技术特征:
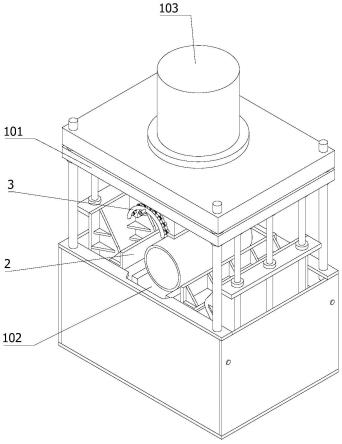
1.一种管道工程用三通管的成型工艺,通过成型设备实现三通管的加工,该成型设备包括下模(102),以及设置在下模(102)顶部的上模(101),以及用于驱动上模(101)向下模(102)移动的驱动组件(103),其特征在于,上模(101)相对下模(102)自上向下依次具有初始高度、执行高度和合模高度,成型设备还包括夹扁机构(2)和冷却机构(3),夹扁机构(2)设置在下模(102)上并与上模(101)传动连接,上模(101)自初始高度移动至执行高度时,夹扁机构(2)沿径向夹扁放置在下模(102)上的坯料管,上模(101)自执行高度移动至合模高度时,夹扁机构(2)松开坯料管以避让上模(101);冷却机构(3)设置在上模(101)上;成型工艺包括以下步骤:步骤一,将加热的坯料管水平放置在下模(102)上;步骤二,启动驱动组件(103),上模(101)相对下模(102)自初始高度下降至执行高度,在此过程中,夹扁机构(2)夹扁坯料管,坯料管整体径向截面呈椭圆形且其底部落入到下模(102)中;步骤三,继续启动驱动组件(103),上模(101)自执行高度移动至合模高度的过程中,夹扁机构(2)松开胚料管,上模(101)抵接在胚料管的顶端后继续下压,坯料管的底部向下突出并形成鼓包;步骤四,在即将合模前,启动冷却机构(3),对上模(101)和坯料管的上弧面进行冷却,直到合模以形成完整的鼓包;步骤五,对鼓包进行开孔拔制。2.根据权利要求1所述的一种管道工程用三通管的成型工艺,其特征在于,夹扁机构(2)包括定位部、夹持部和联动部;定位部沿水平方向设置在下模(102)上坯料管轴向的两侧;两个夹持部相向或背向地滑动设置在定位部上,两个夹持部位于下模(102)上坯料管水平径向的两侧;两个联动部设置在下模(102)中并与上模(101)传动连接,两个联动部位于两个夹持部的外侧,联动部与夹持部引导连接,上模(101)自初始高度移动至执行高度时,两个联动部下降带动两个夹持部相对移动以夹持放置在下模(102)上的坯料管;上模(101)自执行高度移动至合模高度时,两个联动部继续下降带动两个夹持部松开放置在下模(102)上的坯料管。3.根据权利要求2所述的一种管道工程用三通管的成型工艺,其特征在于,定位部包括第一固定座(201)和固定杆(202),第一固定座(201)固定设置在下模(102)上沿坯料管轴向的两侧,固定杆(202)水平设置在第一固定座(201)上,固定杆(202)沿坯料管的径向延伸;夹持部包括安装架(203)、第二固定座(204)、辊轴(205)、第一侧板(206)和弹簧(207),第二固定座(204)固定设置在安装架(203)的两侧,两个安装架(203)通过第二固定座(204)相向或背向地滑动设置在固定杆(202)上;辊轴(205)转动地设置在安装架(203)的外侧,辊轴(205)沿坯料管的轴向延伸;第一侧板(206)固定设置在安装架(203)的顶端,第一侧板(206)沿坯料管的轴向延伸;弹簧(207)套设在固定杆(202)上,弹簧(207)的两端分别抵接在第一固定座(201)和第二固定座(204)的相对侧;联动部包括第二侧板(209)、连接柱(210)和定位板(211),第二侧板(209)沿竖直方向设置在安装架(203)的外侧;连接柱(210)沿竖直方向固定连接上模(101)和第二侧板(209);定位板(211)等间距地设置在第二侧板(209)朝向安装架(203)的一侧,定位板(211)的外侧设置有侧顶,以及位于侧顶顶端并与其连接的第一斜侧边,以及位于侧顶的底端并与其连接的第二斜侧板,辊轴(205)弹性抵接在定位板(211)上,侧顶、第一斜侧边和第二斜
