双壳牙科器具和材料构造
1.本技术是国际申请日2018年5月31日、国际申请号pct/us2018/035384于2019年12月2日进入中国国家阶段、申请号201880036561.3、发明名称“双壳牙科器具和材料构造”的申请的分案申请。
2.与相关申请的交叉引用
3.本技术要求2017年5月31日提交的美国临时申请号62/512,786和2017年11月26日提交的美国临时申请号62/590,627的权益,两者整体通过引用并入本文。
技术领域
4.公开了聚合物片材形式的组合物。所述聚合物片材可用于例如牙科器具中,并由为从所述片材制造的装置提供柔性和强度以及抗玷污性的层构造而成。
背景技术:
5.对于能够便于正畸牙齿移动、稳定牙齿位置或保护牙齿免受潜在的外力损伤的改进的正畸和牙科器具,存在着需求。现有的材料和产品由功能有限且可能存在性能缺陷的单层材料、双层材料或三层材料构造而成。矫正器是安装在牙齿上的塑料壳,其被设计用于对牙齿施加平移或旋转力。它们精确移动牙齿的能力受到它们的有效模量、弹性以及抗蠕变和应力松弛能力的限制。另外,它们通常应该对玷污和环境应力开裂具有抗性。
6.用于保护牙齿的器具例如运动护齿器和牙齿夹板具有相互矛盾的要求。一方面,它们应该能够消散冲击力,另一方面,它们应该薄且不干扰人牙齿的自然咬合或妨碍说话。
技术实现要素:
7.一方面,提供了一种组合物,其由至少两个外层a和c以及中间层b构成。所述a和c层各自包含模量为约1,000mpa至2,500mpa并且玻璃化转变温度和/或熔点为约80℃至180℃的热塑性聚合物,并且所述中间b层由模量为约50mpa至约500mpa并且玻璃化转变温度和/或熔点中的一者或多者为约90℃至约220℃的至少一种弹性体构成。
8.在一个实施方式中,所述a和c层由共聚酯、聚碳酸酯、聚酯聚碳酸酯掺混物、聚氨酯、聚酰胺或聚烯烃中的一者或多者构成。
9.在另一个实施方式中,所述中间b层由聚氨酯弹性体、聚烯烃弹性体、聚酯弹性体、苯乙烯弹性体、聚酰胺弹性体、环烯烃弹性体、丙烯酸弹性体、芳香族或脂族聚醚、和聚酯聚氨酯中的一者或多者构成。
10.在又一个实施方式中,所述中间b层材料在25℃下22小时后具有小于35%、30%、25%、20%或10%的压缩永久变形。
11.在另一个实施方式中,所述a和c层当相对于彼此位移0.05mm至0.1mm时具有小于100n(牛顿)/cm2、50n/cm2、25n/cm2、或10n/cm2的侧向恢复力。
12.在另一个实施方式中,所述a和c层与b层之间的层间剥离强度大于50n/2.5cm。
13.在一个实施方式中,所述a、b和c层的合并厚度为约250微米至约2,000微米,并且
所述a和c层的合并厚度为25微米至750微米、50微米至1000微米、100微米至700微米、150微米至650微米或200微米至600微米。
14.在其他实施方式中,所述a和c层中的一者或多者包含微晶聚酰胺,所述微晶聚酰胺由50至100摩尔%的c6至c14脂族二酸组成部分和约50至100摩尔%的4,4
′‑
亚甲基-双(环己胺)(cas[1761-71-3])构成,具有约100℃至180℃之间的玻璃化转变、小于20j/g的熔化热和大于80%的透光率。
[0015]
在另一个实施方式中,所述a和c层中的一者或多者包含由下述组分构成的共聚酯:(a)二羧酸组分,其包含70摩尔%至100摩尔%的对苯二甲酸残基,和(b)二醇组分,其包含i)0至95%的乙二醇,ii)5摩尔%至50摩尔%的2,2,4,4-四甲基-1,3-环丁二醇残基,iii)50摩尔%至95摩尔%的1,4-环己烷二甲醇残基,和/或iv)0至1%的具有三个或更多个羟基的多元醇,其中二醇残基i)和/或ii)和/或iii)和/或iv)的摩尔%之和总计为100摩尔%,并且所述共聚酯表现出80℃至150℃的玻璃化转变温度tg。
[0016]
在另一个实施方式中,所述中间b层包含肖氏硬度为约a90至d55并且压缩永久变形小于35%的芳香族聚醚聚氨酯,其中所述a和c层与b层之间的层间剥离强度大于50n/2.5cm。
[0017]
在一个实施方式中,所述a和c层中的一者或多者包含由下述组分构成的聚氨酯:(a)二异氰酸酯,其包含80摩尔%至100摩尔%的二异氰酸亚甲基二苯基酯残基和/或氢化二异氰酸亚甲基二苯基酯,和(b)二醇组分,其包含i)0至100摩尔%的己二醇,和ii)0至50摩尔%的1,4-环己烷二甲醇,其中i)和ii)之和总计大于90摩尔%,并且所述聚氨酯具有约85℃至约150℃的玻璃化转变温度tg。
[0018]
另一方面,提供了一种与一颗或多颗牙齿共形的牙科器具,其由本文中所描述的组合物或聚合物片材制成。
