1.本发明属于纳米纤维材料领域,具体涉及一种纳米纤维过滤材料及其制备方法。
背景技术:
2.在金属材料高温切割和焊接工艺中,如焊接、激光切割、等离子切割,材料在高温电弧作用下熔化,高温液体表面产生的蒸汽向四周扩散,经环境空气氧化冷却后形成固体颗粒物,这些细微的颗粒物悬浮在空气中,形成超细烟尘。这些烟尘特点是:颗粒物粒径极小,粒径范围一般在0.1到1微米,绝大多数颗粒物在0.5微米以下,而且颗粒物浓度较高,不易被拦截。
3.随着工业的发展,焊接、打磨和切割等工艺在工业生产过程中成了必要的环节,而且工业使用量也非常巨大,但是随着使用量的增大,焊接所产生的烟尘对人体,对大自然环境的危害却没有引起足够的重视。
4.焊接所产生的烟尘成分非常复杂,已在烟尘中发现的元素多达20种以上,其中含量最多的是fe、ca、na等,其次是si、al、mn、ti、cu等。焊接烟尘中的主要有害物质为fe2o3、sio2、mno、hf等。
5.在焊接操作中经常会产生一些有毒的物质。如:乙醛、松香酸、异氰酸盐、氮氧化物、硫化物和碳氢化合物等。并在空气中飞扬。它通过呼吸道侵入到人的肝、肺、心血管及血液中。这些有毒物质正严重的吞噬人类的健康。导致许多职业病的出现。如:肺癌、哮喘、湿疹、支气管炎、皮肤过敏、呼吸道感染等等,重则紊乱中枢神经,破坏消化系统,导致并发症而衰竭死亡。
6.普通的过滤材料,如木浆滤纸或聚酯纤维过滤材料对焊接烟尘的过滤效率极低,烟尘会直接穿透过滤材料,拦截效率达不到排放要求。ptfe覆膜的聚酯材料虽然过滤精度较高,但阻力过高,运行能耗高,处理风量低。现有的纳米纤维过滤材料精度偏低,超细粉尘容易渗透到过滤材料内部,造成气流通道堵塞,阻力上升,清灰效果不理想。
技术实现要素:
7.为了解决上述存在的技术问题,提供了一种纳米纤维过滤材料,包括多级过滤层、支撑层、设于所述多级过滤层和支撑层之间的过渡层;
8.所述过渡层的材质为粘合纤维,支撑层的材质为聚酯纤维或木浆纤维;
9.所述多级过滤层由至少两层过滤材料层组成,靠近所述过渡层的过滤材料层,其纤维直径大于远离过渡层的过滤材料层;所述过滤材料层的材质为聚酰胺纤维、聚丙烯腈纤维、聚偏二氟乙烯纤维、聚氨酯纤维、聚苯乙烯纤维和聚醚砜中的一种或多种;
10.所述支撑层的纤维直径大于过渡层,所述过渡层的纤维直径大于多级过滤层。
11.优选的,所述多级过滤层、支撑层和过渡层的厚度比为2-10:100-300:5-12。
12.优选的,所述粘合纤维由热熔胶或固化剂与纤维原料混合制备得到;所述固化剂为含异氰酸酯基的组分或相对分子质量低的多元醇或多元胺。
13.进一步地,上述纤维原料为聚氨酯纤维,聚氨酯纤维和固化剂的质量比为10-40:1。
14.优选的,所述过渡层的纤维直径为500-1500nm。
15.优选的,所述过渡层的纤维孔径为3-20μm。
16.优选的,所述支撑层的纤维直径为15-80μm。
17.优选的,所述支撑层的纤维孔径为30-72μm。
18.优选的,所述多级过滤层包括设于纳米纤维过滤材料一侧的第一过滤材料层,设于第一过滤材料层和过渡层之间的第二过滤材料层;所述第一过滤材料层的纤维直径为10-100nm;所述第二过滤材料层的纤维直径为100-300nm。
19.进一步地,所述多级过滤层还包括设于第二过滤材料层和过渡层之间的第三过滤材料层;所述第三过滤材料层的纤维直径为300-800nm。
20.上述的纳米纤维过滤材料的制备方法,包括如下步骤:
21.采用静电纺丝工艺,配置纤维纺丝液;纤维纺丝液经流量泵以10-800ml/h的流速的设定的流量进入纺丝喷头后,在电源电压30-60kv,接收距离12-30cm的高压静电场作用下拉升形成纳米纤维,改变工艺参数,按同样的方法于上方形成过渡层和过滤层,得到纳米纤维过滤材料。
