于角回转执行器的镶嵌式蜗轮。
背景技术:
2.电动执行器用于把阀门驱动至全开或全关的位置,用于控制阀的执行机构能够精确地使阀门走到任何位置,对于一些高压大口径的阀门,所需的执行机构输出力矩非常大,其内部的执行机构蜗轮蜗杆承受的冲击力也大,经常发生蜗轮蜗杆因承受冲击力过大而损坏的情况。
3.而目前,电动执行器执行机构蜗轮蜗杆,由于成本原因均采用钢质材料制造而成,当受到冲击力过大时,钢质的蜗轮蜗杆转动受阻,而电动机持续转动,使得钢质的蜗轮蜗杆强行啮合而发热黏合,直至损坏,这样就造成了蜗轮蜗杆同时损坏,且不易拆卸,同时也造成了对电动机的损坏。
4.由此可见现有技术的电动执行器执行机构蜗轮蜗杆,存在不耐冲击,已损坏,寿命低的技术问题,进而导致电动执行器需要经常维修更换的技术问题。
技术实现要素:
5.本发明要实现的目标是:解决现有技术的电动执行器执行机构蜗轮蜗杆,存在不耐冲击,已损坏,寿命低的技术问题,进而导致电动执行器需要经常维修更换的技术问题。
6.为了实现上述目标,本发明提供一种用于角回转执行器的镶嵌式蜗轮。
7.本发明所采用的具体技术方案为:一种用于角回转执行器的镶嵌式蜗轮,包括环状第一钢基体,环状第一钢基体的外圆周设有呈弧形的第二钢基体,所述第二钢基体上固定有扇形铜蜗轮,所述第二钢基体的对称面上设有开槽,所述第二钢基体与所述扇形铜蜗轮铸造在一起后在所述开槽处形成空腔,所述空腔内填充有吸振材料。
8.通过这样的设计,在环状第一钢基体的外圆周设有呈弧形的第二钢基体,第二钢基体与所述扇形铜蜗轮铸造在一起,形成铜和钢镶嵌的复合结构,由于蜗轮齿数多,每个齿转一圈工作的时间不多,磨损少而蜗杆头数少,一个头代表一个齿,转一圈工作时间长,磨损大,为了使得蜗杆与蜗轮寿命相当,增加蜗杆耐磨性,使用钢材并淬火,蜗轮采用软材料,硬度降低,耐磨性降低,能够适应工作要求,又可以保护蜗杆,因此铜和钢镶嵌的复合结构的蜗轮既保证了蜗轮基部的刚性,有保证了扇形铜蜗轮与蜗杆的寿命匹配,同时在受到大的冲击力时,由于扇形铜蜗轮较软,蜗杆将扇形铜蜗轮破坏,而蜗杆保持完好这样就保护了蜗杆,同时也保护电动执行器的电机,降低了过载时对电动执行器的伤害,减轻了损失。
9.进一步的,所述第二钢基体与所述扇形铜蜗轮铸造在一起后在所述开槽处形成空腔,所述空腔内填充有吸振材料。采用这样的设计,当冲击力作用到蜗轮蜗杆上时,冲击力被吸振形成振动被吸振材料吸收,降低了冲击力对蜗轮蜗杆的冲击,保护了蜗轮蜗杆,同时
也保护电动执行器的电机。
10.优选的,吸振材料选用剪切增稠液体stf,剪切增稠液体stf是由聚乙二醇和硅微粒组成,聚乙二醇是一种应用广泛的无毒液体,能承受的温度范围很广,极其细小的硅微粒是stf的另一成分,当运动缓慢时,硬质粒子能够到处运动,剪切增稠液体stf呈现液态,但当运动迅速的时候,硬质粒子互相碰撞,阻碍了彼此的运动,剪切增稠液体stf变得强韧,这种流动性很强的液体和坚硬的微粒结合后,能形成一种刚性的材料。
11.当冲击力作用在蜗轮蜗杆时,涡轮蜗杆形成振动,振动传递给在剪切增稠液体stf,对剪切增稠液体stf形成剪切作用力,振动越强烈,剪切作用力越大,频率越高,剪切增稠液体stf越发粘稠,所吸收的振动能量就越多,当振动消除时,剪切增稠液体stf恢复成液态,为下一次振动吸收做好准备。
12.这样就在一定程度上,降低了冲击力对蜗轮蜗杆的冲击,保护了蜗轮蜗杆,同时也保护电动执行器的电机。