[0019]
在所述牙科器具的一个实施方式中,所述a、b和c层的合并厚度为约250微米至约2,000微米,并且所述a和c层的合并厚度为25微米至750微米、50微米至1000微米、100微米至700微米、150微米至650微米或200微米至约600微米。
[0020]
另一方面,提供了一种可逆变形的牙科器具,其由本文中所描述的组合物或聚合物片材材料构成,其中所述弹性体中间层和外层可以相对于彼此可逆地移动,并且当相对于彼此位移0.05mm至0.1mm时具有小于100n/cm2、50n/cm2、25n/cm2或10n/cm2的侧向恢复力。
[0021]
在一个实施方式中,所述弹性体中间层包含硬度为约a 80至d75、a 85至d 65或a 90至d 55的聚氨酯。
[0022]
另一方面,提供了一种具有环境应力抗性的组合物、聚合物片材或牙科器具,其由至少两个外层和弹性体内层构成,其中所述外层中的一者或多者是模量为约1,000mpa至2,500mpa的聚酯或共聚酯,并且所述内层包含模量为约50mpa至约500mpa的弹性体,其中至少一个外层与所述弹性体之间的层间剥离强度大于约50n/英寸。
[0023]
另一方面,提供了一种可逆变形的牙科器具,其中所述外部a层的厚度为约175至约250微米,所述外部c层的厚度为约175至约250微米,并且所述中间b层的厚度为300至500微米,其中所述a、b和c层的合并厚度为850至1,000微米。
附图说明
[0024]
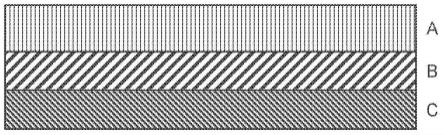
图1a是本发明的具有简单的abc构造的三层片材的横截面视图的示意图。层a和层c可以是相同或不同材料,并且每个层可以由一种或多种材料或掺混物或合金构成。层b可以是单一材料、材料的掺混物或合金。
[0025]
图1b是多层片材的横截面视图的示意图。每个层a、b和c可以由单一层或多个层构成,并且每个层可以由一种或多种材料或材料的掺混物构成。层a可以由超过一个层例如层a和a’构成,层b可以由超过一个层例如层b和b’构成,并且层c可以由超过一个层例如层c和c’构成,正如在图1b中示例的。
[0026]
图2a和2b是用于确定由两个刚性外层和内部弹性体层构成的简单3层片材的位移(图2a)和恢复力(平移移动;图2b)的示例性试验样品的示意图,其中a、b和c是所述片材的各个层。在这个实例中,层a和c相对于彼此可逆地平移,并且层b提供恢复力。在一个更具体的实例中,所述a、b、c层可以各自为约250微米厚,并且层a、b和c可以由一种或多种材料构成,并且可以各自包含一个或多个层。
[0027]
图3a是具有不同硬度的弹性体的位移/力曲线的图示说明。所述图示出了在具有不同硬度的tpu弹性体的中间b层的情况下,从层a相对于层c的平移移动产生的恢复力(n/cm2),并且示出了所述弹性体的硬度影响位移和恢复力。更硬的热塑性氨酯(tpu)将产生更大的恢复力,但可能限制移动的量。
[0028]
图3b是对于具有中间b层的a层和c层之间的给定位移来说恢复力(n/cm2)随时间(0至48小时)的变化的图示说明,其中在所述b层中具有不同硬度的tpu弹性体。tpu 75a具有低的压缩永久变形并显示出最小的初始力,但所述力随时间的衰减非常小。tpu 75d具有高的压缩永久变形,并且尽管它显示出高得多的初始恢复力,但所述力随时间快速衰减。
[0029]
图4是暴露于37℃和水的不同构造在48小时的时间段内在5%应力下的保留力的图示说明。
[0030]
应该认识到,图1-4中示出的构造和性质是特定实例,并且不打算限制可以使用的构造和试验的范围。根据可替选实施方式,也可以使用其他材料、构造和步骤顺序。例如,可替选实施方式可能含有另外的层,包括连接层,颜料,光学添加剂或增强剂,并且可以以本领域中已知的任何方式例如平片材挤出、共挤吹膜、压延、层压和粘接来构建。在某些实施方式中,所述结构(或聚合物片材)和装置可以通过3d打印或浸涂来制造。本领域普通技术人员将会认识并意识到所述构造的许多变化、修改和可替选方案。
[0031]
因此,说明书和附图应被视为说明性而不是限制性的。然而,显然可以对其做出各种不同的修改和改变,而不背离权利要求书中所阐述的本公开的更广泛的精神和范围。
[0032]
其他变化形式在本公开的精神之内。因此,尽管所公开的实施方式易于进行各种修改和可替选构造,但是在附图中示出并且在本文中描述了某些示例的实施方式。然而,应该理解,无意将本公开限制到所公开的一种或多种特定形式,而是相反,意图是涵盖落于随附的权利要求书中所定义的本公开的精神和范围之内的所有修改、可替选构造和等同形式。
[0033]
详细说明
