1.本发明涉及薄膜材料技术领域,特别是一种具有珠光效果的高强度超薄聚烯烃薄膜及其生产工艺。
背景技术:
2.近年来,市场上的具有珠光效果的薄膜都为珠光聚丙烯bopp薄膜,因其具有绸缎般的质感和珍珠般的光泽和优良的平整度、良好的白度遮盖力等,受到各类包装的青睐。其良好的的外观效果,十分吸引客户眼球,尤其是在食品包装上,广泛用于雪糕,干果,糖果等包装。现有的珠光聚丙烯bopp薄膜的厚度一般在25μm-60μm之间,且其热封强度低,耐穿刺性能不足等一系列缺点限制了其应用的范围,其在用于某些大克重和尖锐产品包装时有破洞或破袋的风险存在,破损的包装流入市场容易造成消费者的投诉。
技术实现要素:
3.为了解决上述技术问题,本发明提供一种具有珠光效果的高强度超薄聚烯烃薄膜及其生产工艺,该发明生产的聚烯烃薄膜不仅超薄,且热封强度高,耐刺穿性强。
4.为了实现本发明的目的之一,本发明采用了以下技术方案:
5.该薄膜由电晕层、中间层及热封层经过吹膜和拉伸制得;电晕层包括20-30质量份的珠光母粒、70-80质量份的茂金属聚乙烯、0.1-0.3质量份的加工助剂,中间层包括80-90质量份的茂金属聚乙烯、0.5-1.5质量份的加工助剂、8-15质量份的色母粒,热封层包括70-80质量份的茂金属聚乙烯、18-25质量份的低密度聚乙烯、0.3-0.8质量份的爽滑剂、1-2质量份的开口母粒;该薄膜的厚度为15μm。
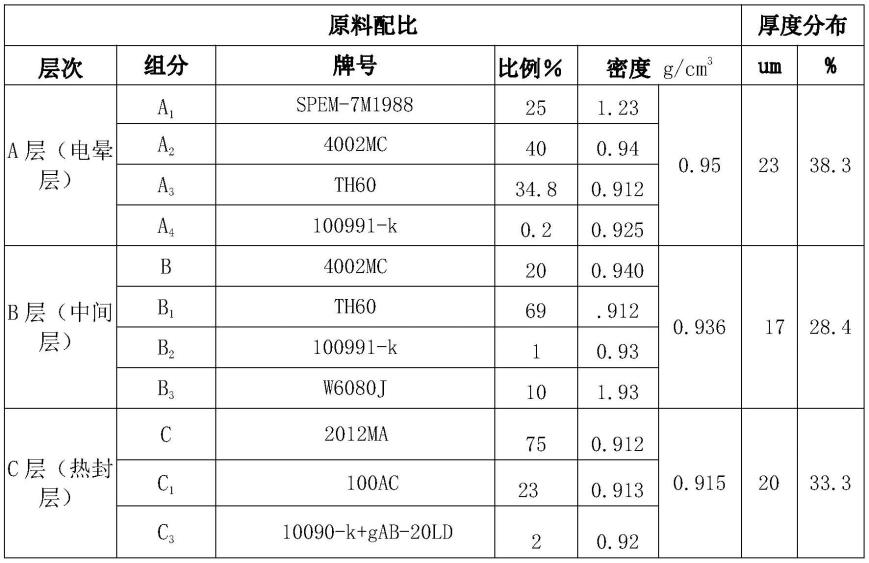
6.优选的,电晕层包括25质量份的珠光母粒、40质量份的第一茂金属聚乙烯、34.8质量份的第二茂金属聚乙烯、0.2质量份的加工助剂,中间层包括20质量份的第一茂金属聚乙烯、69质量份的第二茂金属聚乙烯、1质量份的加工助剂、10质量份的色母粒,热封层包括75质量份的第三茂金属聚乙烯、23质量份的低密度聚乙烯、0.5质量份的爽滑剂、1.5质量份的开口母粒。
7.优选的,第一茂金属聚乙烯的牌号为埃克森公司生产的enable系列的4002mc、第二茂金属聚乙烯的牌号为美国陶氏公司生产的th60、加工助剂的牌号为安配色公司生产的100991-k、珠光母粒的牌号为上海金柱公司生产的spem-7m1988、色母粒的牌号为聚兴化工公司生产w6080j、第三茂金属聚乙烯的牌号为埃克森公司生产的2012ma、低密度聚乙烯的牌号为埃克森公司生产的100ac、爽滑剂的牌号为埃克森公司生产的10090-k、开口母粒的牌号为北京亚伦公司生产的ab-20ld。
8.优选的,电晕层的厚度占薄膜总厚度的38.3%,中间层的厚度占薄膜总厚度的28.4%,热封层的厚度占薄膜总厚度的33.3%。
9.本发明目的之二是提供一种具有珠光效果的高强度超薄聚烯烃薄膜的生产工艺,该生产工艺包括如下步骤:
10.s1、依照薄膜中电晕层、中间层及热封层的配方组成,称取各重量份的组分分别加入wh吹膜设备的三个料筒中;
11.s2、将步骤s1中的三个料筒中的吹膜树脂粒子经过混炼熔融形成管坯,将管坯经过mdo单向拉伸后从挤出机模头中心冲出压缩空气,将管坯吹胀成膜泡,同时将膜泡经风环冷却定型制得聚乙烯薄膜;