22.本发明的技术方案相比现有技术具有以下优点:
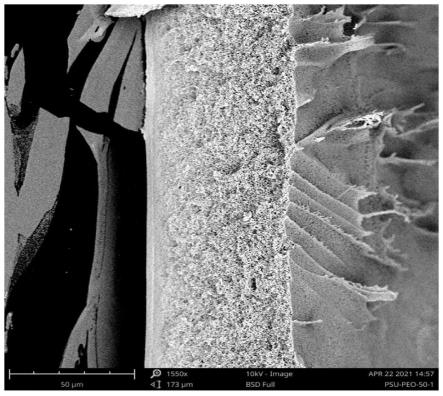
23.本发明涉及一种专门针对焊接切割烟尘开发的特种纳米纤维过滤材料,特点是迎风面结构致密、孔径小、过滤精度高,既有良好的表面清灰性能,又能显著降低运行阻力,大幅降低能耗。在同等过滤精度的条件下,阻力仅为ptfe覆膜材料的60-80%。
24.焊接烟尘用纳米纤维材料利用表面过滤机理,采用反向梯度结构,自迎风面至支撑层方向,纤维丝径逐步增大,密度依次递减,孔隙逐步扩大。既保证了表层的高精度过滤效率,又能降低整体材料的风阻,致密的表层孔隙结构还同时提高了材料的清灰能力,延长使用寿命。该材料包含至少3个结构层,过滤层、过渡层和支撑层,过滤层又至少包含2个或2个以上过滤层,如第一过滤层、第二过滤层和第三过滤层等,每个过滤层的纤维直径依次增大,孔隙率变大。过渡层采用粘合纤维,以提高过滤层与骨架层的附着粘合力,防止反吹时脱落。
附图说明
25.图1为纳米纤维过滤材料的内部结构示意图。
26.附图标记说明:1-多级过滤层,2-过渡层,3-支撑层,1.1-第一过滤材料层,1.2-第二过滤材料层,1.3-第三过滤材料层。
具体实施方式
27.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
28.实施例1
29.一种纳米纤维过滤材料,包括多级过滤层1、支撑层3和设于多级过滤层1和支撑层3之间的过渡层2;
30.过渡层2的材质为所述粘合纤维包括聚氨酯纤维和固化剂,厚度为8μm;聚氨酯和固化剂的质量比为25:1,纤维直径为1000nm,纤维孔径为12μm。
31.支撑层3的材质为木浆纤维,厚度为200μm,纤维直径为27μm,纤维孔径为68μm,克重为135g/m2。
32.多级过滤层1包括设于纳米纤维过滤材料外侧的第一过滤材料层1.1和设于第一过滤材料层1.1和过渡层2之间的第二过滤材料层1.2;第一过滤材料层1.1的材质为聚酰胺(pa)纤维,第二过滤材料层1.2的材质为聚偏二氟乙烯(pvdf)纤维。
33.第一过滤材料层1.1的纤维直径为55nm;第二过滤材料层1.2的纤维直径为200nm。
34.多级过滤层1还包括设于第二过滤材料层1.2和过渡层2之间的第三过滤材料层1.3;第三过滤材料层1.3的材质为聚氨酯(pu)纤维,其纤维直径为550nm。
35.实施例2
36.一种纳米纤维过滤材料,包括多级过滤层1、支撑层3和设于多级过滤层1和支撑层3之间的过渡层2;
37.过渡层2的材质为所述粘合纤维包括聚氨酯纤维和固化剂,厚度为8μm;聚氨酯和固化剂的质量比为25:1,纤维直径为1000nm,纤维孔径为12μm。
38.支撑层3的材质为聚酯纤维,厚度为200μm,纤维直径为27μm,纤维孔径为72μm,克重240g/m2。
39.多级过滤层1包括设于纳米纤维过滤材料外侧的第一过滤材料层1.1和设于第一过滤材料层1.1和过渡层2之间的第二过滤材料层1.2;第一过滤材料层1.1的材质为聚偏二氟乙烯纤维,第二过滤材料层1.2的材质为聚偏二氟乙烯纤维。
40.第一过滤材料层1.1的纤维直径为125nm;第二过滤材料层1.2的纤维直径为225nm。
41.多级过滤层1还包括设于第二过滤材料层1.2和过渡层2之间的第三过滤材料层1.3;第三过滤材料层1.3的材质为聚氨酯纤维,其纤维直径为550nm。
42.实施例3
43.一种纳米纤维过滤材料,包括多级过滤层1、支撑层3和设于多级过滤层1和支撑层3之间的过渡层2;