[0034]
当前的正畸矫正器具有非常有限的弹性范围(通常为4%到7%),并且在变形时会表现出恢复力的快速衰减。结果,可能有必要经常更换器具,从而增加制造成本,牙齿可能
无法根据需要移动,并且患者可能会因过高的初始力而感到不适。通过提供薄的弹性体外层(通常是聚氨酯,例如在us 9,655,693 b2中所述)来改善弹性范围的尝试,可以导致牙齿接触表面容易变形,降低牙齿移动的准确性,并可能提高常见食品、饮料或香烟造成难看玷污的倾向性。美国专利号6,524,101描述了具有不同弹性模量的区域的牙科器具以及具有添加的加强元件的器具。用于制造牙科器具的非玷污聚氨酯例如可从bay materials,llc(fremont,ca)获得的a,具有出色的性能但是吸湿的,需要在热成型之前进行严格干燥,可能在开始时不舒服、难以清洁并且对于某些应用来说可能是不理想的。
[0035]
许多其他聚氨酯在热成型之前也必须进行干燥,增加了制造过程的时间和成本。芳香族聚酯或共聚酯可用于形成矫正器;然而,它们表现出不良的化学抗性和低的冲击和撕裂强度。由坚硬材料例如聚酯或刚性聚氨酯构造而成的矫正器具有例如大于约1,000或1,500mpa的高模量,并且在变形时可以向牙齿施加过大的力,从而导致不适和对牙根的潜在损伤。高弹性体聚合物例如热塑性聚氨酯弹性体(tpu)、苯乙烯弹性体(例如sbs、sebs、sis)具有低的模量(通常小于100或200mpa),这可能不足以用于移动牙齿且容易玷污,使得它们在生产矫正器方面的用途有限。
[0036]
本公开是基于以下发现,即,现有技术材料和由它们构造而成的牙科器具中的许多缺陷,可以利用具有由模量大于约1,000mpa直至2,500mpa的材料构成的外层和由模量为约50mpa至500mpa的一种或多种弹性体材料构成的内部弹性体层或核心的片材或装置来减少或消除,所述片材或装置可以是不玷污的,具有比刚性聚氨酯更低的成本,表现出改进的弹性性能,并具有出乎意料的更大的环境应力开裂抗性。
[0037]
聚合物片材或装置可以由超过两个刚性层构成,例如可以将第三个刚性层配置在两个或更多个弹性体层之间,所述多层构造提供了一种双壳牙科器具,其可能适应于移动牙齿、将牙齿保持在现有位置或保护牙齿免受冲击。正如本文中公开的,与牙齿接触的外壳材料可以是基本上刚性的,以精确地与牙齿配合以提供精确的力,同时保持在更长距离上施加更近乎恒定的力的能力。
[0038]
通过选择适合的外部和内部材料的模量和厚度,两个或更多个基本上刚性的壳可以相对于彼此可逆地移动,其程度要比具有可比的厚度和形状的刚性材料更大,从而提供一种可以将所需的力施加到牙齿,具有更大的移动范围,而在变形时不产生过大的力或表现出过大的应力松弛的牙科器具。尽管本公开不限于特定的构造,但片材或牙科器具在本文中可以被称为“双壳”片材或器具。“双壳”片材或器具可包含两个或更多个壳或层。所述壳或层可以具有相同或不同的厚度。由这种“双壳”构造构成的一系列牙科器具可用于逐步移动牙齿,其中两个或更多个器具可以由相同或不同材料构造而成。牙科器具可以通过在一颗或多颗牙齿的模型上将双壳材料热成型来构造,或者可以通过依次将刚性和弹性体前体片材热成型来构造,或者通过用聚合物溶液或形成聚合物的单体或低聚物依次浸涂模型来构造,所述单体或低聚物可以任选地固化或以其他方式进行后处理。本发明人已经发现,这种独特的构造可以显著减少壳或材料表现出的应力开裂的量,从而扩大了可用于所述片材或器具的材料的范围。
[0039]
定义
[0040]
在描述所公开的实施方式的情形中(特别是在下面的权利要求书的情形中)使用的没有具体数目的指称应该被解释为涵盖单数和复数指称物两者,除非本文中另有指明或
明显与上下文矛盾。除非另有注解,否则术语“包含”、“具有”“包括”和“含有”应该被解释为开放性术语(即意味着“包括但不限于”)。术语“连接”应该被解释为部分或完全包含在内、附连或联结在一起,即使在中间存在别的东西。短语“基于”应该被理解为是开放性的并且不以任何方式限制,并且在适合情况下打算被解释或以其他方式解读为“至少部分基于”。除非在本文中另有指明,否则本文中数值范围的叙述只是打算用作分别指称落于所述范围之内的每个单独值的简写方法,并且每个单独值都被并入本说明书中,如同其在本文中被单独叙述一样。除非在本文中另有指明或明显与上下文矛盾,否则本文描述的所有方法可以以任何合适的顺序执行。除非另外要求,否则本文提供的任何和所有实例或示例性语言(如“例如”)的使用只是打算更好地阐明本公开的实施方式,并且不对本公开的范围构成限制。本说明书中的语言均不应被解释为指示任何未要求保护的要素对于本公开的实践来说是必不可少的。
[0041]
