1.本发明涉及厨具设备技术领域,一种厨具不锈钢焊接残余应力消除方法。
背景技术:
2.焊接技术在人们的日常生活中都有多应用,如航空航天、汽车制造和船舶等。目前焊接技术不仅可以实现金属物件的连接,陶瓷和半导体等材料也可使用焊接技术得到可靠的连接,焊接技术极大促进制造业的发展。同时,各种各样的焊接技术(熔焊、钎焊和压焊)也在厨具产业中得到应用,厨具锅、厨具盆和家用电器(抽油烟机和电冰箱等)等生产制造过程中焊接是必不可少的。由于焊接是以加热、高温或者高压的方式连接金属或其它热塑性材料的制造工艺及技术,焊接件在焊接热过程中会因变形受到约束而产生残留在焊接结构中的内应力被称为残余应力,尤其是以焊缝金属熔化后再凝固、冷却收缩受到约束而产生的热应力最为显著,是残余应力的主要部分。
3.厨具不锈钢材料(板状或管状)在焊接过程也会参数较大残余应力,残余应力的存在严重影响了结构件的静载强度、耐腐蚀性能和尺寸的稳定性。因此厨具不锈钢材料在焊接之后应适当降低结构件的残余应力,满足结构件在厨房中承载、排污和加热烹饪时的需求。目前针对厨具不锈钢焊后残余应力消除方式主要有自然时效、热时效和振动时效三种,存在效率低、能耗高和效果差的问题。一种合适降低焊后残余应力的应用是亟待解决的问题。
4.针对厨具不锈钢焊后具有较大残余应力难以满足使用要求的技术难题,本发明提出采用磁处理降低残余应力方法,通过磁场与铁磁性材料相互作用降低残余应力,具有经济效益高、处理效果优异和自动化程度高的特点,可有效解决厨具不锈钢焊后残余应力高的问题。
技术实现要素:
5.厨具生产过程中焊接技术是必不可少的,焊接往往会导致结构件产生残余应力。现有的自然时效、热时效和振动时效降低残余应力,存在时间长、效果差和难以满足使用要求的技术问题。本发明提供一种采用电磁脉冲磁处理降低厨具不锈钢焊后残余应力的方法,利用磁场和铁磁性材料的相互作用,促进结构件的残余应力的降低,提高其使用性能。
6.本发明的技术方案如下:
7.一种厨具不锈钢焊接残余应力消除方法,包括如下步骤:
8.1)母材准备:
9.采用厨具所用的不锈钢,分别用320#、600#、800#、1000#、1500#、2000#的砂纸对待焊表面进行打磨,然后用1μm的金刚石悬浮抛光液对材料的待焊表面进行抛光,并用超声清洗去除表面污渍,用酒精棉轻轻擦拭烘干备用;
10.2)板件焊接:
11.将待焊的厨具不锈钢母材,置于焊接系统中,焊接过程使用氩气作为保护气进行
焊接实验,焊接过程设置合适的焊接参数,激光焊接后取下焊接件备用;
12.3)焊接件焊后残余应力分析:
13.取焊后的厨具不锈钢管,分析焊后的焊接件的残余应力,采用xrd无损检测发进行焊接件的焊后残余应力测量,记录数据备用;
14.4)焊接厨具不锈钢板件的电磁脉冲消除:
15.设计电磁脉冲残余应力消除系统,对步骤2)中所获得的焊接管件进行电磁脉冲残余应力的消除;利用磁脉冲处理焊后的不锈钢厨具接头,进而得到性能良好的不锈钢结构件;电磁脉冲效应会使接头内部发生“磁致伸缩”和“磁致塑性”的现象,在微观尺度上会诱导位错密度,分布和迁移等形态的改变、影响析出相的种类及其分布,同时抑制微观裂纹的生长促进其愈合等潜在缓和效应,进而释放残余应力;