44.过渡层2的材质为所述粘合纤维包括聚氨酯纤维和固化剂,厚度为8μm;聚氨酯和固化剂的质量比为25:1,纤维直径为1000nm,纤维孔径为12μm。
45.支撑层3的材质为聚酯纤维,厚度为200μm,纤维直径为15μm,纤维孔径为30μm,克重240g/m2。
46.多级过滤层1包括设于纳米纤维过滤材料外侧的第一过滤材料层1.1和设于第一过滤材料层1.1和过渡层2之间的第二过滤材料层1.2;第一过滤材料层1.1的材质为聚酰胺纤维,第二过滤材料层1.2的材质为聚丙烯腈纤维。
47.第一过滤材料层1.1的纤维直径为125nm;第二过滤材料层1.2的纤维直径为225nm。
48.多级过滤层1还包括设于第二过滤材料层1.2和过渡层2之间的第三过滤材料层1.3;第三过滤材料层1.3的材质为聚氨酯纤维,其纤维直径为550nm。
49.实施例4
50.一种纳米纤维过滤材料,包括多级过滤层1、支撑层3和设于多级过滤层1和支撑层3之间的过渡层2;
51.过渡层2的材质为所述粘合纤维包括聚氨酯纤维和固化剂,厚度为8μm;聚氨酯和固化剂的质量比为25:1,纤维直径为1000nm,纤维孔径为12μm。
52.支撑层3的材质为聚酯纤维,厚度为200μm,纤维直径为80μm,纤维孔径为72μm,克重240g/m2。
53.多级过滤层1包括设于纳米纤维过滤材料外侧的第一过滤材料层1.1和设于第一过滤材料层1.1和过渡层2之间的第二过滤材料层1.2;第一过滤材料层1.1的材质为聚苯乙烯纤维,第二过滤材料层1.2的材质为聚醚砜。
54.第一过滤材料层1.1的纤维直径为125nm;第二过滤材料层1.2的纤维直径为225nm。
55.多级过滤层1还包括设于第二过滤材料层1.2和过渡层2之间的第三过滤材料层1.3;第三过滤材料层1.3的材质为聚氨酯纤维,其纤维直径为550nm。
56.实施例5
57.采用静电纺丝工艺,配置纤维纺丝液;纤维纺丝液经流量泵以10ml/h的流速的设定的流量进入纺丝喷头后,在电源电压30kv,接收距离12cm的高压静电场作用下拉升形成支撑层后,改变工艺参数,按同样的方法于上方形成过渡层和过滤层,得到纳米纤维过滤材料。
58.实施例6
59.采用静电纺丝工艺,配置纤维纺丝液;纤维纺丝液经流量泵以800ml/h的流速的设定的流量进入纺丝喷头后,在电源电压60kv,接收距离30cm的高压静电场作用下拉升形成纳米纤维,改变工艺参数,按同样的方法于上方形成过渡层和过滤层,得到纳米纤维过滤材料。
60.对比例1
61.本对比例为普通聚酯纤维过滤材料,其纤维直径18-25μm,孔径30-80μm,克重为240g/m2。
62.对比例2
63.本对比例为ptfe覆膜聚酯过滤材料,其聚酯纤维直径18-25μm,孔径30-80μm,ptfe膜纤维直径100-800nm,克重为260g/m2。
64.对比例3
65.本对比例为普通纳米纤维滤纸,其木浆纤维直径20-34μm,孔径63-72μm,纳米纤维直径200-800nm,克重为137g/m2。
66.效果评价
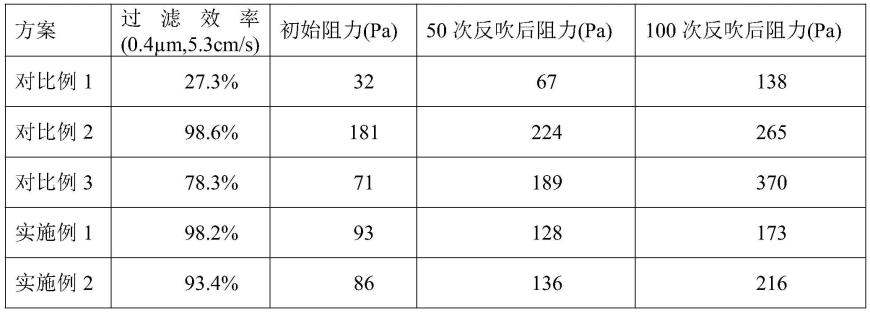
67.表1实施例和对比例的性能对比
[0068][0069]
从各案例初始过滤效率、初始阻力和多次反吹后的阻力可以看出,实施案例的过滤效率明显高于普通的聚酯纤维过滤材料,能够确保过滤后的空气达到环保标准。此外,相较于ptfe覆膜材料,在同等过滤精度的条件下,本发明的材料的运行阻力更低,显著降低运营成本。普通的纳米纤维材料不具备反向梯度结构,在超细粉尘工况下容易造成堵塞,导致阻力显著上升,清灰能力下降。
[0070]
显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。