术语“牙科器具”在本文中用于指称置于对象的牙齿中或牙齿上的任何装置。牙科器具包括但不限于正畸、修复、固定、打鼾/气道、美容、治疗、防护(例如护口器)和习惯改变装置。
[0042]
术语“astm d638”在本文中用于指称塑料拉伸强度测试。
[0043]
术语“astm d1364”在本文中用于指称层间剥离强度测试。
[0044]
术语“压缩永久变形”在本文中用于指称当力被施加并撤除时材料的永久性变形。
[0045]
术语“弯曲模量”在本文中用于指称材料的刚性和/或材料对弯曲中的变形的抗性。材料的弯曲模量越高,越抗拒弯曲。对于各向同性的材料来说,在任何方向上测量的弹性模量是相同的。
[0046]
术语“硬度”在本文中用于指称肖氏硬度标度。肖氏硬度与模量通常是相关的,并且如果只知道一个值,可以通过近似法来转换。
[0047]
术语“模量”或“拉伸模量”在本文中用于指称材料的刚性和/或材料对拉伸的抗性。材料的模量越高,刚性越高。材料的弯曲模量和拉伸模量可以是相同或不同的。对于各向同性的材料例如a、b和c来说,弯曲模量和模量(其也可被称为拉伸模量)是基本上相同的,并且可以根据情况来测量一者或另一者。
[0048]
术语“聚合物片材”在本文中可以与术语“塑料片材”互换使用。
[0049]
对于聚合物片材的a和c层来说,术语“侧向恢复力”被用于指称可以由相对于固定在位的另一个层平移的一个层所施加的力。如果使所述a和c层彼此独立地移动,则如果不受限制,它们随后将返回到它们的原始位置。
[0050]
当在本文中使用时,术语“剪切力”意味着施加到通过弹性材料连接的两个表面的平移力。
[0051]
术语“壳”在本文中用于指称契合在牙齿上并且可以可移除地放置在牙齿上的聚合物壳。
[0052]
术语“抗玷污的”在本文中用于指称被设计成对玷污具有抗性的材料。
[0053]
术语“热塑性聚合物”在本文中用于指称在特定温度之上变得柔软或可模塑并且在冷却后固化的聚合物,前提是所述热和压力不使所述聚合物化学分解。
[0054]
术语“牙齿”包括天然牙齿(包括已通过填充物或牙冠修饰过的天然牙齿)、种植牙、作为固定到一颗或多颗天然或种植牙的桥或其他配件的一部分的人造牙齿和作为可拆
除配件的一部分的人造牙齿。
[0055]
在下面的描述中描述了各种不同的实施方式。出于解释的目的,描述了具体的配置和细节以便提供对所述实施方式的透彻理解。然而,对于本领域技术人员来说,显然也可以在没有所述具体细节的情况下实践所述实施方式。此外,可能省略或简化了公知的特征,以便不使所描述的实施方式晦涩难明。
[0056]
实施方式
[0057]
在某些实施方式(在本文中被称为实施方式#1)中,可热成型的聚合物片材由至少两个外层a和c和中间层b构成,其中所述a和c层各自由模量大于约1,000mpa例如为1,000mpa至1,500mpa、1,100mpa至1,600mpa、1,200mpa至1,700mpa、1,300mpa至1,800mpa、1,400mpa至1,900mpa、1,500mpa至2,000mpa、1,100mpa、1,200mpa、1,300mpa、1,400mpa、1,500mpa、1,600mpa、1,700mpa、1,800mpa、1,900mpa、2000mpa或高达2,500mpa,并且玻璃化转变温度(tg)和/或熔点为约80℃至180℃、90℃至170℃、100℃至160℃、110℃至150℃、120℃至150℃、130℃至170℃、140℃至180℃、80℃、90℃、100℃、110℃、120℃、130℃、140℃、150℃、160℃、170℃或180℃的热塑性聚合物构成。
[0058]
在这些实施方式中,所述中间b层由模量为约50mpa至约500mpa、60mpa至470mpa、70mpa至440mpa、80mpa至400mpa、100mpa至350mpa、150mpa至300mpa、200mpa至400mpa、60mpa,70mpa、80mpa、90mpa、100mpa、110mpa、120mpa、130mpa、140mpa、150mpa、160mpa、170mpa、180mpa、190mpa、200mpa、250mpa、300mpa、350mpa、400mpa、450mpa或高达500mpa,并且(a)玻璃化转变温度或(b)熔点中的一者或多者为约90℃至约220℃、100℃至约200℃、120℃至约180℃、140℃至220℃或160℃至约220℃的至少一种弹性体构成。在某些实施方式中,所述中间b层是弹性体层或壳,其可以包括一种或多种材料和一个或多个层。
[0059]