13.作为本发明的进一步改进,开槽的外圆弧面设有弧形盖板,用于铸造时阻挡铜液进入开槽。
14.由于二钢基体与所述扇形铜蜗轮铸造在一起,因此开槽内由被液态铜填充的可能,为了防止铜液进入开槽中,在开槽的外圆弧面设有弧形盖板,这样将铜挡在弧形盖板的外侧,保证开槽内形成空腔。
15.作为本发明的进一步改进,第二钢基体设有若干对称设置的固定缺口,所述缺口包括设置于第二钢基体外圆弧面的止转缺口和设置于第二钢基体内圆弧面基部且位于第二钢基体两端的防脱缺口。
16.作为本发明的进一步改进,所述止转缺口成u型,所述防脱缺口设有相互连接在一起的止转部和防脱部,止转部和防脱部均呈矩形,防脱部位于第二钢基体端部,防脱部位于止转部的内侧下方。
17.第二钢基体呈弧形,并设置在环状第一钢基体的外圆周面上,而止转缺口成u型分别对称地设置在第二钢基体的两个与环状第一钢基体轴线相垂直的端面顶部,防脱缺口则设置在第二钢基体端部。
18.作为本发明的进一步改进,所述止转缺口设有6个,所述防脱缺口设有4个。止转缺口和防脱缺口的个数可以根据具体情况确定,旨在保证扇形铜蜗轮的工作时受力平衡,避免扇形铜蜗轮从第二钢基体脱落。
19.作为本发明的进一步改进,所述扇形铜蜗轮设有与所述止转缺口和防脱缺口相配合的凸缘。
20.作为本发明的进一步改进,所述第二钢基体的端部与所述扇形铜蜗轮的端部设有密封端盖,用于密封所述开槽,形成空腔。
21.密封端盖将所述开槽的两端封堵,使得开槽与密封端盖形成空腔,空腔内部充满剪切增稠液体stf,当冲击力作用在蜗轮蜗杆时,涡轮蜗杆形成振动,振动传递给在剪切增稠液体stf,对剪切增稠液体stf形成剪切作用力,振动越强烈,剪切作用力越大,频率越高,剪切增稠液体stf越发粘稠,所吸收的振动能量就越多,当振动消除时,剪切增稠液体stf恢复成液态,为下一次振动吸收做好准备。
22.作为本发明的进一步改进,所述密封端盖通过螺栓连接到第二钢基体和扇形铜蜗
轮上。提供了一种具体的密封端盖的固定方式。在能够将开槽形成密封空腔的前提下也可以采用其他的固定方式,比如焊接或者胶粘。
23.作为本发明的进一步改进,所述扇形铜蜗轮由铸造锡青铜通过离心铸造的方式包铸在所述第二钢基体上。
24.离心铸造是将液体金属注入高速旋转的铸型内,使金属液做离心运动充满铸型和形成铸件的技术和方法,由于离心运动使液体金属在径向能很好地充满铸型并形成铸件的自由表面,并在离心力的作用下,铸造件的质地更均匀密实,采用这种方式进行铸造扇形铜蜗轮,能够更好地将融化的铜填充满所述止转缺口和防脱缺口,并在扇形铜蜗轮的铸造成型腔体内填充满。
25.作为本发明的进一步改进,所述扇形铜蜗轮离心铸造时形成蜗轮齿。
26.由于采用离心铸造,仅需在扇形铜蜗轮的铸造成型腔体圆周面上设置相应的蜗轮齿形,即可通过离心运动使液体金属在径向能很好地充满相应的蜗轮齿形,形成扇形铜蜗轮的蜗轮齿。
27.本发明的积极效果是:实现了角回转执行器蜗轮的镶嵌式结构,保证了蜗轮的刚性和耐冲击,同时有润滑作用,有利于减小摩擦;发生故障不能转动时,蜗杆把质地软的扇形铜蜗轮坏,来保护电机不被烧坏,保护蜗杆不会被磨坏。
附图说明
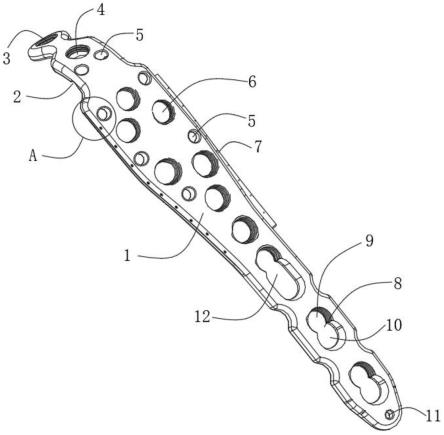