12.s3、将步骤s2中的聚乙烯薄膜的电晕层经过电晕处理得到珠光聚乙烯薄膜。
13.mdo单向拉伸的过程分为加热阶段,拉伸阶段,退火阶段和冷却阶段。
14.加热阶段:预热:将温度控制在原料软化温度左右,可以更好的帮助拉伸且不破坏薄膜;由于薄膜没有完全熔化,可以在拉伸取向过程中形成更小的晶体从而达到更好的光学。
15.拉伸阶段:通过调节拉伸比来控制薄膜性能;并非拉伸比越高越好,在拉伸临界点,薄膜性能会达到平衡或者下降,现目前一般的拉伸倍率为4-7,通过不断测试,此配方的拉伸辊的拉伸倍率为4.02
±
0.5倍,其薄膜的挺度,拉伸强度,光学性能最佳。
16.本发明将原60μm厚度的聚乙烯薄膜拉伸倍率控制在4倍时最为合适,这是因为拉伸倍率过大,薄膜容易发生换卷时断料的情况,拉伸倍率太低的话,薄膜整体的厚薄均匀度较差。
17.优选的,步骤s2中的挤出机的a层挤出温度和挤出机的b层挤出温度均为185℃/190℃/190℃/190℃/190℃/190℃;步骤s2中的挤出机的c层挤出温度为187℃/190℃/190℃/195℃/195℃/195℃;a层对应电晕层,b层对应中间层,c层对应热封层。
18.优选的,步骤s2中的挤出机的1区到10区的模头温度均为190℃。
19.优选的,步骤s2中mdo单向拉伸的拉伸辊ph1\ph2\sd1的温度分别为85℃、112℃、114℃,相邻两个拉伸辊的间隙为10.1
±
0.5mm。
20.优选的,步骤s3制得的珠光聚乙烯薄膜的收卷张力为60n。
21.优选的,步骤s3所述的电晕处理中电晕功率为4
±
0.5kw。
22.本发明相比现有技术的有益效果在于:
23.(1)本发明制备的珠光聚乙烯薄膜的厚度为15μm,相比于现有25μm-60μm厚度的珠光聚丙烯bopp薄膜,其厚度至少下降了40%,在保证珠光质感和光泽的同时,本发明相比珠光聚丙烯bopp薄膜,其具有更高的热封强度和更强的耐穿刺性,便于应用于内容物较重和产品本身较尖锐的包装中,拓宽了珠光聚烯烃薄膜的市场应用范围,使其具有珠光外观效果的同时满足了产品包装高强度和耐穿刺的功能需求,有利于降低成本和能耗。
24.(2)本发明的电晕层珠光母粒的牌号为上海金柱公司生产的spem-7m1988,其主要成分为低密度聚乙烯树脂和珠光粉,珠光粉很好的分布在了载体低密度聚乙烯树脂内,具有很好的加工性,此珠光母粒加工后可使聚乙烯薄膜表层有珍珠般的珠光光泽和丝绸般的质感;电晕层和中间层均使用了牌号为埃克森公司生产的enable系列的4002mc,其为一种中密度的茂金属聚乙烯,为薄膜提供了很好的挺度和刚性,且具有良好的光学性能;电晕层和中间层均使用了牌号为美国陶氏公司生产的th60,其具有优异的加工性能、韧性和抗弯曲能力,为后道进行mdo拉伸时提供了足够的韧性,使薄膜不会发生断裂,且拉伸后的薄膜具有优异的穿刺性能;同时电晕层和中间层还使用了牌号为安配色公司生产的100991-k的加工助剂,其添加后可改善树脂的加工性能,使薄膜的平整度和膜泡更加稳定。