在实施方式#1中,层a和c可以包含聚酯或共聚酯、聚氨酯、聚酰胺、聚烯烃、(甲基)丙烯酸聚合物、聚碳酸酯、乙烯基聚合物例如聚氯乙烯或含氟聚合物。
[0060]
在实施方式#1中,层b可以包含聚氨酯弹性体、聚酯弹性体、苯乙烯弹性体、聚酰胺弹性体、硅氧烷弹性体、聚醚弹性体、聚烯烃弹性体、烯烃共聚物、丙烯酸弹性体或含氟弹性体。
[0061]
在实施方式#1中,所述b层材料在25℃下22小时具有小于约35%、30%、25%、20%、10%、小于35%、34%、33%、32%、31%、30%、29%、28%、27%、26%、25%、24%、23%、22%、21%、20%、19%、18%、17%、16%、15%、14%、13%、12%、11%或10%的压缩永久变形。与其中使用弹性体作为外层的us 9,655,693 b2的发现相矛盾,我们发现较低的压缩永久变形而不是较高的压缩永久变形更加有效。
[0062]
在实施方式#1的某些情况下,所述片材具有约250微米至约2,000微米的总厚度。
[0063]
在实施方式#1的某些情况下,所述a和c层的合并厚度为约25微米至约1000微米、50微米至750微米、100至750微米、250微米至750微米或250微米至约600微米。
[0064]
在实施方式#1的某些情况下,所述可热成型的片材具有约100mpa至约2,000mpa、约250mpa至约2,000mpa、约500mpa至1,500mpa、约750mpa至约2,000mpa或约750微米至约1,500mpa的弯曲模量。
[0065]
在实施方式#1的某些情况下,所述a和c层具有约80至150℃之间的tg,所述b层具有约180℃至220℃之间的tg或熔点和约5焦耳/g至约20焦耳/g或5焦耳/g至15焦耳/g的熔
化热。
[0066]
在实施方式#1的某些情况下,a层的层间剥离强度大于约50n/英寸、大于约60n/英寸、大于约70n/英寸。
[0067]
在实施方式#1的某些情况下,所述a和c层各自具有25微米至约1000微米、50微米至750微米、100至750微米、125至300微米、250微米至750微米或250微米至约600微米的厚度,并且可以具有约250微米至约600微米的合并厚度,由模量为1000mpa至2,500mpa并且tg在95℃至150℃之间的刚性共聚酯或聚氨酯构成,所述弹性体b层具有约200微米至约1000微米或200至500微米的厚度,由硬度为约d 35至约d 65并且25℃下22小时的压缩永久变形小于约35%、30%、25%、20%、10%、小于35%、34%、33%、32%、31%、30%、29%、28%、27%、26%、25%、24%、23%、22%、21%、20%、19%、18%、17%、16%、15%、14%、13%、12%、11%或10%的聚醚或聚酯聚氨酯构成,并且a层具有大于约50n/英寸、大于约60n/英寸或大于约70n/英寸的层间剥离强度,其中所述聚合物片材具有约750mpa至约1,500mpa、约100mpa至约2,000mpa、约250mpa至约2,000mpa、约500mpa至1,500mpa或约750mpa至约2,000mpa的弯曲模量。
[0068]
在实施方式#1的某些情况下,可能存在其他聚合物的薄层(连接层),以提高不天然彼此粘附的聚合物层的粘附性,例如可以使用马来酸酐接枝的聚丙烯的层来提高聚丙烯a层与聚酯或聚酰胺b层之间的粘附性。
[0069]
在某些实施方式(在本文中被称为实施方式#2)中,可以使用小于100n/cm2、50n/cm2、25n/cm2或10n/cm2的力使所述片材或装置的a和c层相对于彼此可逆地移动(例如平移)约0.05mm至约0.1mm。
[0070]
在实施方式#2的某些情况下,所述片材或装置的a和c层具有约500微米至1,000微米的总厚度,并且可以使用小于100n/cm2、50n/cm2、25n/cm2或10n/cm2的力使其相对于彼此可逆地移动0.05mm至0.1mm的距离。
[0071]
在实施方式#2的某些情况下,所述b层材料在25℃下22小时具有小于约35%、30%、25%、20%、10%、小于35%、34%、33%、32%、31%、30%、29%、28%、27%、26%、25%、24%、23%、22%、21%、20%、19%、18%、17%、16%、15%、14%、13%、12%、11%或10%的压缩永久变形。
[0072]
在某些实施方式(在本文中被称为实施方式#3)中,所述a和c层中的一者或多者包含微晶聚酰胺,所述微晶聚酰胺由50至100、50至90、50至80、50至70、60至90、60至80或70至90摩尔%的c6至c14脂族二酸组成部分和约50至100、50至90、50至80、50至70、60至90、60至80或70至90摩尔%的4,4