16.5)电磁脉冲处理后样品残余应力测量:
17.对步骤4)中电磁脉冲处理后的厨具焊件,使用xrd无损检测进行残余应力测量,将测得数值与步骤3)中的数值进行对比分析。
18.进一步的,所述步骤2)中的焊接系统采用激光焊接系统或tig焊接系统,根据实际需要可选用激光焊接或者tig焊接。
19.进一步的,所述步骤4)中的电磁脉冲残余应力消除系统包括电源、变压器、电容器组c、电阻r1、电感l、罗氏线圈、主控单元、开关驱动器、开关k1、开关k2及回路线圈,所述电源与变压器相连,所述变压器、开关k1、开关k2、回路线圈、电感l及电阻r1串联;所述主控单元与开关驱动器相连,并通过开关驱动器控制开关k1及开关k2,所述电容器组c一端连接在开关k1与开关k2之间,另一端连接在电阻r1与电感l之间。
20.进一步的,所述电容器组c包括一组并联设置的高压脉冲电容器;选择脉冲电容器促进“应力缓解区”磁场强度的不同,进而适应于不同焊接工艺下的不锈钢接头。
21.进一步的,所述回路线圈采用板状线圈或螺线圈线圈,根据实际产品形状选取板状线圈或螺线圈线圈作为回路线圈,如厨具不锈钢板件为平板状采用板状线圈,如厨具不锈钢板件为管状采用螺线圈线圈;改变线圈的结构及缠绕方式,适应于复杂结构件的焊接接头,使得方法具有普适性。
22.进一步的,所述步骤4)中电磁脉冲残余应力的消除具体过程如下:通过电源施加交流电,交流电经过变压器的转换进行电压的调节,关闭开关k1打开开关k2对电容器组c充电,保证下一步的电容器组的充分放电作用,电路的电容量根据厨具不锈钢的电参数进行选择,接入电路的电阻r1起到限流的作用,以便更好的对电容器组的保护,同时起到控制充电时间;电容器组充电完毕后,随即打开开关k1关闭开关k2,形成放电回路,放电回路中的罗氏线圈起到检测电流的作用,回路中电感调节回路的电参数促进振荡脉冲电流的形成,当通电之后回路线圈附近迅速产生磁场,磁场中厨具不锈钢焊件会迅速产生感应电流即涡流,这时焊接件在磁场中会受到洛伦兹力的作用,主控单元通过控制开关驱动器进行开关k1和k2的反复闭合,实现电容器组的反复充放电进程,处于磁场中的厨具不锈钢焊件由于反复的洛伦兹力作用,达到电磁耦合作用下的塑性效应,实现厨具焊件材料残余应力的去除效果。
23.本发明的有益效果如下:
24.1)处理效果显著,经过处理后的厨具不锈钢结构件的残余应力得到降低。通过磁
场处理降低材料中位错的激活能,使得位错可以更容易进行;同时,磁致振动可以为位错提供能量,导致位错的均匀化进行。此二者的共同作用下可促进获得残余应力低的结构件。
25.2)生产效率高、自动化程度高和操作简单安全。磁脉冲处理结构件的处理时间的处理时间时秒级,可以大大提高生产效率,避免自然时效效率低时间长的问题;磁脉冲处理结构件设备无需繁多的人为操作,基本实现完全自动化,避免振动时效时过多人为操作过程和热时效时高温作业问题。
附图说明
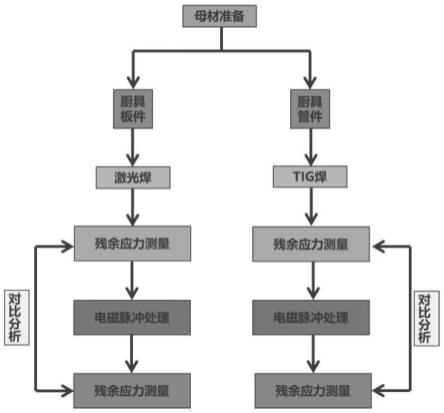