25.(3)本发明中间层加入了10%牌号为聚兴化工公司生产w6080j的色母粒,保证了薄膜具有较好的白度和遮光效果;热封层选用了牌号为埃克森公司生产的中低温系列的2012ma的茂金属聚乙烯树脂,其具有出色的加工性能和热封性能,为薄膜提供了优异的热封强度;热封层加入了牌号为埃克森公司生产的100ac的低密度聚乙烯,其熔点较低,大大改善了薄膜的加工性能。
26.(4)本发明生产工艺通过合理的设置,保证了上述配方的薄膜在拉伸的过程中不会发生断料,拉伸后的薄膜厚薄度更加均匀,不荡边,加工过程更加稳定。
附图说明
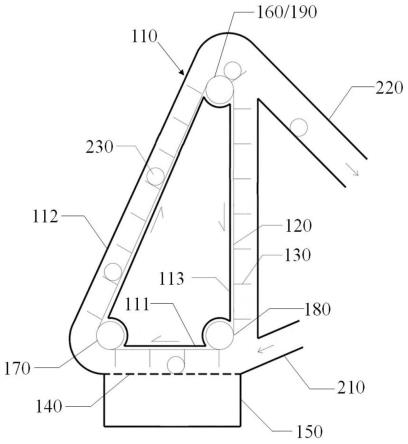
27.图1是本发明的结构图。
28.图2是本发明的流程示意图。
29.附图中标记的含义如下:
30.1-电晕层、2-中间层、3-热封层。
具体实施方式
31.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和实施例,对本发明进行进一步详细说明,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例1
33.s1、依照薄膜中电晕层1、中间层2及热封层3的配方组成,电晕层1称取20质量份的珠光母粒、45质量份的第一茂金属聚乙烯、34.9质量份的第二茂金属聚乙烯、0.1质量份的加工助剂;中间层2称取20质量份的第一茂金属聚乙烯、65质量份的第二茂金属聚乙烯、0.5质量份的加工助剂、14.5质量份的色母粒;热封层3称取73.7质量份的第三茂金属聚乙烯、25质量份的低密度聚乙烯、0.3质量份的爽滑剂、1质量份的开口母粒,并分别加入wh吹膜设备的三个料筒中;
34.s2、将步骤s1中的三个料筒中的吹膜树脂粒子经过混炼熔融形成管坯,将管坯经过mdo单向拉伸后从挤出机模头中心冲出压缩空气,将管坯吹胀成膜泡,同时将膜泡经风环冷却定型制得聚乙烯薄膜;
35.s3、将步骤s2中的聚乙烯薄膜的电晕层1经过电晕处理得到珠光聚乙烯薄膜1。
36.实施例2
37.s1、依照薄膜中电晕层1、中间层2及热封层3的配方组成,电晕层1称取25质量份的珠光母粒、40质量份的第一茂金属聚乙烯、34.8质量份的第二茂金属聚乙烯、0.2质量份的加工助剂;中间层2称取20质量份的第一茂金属聚乙烯、69质量份的第二茂金属聚乙烯、1质量份的加工助剂、10质量份的色母粒;热封层3称取75质量份的第三茂金属聚乙烯、23质量份的低密度聚乙烯、0.5质量份的爽滑剂、1.5质量份的开口母粒,并分别加入wh吹膜设备的三个料筒中;
38.s2、将步骤s1中的三个料筒中的吹膜树脂粒子经过混炼熔融形成管坯,将管坯经过mdo单向拉伸后从挤出机模头中心冲出压缩空气,将管坯吹胀成膜泡,同时将膜泡经风环冷却定型制得聚乙烯薄膜;
39.s3、将步骤s2中的聚乙烯薄膜的电晕层1经过电晕处理得到珠光聚乙烯薄膜2。
40.实施例3
41.s1、依照薄膜中电晕层1、中间层2及热封层3的配方组成,电晕层1称取30质量份的珠光母粒、35质量份的第一茂金属聚乙烯、34.7质量份的第二茂金属聚乙烯、0.3质量份的加工助剂;中间层2称取18质量份的第一茂金属聚乙烯、65.5质量份的第二茂金属聚乙烯、1.5质量份的加工助剂、15质量份的色母粒;热封层3称取80质量份的第三茂金属聚乙烯、17.2质量份的低密度聚乙烯、0.8质量份的爽滑剂、2质量份的开口母粒,并分别加入wh吹膜设备的三个料筒中3;