′‑
亚甲基-双(环己胺)(cas[1761-71-3])构成,具有约100℃至180℃之间的玻璃化转变温度、小于20j/g例如5焦耳/g至约20焦耳/g或5焦耳/g至15焦耳/g的熔化热。参见例如德国申请号43 10 970(实施方式3)。在实施方式#3的某些情况下,所述a和c层的合并厚度小于约500微米、小于约400微米、小于约300微米。
[0073]
在某些实施方式(在本文中被称为实施方式#4)中,与一颗或多颗牙齿共形的牙科器具包含至少两个外层a和c和中间层b,其中所述a和c层各自由模量大于约1,000mpa、例如为1,000mpa至1,500mpa、1,100mpa至1,600mpa、1,200mpa至1,700mpa、1,300mpa至1,800mpa、1,400mpa至1,900mpa、1,500mpa至2,000mpa、1,100mpa、1,200mpa、1,300mpa、1,400mpa、1,500mpa、1,600mpa、1,700mpa、1,800mpa、1,900mpa、2000mpa、高达2,500mpa、在某
些情况下大于1,500mpa,并且玻璃化转变温度和/或熔点为约80℃至180℃、90℃至170℃、100℃至160℃、110℃至150℃、120℃至150℃、130℃至170℃、140℃至180℃、80℃、90℃、100℃、110℃、120℃、130℃、140℃、150℃、160℃、170℃或180℃、在某些情况下80至150℃或95至150℃的热塑性聚合物构成。在这些实施方式中,所述中间b层由模量为约50mpa至500mpa、70mpa至450mpa、80mpa至400mpa、100mpa至350mpa、150mpa至300mpa、200mpa至400mpa、60mpa、70mpa、80mpa、90mpa、100mpa、110mpa、120mpa、130mpa、140mpa、150mpa、160mpa、170mpa、180mpa、190mpa、200mpa、高达250mpa,并且玻璃化转变温度或熔点中的一者或多者为约90℃至约220℃的至少一种弹性体构成。
[0074]
在实施方式#4的某些情况下,所述a和c层具有在某些情况下约25微米至约600微米,例如250微米、300微米、350微米、400微米、450微米、500微米、550微米或600微米的合并厚度,由模量大于1,000mpa,例如1,000mpa至1,500mpa、1,100mpa至1,600mpa、1,200mpa至1,700mpa、1,300mpa至1,800mpa、1,400mpa至1,900mpa、1,500mpa至2,000mpa、1,100mpa、1,200mpa、1,300mpa、1,400mpa、1,500mpa、1,600mpa、1,700mpa、1,800mpa、1,900mpa、2000mpa或高达2,500mpa,并且tg为80℃至180℃、90℃至170℃、100℃至160℃、110℃至150℃、120℃至150℃、130℃至170℃、140℃至180℃、80℃、90℃、100℃、110℃、120℃、130℃、140℃、150℃、160℃、170℃或180℃,例如80至150℃或95至150℃的刚性共聚酯或聚氨酯构成。
[0075]
在实施方式#4的某些情况下,所述弹性体b层具有约200微米至约1,000微米,例如100微米、200微米、250微米、300微米、350微米、375微米、400微米、500微米、750微米或1,000微米的厚度,由硬度为约d 35至约d 65,并且25℃下22小时的压缩永久变形小于约35%、34%、33%、32%、31%、30%、29%、28%、27%、26%、25%、24%、23%、22%、21%、20%、19%、18%、17%、16%、15%、14%、13%、12%、11%或10%的聚醚或聚酯聚氨酯构成,并且a层具有大于约50n/英寸、大于约55n/英寸、大于约60n、大于约70n的层间剥离强度,其中所述聚合物片材具有约100mpa至约2,000mpa、约250mpa至约2,000mpa、约500mpa至1,500mpa、约750mpa至约2,000mpa,例如约750微米至约1,500mpa的弯曲模量。
[0076]
在实施方式#4的某些情况下,使用小于100n/cm2、50n/cm2、25n/cm2或10n/cm2的力,所述a和c层具有0.05mm至0.1mm的侧向恢复力。
[0077]