26.图1为本发明的流程图;
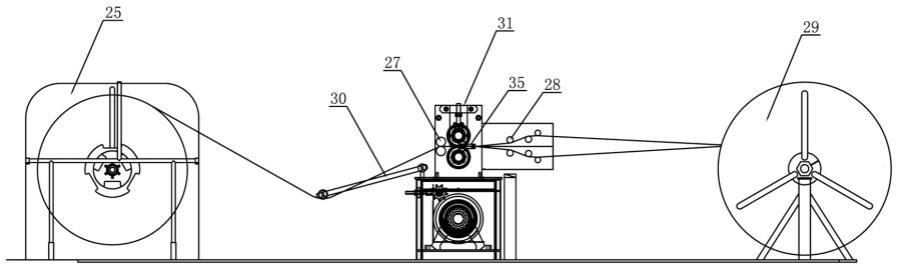
27.图2为本发明厨具不锈钢板件激光焊示意图;
28.图3为本发明厨具不锈钢板件tig焊示意图;
29.图4为本发明实施例1的板件厨具不锈钢电磁脉冲消除残余应力电路图;
30.图5为本发明实施例2的板件厨具不锈钢电磁脉冲消除残余应力电路图;
31.图6为本发明洛伦磁力产生原理图。
具体实施方式
32.下面结合具体实施例对本发明作进一步说明,但本发明的保护范围并不限于此。
33.实施例1:
34.一种厨具不锈钢焊接残余应力的消除方法如下:
35.1)母材准备
36.所述的一种厨具不锈钢焊接残余应力消除方法的母材准备,采用厨具所用的不锈钢,厨具不锈钢板尺寸为40mm*30mm*2mm,分别用320#、600#、800#、1000#、1500#、2000#的砂纸对待焊表面进行打磨,然后用1μm的金刚石悬浮抛光液对材料的待焊表面进行抛光,并用超声清洗去除表面污渍,用酒精棉轻轻擦拭烘干备用。
37.2)板件焊接
38.将待焊的厨具不锈钢母材,置于激光焊接系统中,激光焊装置示意图如图2所示,焊接过程使用氩气作为保护气进行焊接实验,焊接过程设置合适的焊接参数(离焦量、焊接速度和焊接功率等),激光焊接后取下焊接件备用。
39.3)焊接件焊后残余应力分析
40.取焊后的厨具不锈钢板,分析焊后的焊接件的残余应力,采用xrd无损检测发进行焊接件的焊后残余应力测量,记录数据备用。
41.4)焊接厨具不锈钢板件的电磁脉冲消除
42.取2)所获得的焊接板件进行电磁脉冲残余应力的消除其具体实施方法如图4所示。所述的一种厨具不锈钢焊接残余应力消除方法具体的实施步骤是,施加一定的交流电,交流电经过变压器的转换进行电压的调节,关闭开关k1打开开关k2对电容器组c充电,保证下一步的电容器组的充分放电作用,电容器组的组成是一系列高压脉冲电容器,电路的电容量根据厨具不锈钢的电参数进行选择,接入电路的电阻r1起到限流的作用,以便更好的对电容器组的保护,同时还可以起到控制充电时间;电容器组从点完毕后,随即打开开关k1关闭开关k2,形成放电回路,回路采用板状线圈如图3所示,放电回路中的罗氏线圈起到检
测电流的作用,回路中电感调节回路的电参数促进振荡脉冲电流的形成,当通电之后线圈附近迅速产生磁场,磁场中的铁磁性(厨具不锈钢)材料会迅速产生感应电流即涡流,这时焊接件在磁场中会受到洛伦兹力的作用(洛伦磁力产生过程如图5所示),主控单元通过控制开关驱动器进行开关k1和k2的反复闭合,实现电容器组的反复充放电进程,处于磁场中的厨具不锈钢焊件由于反复的洛伦兹力作用,达到电磁耦合作用下的塑性效应,实现厨具焊件材料残余应力的去除效果。
43.5)电磁脉冲处理后样品残余应力测量
44.取4)中电磁脉冲处理后的厨具焊件,使用xrd无损检测进行残余应力测量,将测得数值与3)中的数值进行对比分析。
45.实施例2:
46.一种厨具不锈钢焊接残余应力的消除方法如下:
47.1)母材准备