侧边与辊轴(205)滑动配合,上模(101)自初始高度移动至执行高度时,辊轴(205)自第二斜侧边的底端移动至侧顶,上模(101)自执行高度移动至合模高度时,辊轴(205)自侧顶移动至第一斜侧边的顶端。4.根据权利要求2所述的一种管道工程用三通管的成型工艺,其特征在于,定位部包括第一固定座(201)和固定杆(202),第一固定座(201)固定设置在下模(102)上沿坯料管轴向的两侧,固定杆(202)水平设置在第一固定座(201)上,固定杆(202)沿坯料管的径向延伸;夹持部包括安装架(203)、辊轴(205)、第一侧板(206)和磁力杆(208),两个安装架(203)的两侧均设置有第二固定座(204),两个安装架(203)通过第二固定座(204)相向或背向地滑动设置在固定杆(202)上;辊轴(205)转动地设置在安装架(203)的外侧,辊轴(205)沿坯料管的轴向延伸,辊轴(205)的内部中空;第一侧板(206)固定设置在安装架(203)的顶端,第一侧板(206)沿坯料管的轴向延伸;磁力杆(208)设置在中空的辊轴(205)中;联动部包括第二侧板(209)、连接柱(210)和定位板(211),第二侧板(209)沿竖直方向设置在安装架(203)的外侧;连接柱(210)沿竖直方向固定连接上模(101)和第二侧板(209);定位板(211)等间距地设置在第二侧板(209)朝向安装架(203)的一侧,定位板(211)的外侧设置有侧顶,以及位于侧顶顶端并与其连接的第一斜侧边,以及位于侧顶的底端并与其连接的第二斜侧板,辊轴(205)通过磁力杆(208)磁性吸附在定位板(211)上,侧顶、第一斜侧边和第二斜侧边与辊轴(205)滑动配合,上模(101)自初始高度移动至执行高度时,辊轴(205)自第二斜侧边的底端移动至侧顶,上模(101)自执行高度移动至合模高度时,辊轴(205)自侧顶移动至第一斜侧边的顶端。5.根据权利要求1-4中任意一项所述的一种管道工程用三通管的成型工艺,其特征在于,上模(101)为分体件,冷却机构(3)包括换热管(301)、第一总流管(302)和第二总流管(303);换热管(301)均布在上模(101)的分割面中;第一总流管(302)连接所有换热管(301)的一端;第二总流管(303)连接所有换热管(301)的另一端,换热液依次流过第一总流管(302)、换热管(301)和第二总流管(303)。6.一种管道工程用三通管的成型设备,包括下模(102),以及设置在下模(102)顶部的上模(101),以及用于驱动上模(101)向下模(102)移动的驱动组件(103),其特征在于,上模(101)相对下模(102)自上向下依次具有初始高度、执行高度和合模高度,成型设备还包括夹扁机构(2)和冷却机构(3),夹扁机构(2)设置在下模(102)上并与上模(101)传动连接,上模(101)自初始高度移动至执行高度时,夹扁机构(2)沿径向夹扁放置在下模(102)上的坯料管,上模(101)自执行高度移动至合模高度时,夹扁机构(2)松开坯料管以避让上模(101);冷却机构(3)设置在上模(101)上。7.根据权利要求6所述的一种管道工程用三通管的成型设备,其特征在于,夹扁机构(2)包括定位部、夹持部和联动部;定位部沿水平方向设置在下模(102)上坯料管轴向的两侧;两个夹持部相向或背向地滑动设置在定位部上,两个夹持部位于下模(102)上坯料管水平径向的两侧;两个联动部设置在下模(102)中并与上模(101)传动连接,两个联动部位于两个夹持部的外侧,联动部与夹持部引导连接,上模(101)自初始高度移动至执行高度时,两个联动部
下降带动两个夹持部相对移动以夹持放置在下模(102)上的坯料管;上模(101)自执行高度移动至合模高度时,两个联动部继续下降带动两个夹持部松开放置在下模(102)上的坯料管。8.根据权利要求7所述的一种管道工程用三通管的成型设备,其特征在于,定位部包括第一固定座(201)和固定杆(202),第一固定座(201)固定设置在下模(102)上沿坯料管轴向的两侧,固定杆(202)水平设置在第一固定座(201)上,固定杆(202)沿坯料管的径向延伸;夹持部包括安装架(203)、第二固定座(204)、辊轴(205)、第一侧板(206)和弹簧(207),第二固定座(204)固定设置在安装架(203)的两侧,两个安装架(203)通过第二固定座(204)相向或背向地滑动设置在固定杆(202)上;辊轴(205)转动地设置在安装架(203)的外侧,辊轴(205)沿坯料管的轴向延伸;第一侧板(206)固定设置在安装架(203)的顶端,第一侧板(206)沿坯料管的轴向延伸;弹簧(207)