28.图1是本发明一种用于角回转执行器的镶嵌式蜗轮三维结构示意图;图2是图1中所示本发明一种用于角回转执行器的镶嵌式蜗轮第一钢基体和第二钢基体的结构示意图;图3是图2中所示本发明一种用于角回转执行器的镶嵌式蜗轮n处放大图;图4是图1中所示本发明一种用于角回转执行器的镶嵌式蜗轮扇形铜蜗轮的结构示意图;图5是图2中所示本发明一种用于角回转执行器的镶嵌式蜗轮的第一钢基体和第二钢基体的正视图;图6是图5中所示本发明一种用于角回转执行器的镶嵌式蜗轮仰视图;图7是图6中所示本发明一种用于角回转执行器的镶嵌式蜗轮a-a向剖视图;图例说明:1—第一钢基体, 2—固定孔, 3—键槽,4—第二钢基体,5—扇形铜蜗轮,6—止转缺口,7—防脱缺口,701—止转部,702—防脱部,703—连接部,8—防脱凸缘,801—止转凸缘,9—开槽,10—密封垫,11—密封端盖,12—固定螺栓。
具体实施方式
29.下面结合附图和具体实施例对本发明进行详细描述:具体实施例:在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必
须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
31.以下结合具体实施例对本发明的具体实现进行详细描述。
32.实施例一:一种用于角回转执行器的镶嵌式蜗轮,包括环状第一钢基体,环状第一钢基体的外圆周设有呈弧形的第二钢基体,所述第二钢基体上固定有扇形铜蜗轮,所述第二钢基体的对称面上设有开槽,所述第二钢基体与所述扇形铜蜗轮铸造在一起后在所述开槽处形成空腔,所述空腔内填充有吸振材料。
33.具体的,如图1,图2,图4和图5所示,镶嵌式蜗轮包括第一钢基体1,第一钢基体1为环状,第一钢基体的中心设有固定孔2,用于将镶嵌式蜗轮固定在蜗轮轴上,当铸造完成后在后续加工中,在第一钢基体1的固定孔2的壁上加工出键槽3,用于防止镶嵌式蜗轮在蜗轮轴上转动,第一钢基体1的外圆周上设置有第二钢基体4,第二钢基体4上设有4对对称设置的固定缺口,所述缺口包括设置于第二钢基体外圆弧面的三对止转缺口6和设置于第二钢基体内圆弧面基部且位于第二钢基体两端的两对防脱缺口7,止转缺口6和防脱缺口7成u型,第二钢基体4的对称面上设有开槽9,如图7所示,当第二钢基体4与扇形铜蜗轮5铸造在一起后在开槽9处形成空腔,空腔内填充有吸振材料。
34.通过这样的设计,在环状第一钢基体1的外圆周设有呈弧形的第二钢基体4,第二钢基体4与所述扇形铜蜗轮5铸造在一起,形成铜和钢镶嵌的复合结构,由于蜗轮齿数多,每个齿转一圈工作的时间不多,磨损少而蜗杆头数少,一个头代表一个齿,转一圈工作时间长,磨损大,为了使得蜗杆与蜗轮寿命相当,增加蜗杆耐磨性,使用钢材并淬火,蜗轮采用软材料,硬度降低,耐磨性降低,能够适应工作要求,又可以保护蜗杆,因此铜和钢镶嵌的复合结构的蜗轮既保证了蜗轮基部的刚性,有保证了扇形铜蜗轮5与蜗杆的寿命匹配,同时在受到大的冲击力时,由于扇形铜蜗轮5较软,蜗杆将扇形铜蜗轮5破坏,而蜗杆保持完好这样就保护了蜗杆,同时也保护电动执行器的电机,降低了过载时对电动执行器的伤害,减轻了损失。
35.进一步的,所述第二钢基体4与所述扇形铜蜗轮5铸造在一起后在所述开槽9处形成空腔,空腔内填充有吸振材料,当冲击力作用到蜗轮蜗杆上时,冲击力被吸振形成振动被吸振材料吸收,降低了冲击力对蜗轮蜗杆的冲击,保护了蜗轮蜗杆,同时也保护电动执行器的电机。