48.所述的一种厨具不锈钢焊接残余应力消除方法的母材准备,采用厨具所用的不锈钢,厨具不锈钢管尺寸为φ20*1mm高50mm,分别用320#、600#、800#、1000#、1500#、2000#的砂纸对待焊表面进行打磨,然后用1μm的金刚石悬浮抛光液对材料的待焊表面进行抛光,并用超声清洗去除表面污渍,用酒精棉轻轻擦拭烘干备用。
49.2)管件焊接
50.将待焊的厨具不锈钢母材,置于tig焊接系统中,tig焊装置示意图如图3所示,焊接过程使用氩气作为保护气进行焊接实验,焊接过程设置合适的焊接参数(焊接电流和电流频率等),管件的焊接先手动对准两管件的待焊面,先使用点焊对管件四周进行焊接固定,然后进行焊接作业,得到焊接管件。
51.3)焊接件焊后残余应力分析
52.取焊后的厨具不锈钢管,分析焊后的焊接件的残余应力,采用xrd无损检测发进行焊接件的焊后残余应力测量,记录数据备用。
53.4)焊接厨具不锈钢板件的电磁脉冲消除
54.取2)所获得的焊接管件进行电磁脉冲残余应力的消除其具体实施方法如图5所示。所述的一种厨具不锈钢焊接残余应力消除方法具体的实施步骤是,施加一定的交流电,交流电经过变压器的转换进行电压的调节,关闭开关k1打开开关k2对电容器组c充电,保证下一步的电容器组的充分放电作用,电容器组的组成是一系列高压脉冲电容器,电路的电容量根据厨具不锈钢的电参数进行选择,接入电路的电阻r1起到限流的作用,以便更好的对电容器组的保护,同时还可以起到控制充电时间;电容器组充电完毕后,随即打开开关k1关闭开关k2,形成放电回路,回路采用螺线圈线圈如图5所示,放电回路中的罗氏线圈起到检测电流的作用,回路中电感调节回路的电参数促进振荡脉冲电流的形成,当通电之后线圈附近迅速产生磁场,磁场中的铁磁性(厨具不锈钢)材料会迅速产生感应电流即涡流,这时焊接件在磁场中会受到洛伦兹力的作用(洛伦磁力产生过程如图6所示),主控单元通过控制开关驱动器进行开关k1和k2的反复闭合,实现电容器组的反复充放电进程,处于磁场中的厨具不锈钢焊件由于反复的洛伦兹力作用,达到电磁耦合作用下的塑性效应,实现厨具焊件材料残余应力的去除效果。
55.5)电磁脉冲处理后样品残余应力测量
56.取4)中电磁脉冲处理后的厨具焊件,使用xrd无损检测进行残余应力测量,将测得数值与3)中的数值进行对比分析。
57.实施例1-2总结:针对厨具钢焊后残余应力消除,传统的残余应力消除方法处理效果较差的技术难题。本发明提出一种电磁脉冲处理焊后厨具不锈钢的方法,利用电磁耦合作用下铁磁性材料磁致塑性效应和电致塑性效应达到焊后残余应力的卸除,其具体的技术方案如图1所示。相对于其它处理方法,该方法具有效益大,效率高,自动化等特点,各种方法的主要对比如下表总结,电磁脉冲去除厨具不锈钢具有较高的工程实用价值。
58.表1各种处理方式对比
[0059][0060][0061]
本说明书所述的内容仅仅是对发明构思形式的列举,本发明的保护范围不应当被视为仅限于实施所陈述的具体形式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。