在某些实施方式(在本文中被称为实施方式#5)中,牙科器具通过将多层片材在牙齿模型上热成型来形成,其中热成型在至少高于所述外层的玻璃化转变温度和/或熔点并低于至少一种内层弹性体材料的玻璃化转变温度和/或熔点上限的温度下进行。
[0078]
在实施方式#5的一个实施方式中,牙科器具通过对多层片材进行热成型来制备,所述多层片材至少包含:a和c层,其具有约80℃至180℃、90℃至170℃、100℃至160℃、110℃至150℃、120℃至150℃、130℃至170℃、140℃至180℃、80℃、90℃、100℃、110℃、120℃、130℃、140℃、150℃、160℃、170℃或180℃的tg,以及b层,其具有约90℃至220℃例如180℃至220℃的玻璃化转变温度和/或熔点,和约5j/g至约20j/g例如约5j/g至约20焦耳/g或5焦耳/g至15焦耳/g的熔化热。
[0079]
在实施方式#5的一种情况下,所述a和c层包含tg为约90℃至约120℃的共聚酯或聚氨酯,所述b层由模量为约50mpa至500mpa并且玻璃化转变温度和/或熔点为约170℃至约220℃的聚氨酯构成,并且热成型在约150℃至200℃之间的温度下进行。
[0080]
应该理解,两个或更多个实施方式的要素可以被组合。
[0081]
在某些实施方式中,所述可热成型的聚合物片材由至少两个外层a和c和中间层b构成,其中所述a和c层中的一者或多者包含微晶聚酰胺,所述微晶聚酰胺由50至100摩尔%的c6至c14脂族二酸组成部分和约50至100摩尔%的4,4
′‑
亚甲基-双(环己胺)(cas[1761-71-3])构成,具有约100℃至180℃之间的玻璃化转变、小于20j/g的熔化热和大于80%的透光率。
[0082]
在某些实施方式中,所述可热成型的聚合物片材由至少两个外层a和c和中间层b构成,其中所述a和c层中的一者或多者包含由下述组分构成的共聚酯:二羧酸组分,其包含70摩尔%至100摩尔%的对苯二甲酸残基;以及二醇组分,其包含(i)0至95%的乙二醇,(ii)5摩尔%至50摩尔%的2,2,4,4-四甲基-1,3-环丁二醇残基,(iii)50摩尔%至95摩尔%的1,4-环己烷二甲醇残基,和/或(iv)0至1%的具有3个或更多个羟基的多元醇,其中二醇残基(i)、(ii)、(iii)和/或(iv)的摩尔%之和总计为100摩尔%,并且所述共聚酯表现出80℃至150℃的玻璃化转变温度tg。在这个实施方式的某些情况下,所述可热成型的聚合物片材包括中间b层,其包含肖氏硬度为约a90至d55并且压缩永久变形小于35%的芳香族聚醚聚氨酯,其中所述a和c层与b层之间的层间剥离强度大于50n/2.5cm。
[0083]
在某些实施方式中,与一颗或多颗牙齿共形的牙科器具由上述微晶聚酰胺或共聚酯制成。
[0084]
构造方法
[0085]
多层片材可以通过大量方式来制备,包括但不限于热或冷层压、胶粘层压、熔融层压、共挤出多层挤出或其他已知方法。片材可以在形成正畸器具之前进行充分制备,或者可以使用一系列单独的热成型步骤来生产器具,以产生多个层。
[0086]
将片材热成型以生产试验样品或牙科器具,可以使用从great lakes orthodontics获得的“biostar”压力成型机,使用工业中常用的程序来进行。或者,可以使用辊式进料热成型机、真空成型机或其他已知的热成型技术来进行热成型。热成型可以使用不同条件、形式或模型来进行,以改变拉伸比和部件厚度。多层器具可以通过一个或多个3d打印过程或通过顺序浸涂、喷涂、粉末涂覆或已知用于生产膜、片材和3d结构的类似过程来制造。
[0087]
在热成型期间的片材温度可以使用红外温度计或表面热电偶来测量。
[0088]
用途
[0089]
本文中描述的片材和材料可用作具有优异的尺寸稳定性、冲击缓冲和恢复力的可热成型的材料。所述片材可以被转变成多种类型的口腔器具,例如用于移动牙齿,用作具有改进的抗冲击性的运动护齿器以及用作正畸固持器。相对于当前可用的材料和器具,本文描述的材料和器具的改进的性能包括但不限于更大的柔性,从而导致改善的最终用户舒适度、改进的牙齿移动结果、更大的玷污和应力开裂抗性以及出色的美观性,所有这些都促进对象更坚持的穿戴。
[0090]
测试方法
[0091]
拉伸性能使用instron universal materials测试仪来测量。除非另有说明,否则采用astm d638的程序。颜色和透光率使用byk gardner spin比色计来测量。
[0092]
抗冲击性使用gardner冲击测试仪来测量。撕裂强度使用材料测试仪以每分钟250mm的速率来测量。
[0093]
样品在37℃下在水中的应力松弛通过在美国专利号8,716,425b2中描述的方法来测量。