套设在固定杆(202)上,弹簧(207)的两端分别抵接在第一固定座(201)和第二固定座(204)的相对侧;联动部包括第二侧板(209)、连接柱(210)和定位板(211),第二侧板(209)沿竖直方向设置在安装架(203)的外侧;连接柱(210)沿竖直方向固定连接上模(101)和第二侧板(209);定位板(211)等间距地设置在第二侧板(209)朝向安装架(203)的一侧,定位板(211)的外侧设置有侧顶,以及位于侧顶顶端并与其连接的第一斜侧边,以及位于侧顶的底端并与其连接的第二斜侧板,辊轴(205)弹性抵接在定位板(211)上,侧顶、第一斜侧边和第二斜侧边与辊轴(205)滑动配合,上模(101)自初始高度移动至执行高度时,辊轴(205)自第二斜侧边的底端移动至侧顶,上模(101)自执行高度移动至合模高度时,辊轴(205)自侧顶移动至第一斜侧边的顶端。9.根据权利要求7所述的一种管道工程用三通管的成型设备,其特征在于,定位部包括第一固定座(201)和固定杆(202),第一固定座(201)固定设置在下模(102)上沿坯料管轴向的两侧,固定杆(202)水平设置在第一固定座(201)上,固定杆(202)沿坯料管的径向延伸;夹持部包括安装架(203)、辊轴(205)、第一侧板(206)和磁力杆(208),两个安装架(203)的两侧均设置有第二固定座(204),两个安装架(203)通过第二固定座(204)相向或背向地滑动设置在固定杆(202)上;辊轴(205)转动地设置在安装架(203)的外侧,辊轴(205)沿坯料管的轴向延伸,辊轴(205)的内部中空;第一侧板(206)固定设置在安装架(203)的顶端,第一侧板(206)沿坯料管的轴向延伸;磁力杆(208)设置在中空的辊轴(205)中;联动部包括第二侧板(209)、连接柱(210)和定位板(211),第二侧板(209)沿竖直方向设置在安装架(203)的外侧;连接柱(210)沿竖直方向固定连接上模(101)和第二侧板(209);定位板(211)等间距地设置在第二侧板(209)朝向安装架(203)的一侧,定位板(211)的外侧设置有侧顶,以及位于侧顶顶端并与其连接的第一斜侧边,以及位于侧顶的底端并与其连接的第二斜侧板,辊轴(205)通过磁力杆(208)磁性吸附在定位板(211)上,侧顶、第一斜侧边和第二斜侧边与辊轴(205)滑动配合,上模(101)自初始高度移动至执行高度时,辊轴(205)自第二斜侧边的底端移动至侧顶,上模(101)自执行高度移动至合模高度时,辊轴(205)自侧顶移动至第一斜侧边的顶端。10.根据权利要求6-9中任意一项所述的一种管道工程用三通管的成型设备,其特征在于,上模(101)为分体件,冷却机构(3)包括换热管(301)、第一总流管(302)和第二总流管(303);换热管(301)均布在上模(101)的分割面中;
第一总流管(302)连接所有换热管(301)的一端;第二总流管(303)连接所有换热管(301)的另一端,换热液依次流过第一总流管(302)、换热管(301)和第二总流管(303)。
技术总结
本发明涉及材料加工技术领域,具体是涉及一种管道工程用三通管的成型工艺。成型工艺包括以下步骤:步骤一,将加热的坯料管水平放置在下模上;步骤二,启动驱动组件,上模相对下模自初始高度下降至执行高度,在此过程中,夹扁机构夹扁坯料管;步骤三,继续启动驱动组件,上模自执行高度移动至合模高度的过程中,夹扁机构松开胚料管,上模抵接在胚料管的顶端后继续下压,坯料管的底部向下突出并形成鼓包;步骤四,在即将合模前,启动冷却机构,对上模和坯料管的上弧面进行冷却,直到合模以形成完整的鼓包;步骤五,对鼓包进行开孔拔制,本成型工艺的热量损失小,节约了能源。本发明还涉及一种管道工程用三通管的成型设备。道工程用三通管的成型设备。道工程用三通管的成型设备。
技术研发人员:王鹏飞 赵德清 刘文广 孙文达 齐永明 李阜宽 汪连恒 毛勇 朱从建
受保护的技术使用者:河北沧海核装备科技股份有限公司
技术研发日:2022.08.31
技术公布日:2022/12/16
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。