42.s2、将步骤s1中的三个料筒中的吹膜树脂粒子经过混炼熔融形成管坯,将管坯经过mdo单向拉伸后从挤出机模头中心冲出压缩空气,将管坯吹胀成膜泡,同时将膜泡经风环冷却定型制得聚乙烯薄膜;
43.s3、将步骤s2中的聚乙烯薄膜的电晕层1经过电晕处理得到珠光聚乙烯薄膜。
44.以上实施例1-3中,第一茂金属聚乙烯的牌号为埃克森公司生产的enable系列的4002mc、第二茂金属聚乙烯的牌号为美国陶氏公司生产的th60、加工助剂的牌号为安配色公司生产的100991-k;珠光母粒的牌号为上海金柱公司生产的spem-7m1988、;色母粒的牌号为聚兴化工公司生产w6080j;第三茂金属聚乙烯的牌号为埃克森公司生产的2012ma、低密度聚乙烯的牌号为埃克森公司生产的100ac、爽滑剂的牌号为埃克森公司生产的10090-k、开口母粒的牌号为北京亚伦公司生产的ab-20ld。
45.实施例2的配方工艺参数如下表1所示:
46.表1
[0047][0048]
实施例1-3的吹膜工艺参数如下表2所示:
[0049]
表2
[0050][0051]
表1-2中的a层、b层和c层分别对应电晕层1、中间层2及热封层3。
[0052]
实施例1-3的mdo拉伸的生产工艺参数如下表3所示:
[0053]
表3
[0054][0055]
对比例1
[0056]
25μm的珠光聚丙烯bopp薄膜
[0057]
将实施例2制得的珠光聚乙烯薄膜2和对比例1的珠光聚丙烯薄膜进行性能测试,结果如下表4所示:
[0058]
表4
[0059]
[0060][0061]
由上表4可知,实施例2制得的珠光聚乙烯薄膜2的穿刺强度为4.1n,对比例1的珠光聚丙烯bopp薄膜穿刺强度为2.5n,因此本技术制得的珠光聚乙烯薄膜的耐穿刺性更佳;同时根据表4的热封强度曲线可知,实施例2制得的珠光聚乙烯薄膜2的热封强度为1.0-7.7n/15mm,对比例1的珠光聚丙烯bopp薄膜的热封强度为0.1-3.1n/15mm,珠光聚乙烯薄膜2的热封强度远高于珠光聚丙烯bopp薄膜;珠光聚乙烯薄膜2的厚度为15μm,相比25μm的珠光聚丙烯bopp薄膜,其厚度下降了40%,同时本发明的珠光聚乙烯薄膜2表面珠光效果良好,透光率更低,因此本发明的珠光聚乙烯薄膜不仅超薄,且耐穿刺性的更强、热封强度更高。本发明的珠光聚乙烯薄膜2的断裂伸长率td值远大于对比例1的珠光聚丙烯bopp薄膜的断裂伸长率td值,主要源于材料的特性,本发明珠光聚乙烯薄膜的原料主要为聚乙烯树脂,市场上的对比例1的bopp珠光膜的原料主要为聚丙烯薄膜,且经过双向拉伸,因此断裂伸长率有所差别。
[0062]
本领域的技术人员应理解,以上所述仅为本发明的若干个具体实施方式,而不是全部实施例。应当指出,对于本领域的普通技术人员来说,还可以做出许多变形和改进,所有未超出权利要求所述的变形或改进均应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。