36.优选的,吸振材料选用剪切增稠液体stf,当冲击力作用在蜗轮蜗杆时,涡轮蜗杆形成振动,振动传递给在剪切增稠液体stf,对剪切增稠液体stf形成剪切作用力,振动越强烈,剪切作用力越大,频率越高,剪切增稠液体stf越发黏稠,所吸收的振动能量就越多,当振动消除时,剪切增稠液体stf恢复成液态,为下一次振动吸收做好准备。
37.这样就在一定程度上,降低了冲击力对蜗轮蜗杆的冲击,保护了蜗轮蜗杆,同时也保护电动执行器的电机。
38.实施例二:在实施例一的基础上,如图3所示防脱缺口7设有相互连接在一起的止转部701和
防脱部702,止转部701和防脱部702均呈矩形,防脱部702位于第二钢基体4的端部,防脱部702位于止转部701的内侧下方,第二钢基体4呈弧形,并设置在环状第一钢基体1的外圆周面上,而止转缺口6成u型分别对称地设置在第二钢基体4的两个与环状第一钢基体1轴线相垂直的端面顶部,防脱缺口7则设置在第二钢基体4的端部。
39.实施例三:在实施例二的基础上,作为本发明的进一步改进,开槽9的外圆弧面设有弧形盖板,用于铸造时阻挡铜液进入开槽。
40.由于二钢基体与所述扇形铜蜗轮铸造在一起,因此开槽内由被液态铜填充的可能,为了防止铜液进入开槽中,在开槽的外圆弧面设有弧形盖板,这样将铜挡在弧形盖板的外侧,保证开槽内形成空腔。
41.实施例四:如图7所示,在实施例三的基础上,第二钢基体4的端部与扇形铜蜗轮5的端部设有密封端盖11,用于密封所述开槽,形成空腔。
42.密封端盖11将所述开槽9的两端封堵,使得开槽9、扇形铜蜗轮5与密封端盖形成空腔,空腔内部充满剪切增稠液体stf,当冲击力作用在蜗轮蜗杆时,涡轮蜗杆形成振动,振动传递给在剪切增稠液体stf,对剪切增稠液体stf形成剪切作用力,振动越强烈,剪切作用力越大,频率越高,剪切增稠液体stf越发黏稠,所吸收的振动能量就越多,当振动消除时,剪切增稠液体stf恢复成液态,为下一次振动吸收做好准备。
43.密封端盖11通过固定螺栓12连接到第二钢基体和扇形铜蜗轮上,并采用密封垫12密封。
44.实施例五:在实施例三基础上,扇形铜蜗轮5由铸造锡青铜通过离心铸造的方式包铸在所述第二钢基体4上。
45.离心铸造是将液体金属注入高速旋转的铸型内,使金属液做离心运动充满铸型和形成铸件的技术和方法,由于离心运动使液体金属在径向能很好地充满铸型并形成铸件的自由表面,并在离心力的作用下,铸造件的质地更均匀密实,采用这种方式进行铸造扇形铜蜗轮,能够更好地将融化的铜填充满所述止转缺口和防脱缺口,并在扇形铜蜗轮的铸造成型腔体内填充满。扇形铜蜗轮离心铸造时形成蜗轮齿,由于采用离心铸造,仅需在扇形铜蜗轮的铸造成型腔体圆周面上设置相应的蜗轮齿形,即可通过离心运动使液体金属在径向能很好地充满相应的蜗轮齿形,形成扇形铜蜗轮的蜗轮齿。
46.前述内容已经宽泛地概述出各个实施例的一些方面和特征,其应该被解释为仅是各个潜在应用的说明。其他有益结果可以通过以不同方式应用公开的信息或通过组合公开的实施例的各个方面来获得。在由权利要求限定的范围的基础上,结合附图地参考对示例性实施例的具体描述可获得其他方面和更全面的理解。
47.上述实施例对本发明做了详细说明。当然,上述说明并非对本发明的限制,本发明也不仅限于上述例子,相关技术人员在本发明的实质范围内所作出的变化、改型、添加或减少、替换,也属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。