[0094]
玷污抗性通过将测试制品在37℃下暴露于染色介质例如芥末或咖啡24小时,并在暴露之前和之后在白色瓷砖上测量颜色来测量。
[0095]
平移恢复力通过构建如图1和2中所示的三层结构(或聚合物片材)来测量。样品位移0至0.5mm,并且力以n/cm2为单位报告。
[0096]
层间剥离强度在50mm/min的速率下测量,并且可以以牛顿(n)/英寸或牛顿(n)/2.54cm为单位来报告。详情可以在测试方法astm d3164中找到。
[0097]
除非另有指明,否则使用差示扫描量热计以每分钟10℃的加热和冷却速率来进行确定玻璃化转变温度、熔点和凝固点的热测试。
[0098]
对环境应力开裂的抗性可以通过以下方式确定:将片材样品围绕圆柱形芯轴固定以在外表面上引起指定的应变例如3%或5%,并将样品暴露到指定环境指定的时间,例如唾液模拟溶液、漱口水或其他感兴趣的溶液。响应可以通过目测观察裂纹的类型和数量来半定量地测量,或者通过随后测量机械性质例如撕裂强度来定量地测量。
[0099]
材料和方法
[0100]
构建材料。大量可商购的材料可用于生产本文描述的片材和器具。表1提供了用于a或c组分的示例性材料的名单。表2提供了用于b组分的示例性材料的名单。相似或相关的材料可以从其他制造商获得或通过已知方法生产。
[0101]
表1.可用作a或c材料的主要组分的示例性材料
[0102][0103]
表2.可用作b材料的主要组分的示例性材料
[0104][0105]
*模量来自于供应商的文献或在肖氏硬度的基础上估算
[0106]
用于所述a、b或c层的其他适合材料可以包括相容或不相容的掺混物例如两种或更多种共聚酯的掺混物、聚丙烯和聚乙烯和乙烯丙烯弹性体的掺混物,含氟聚合物例如聚偏二氟乙烯或其共聚物,苯乙烯丙烯腈树脂,丙烯腈苯乙烯丁二烯树脂(abs),含有聚碳酸酯软嵌段、硅氧烷软嵌段的聚氨酯,硅酮弹性体例如geniomer
tm
,硅氧烷脲共聚物,以及环烯烃共聚物和环烯烃弹性体。
实施例
[0107]
本公开通过下述实施例进一步说明。提供所述实施例仅仅是出于说明的目的。它们不应被解释为以任何方式限制本发明的范围或内容。
[0108]
实施例1
[0109]
如表3中所示制备了标称总厚度为0.76mm的一系列单层和多层片材。测试样品1-4通过对各个膜进行压缩模制和热层压或通过挤出层压来制备。现有技术材料的实例p1、p2和p3通过对膜进行压缩模制并任选地对它们进行热层压来制备。
[0110]
压合在200至220℃下进行,挤出层压使用210至240℃的聚氨酯熔化温度来进行,并且共挤出使用240℃至260℃的聚酯熔化温度和210至240℃的聚氨酯熔化温度来进行。改变时间、温度和压力条件以使结构(聚合物片材)的质量、厚度和粘附最大化。
[0111]
测量机械性能、光学性能、应力松弛和形状恢复,以比较得到的结构(聚合物片材)的适合性。
[0112]
表3.单层和多层片材
[0113][0114]
*聚酯a是由eastman chemical销售的共聚酯(eastar 6763)。聚酯b是由eastman chemical在商品名tritan下销售的环脂族共聚酯
[0115]
1-5%应变/37℃/水
[0116]
2-芥末/24小时/22℃
[0117]
现有技术材料p1是由bay materials,llc,fremont ca供应的商品化可热成型的矫正器材料。现有技术材料p2是由eastman chemical制造的在商品名eastar 6763下销售的具有约90℃的玻璃化转变温度的聚酯。现有技术材料p3描述在us 9,655,693 b2中。测试样品1-4是多层层压物(如本文中所描述),表现出改进的应力松弛性能、提高的撕裂强度和出色的抗玷污性。
[0118]
与现有技术材料相比,测试样品1-4表现出许多出人意料的性质。将测试样品1-4与现有技术材料p1和p2相比,可以看出测试样品1-4在应力松弛测试中表现出实质上更低的初始力(据信转化成更高的用户舒适度),但令人吃惊地维持所述力更长的时间。这与us 9,655,693b2的教导相矛盾,us 9,655,693 b2教导了需要弹性体外层来保护内部硬质层。多层片材在苛刻条件下长时间维持适合的力水平的能力可以在图4中容易地看到。如表3中所述,图4中的样品a和b是单层片材,而样品1和2是多层片材。
[0119]
撕裂强度是牙科器具的重要性质。撕裂强度低的材料具有低的耐久性,并且可能在应力集中的位置破裂。将现有技术材料p1、p2和p3与测试样品1-4的撕裂强度进行比较,显示出这种具有弹性体b层的多层结构(或聚合物片材)与可比的单层结构或现有技术的多层结构相比,具有显著更高的撕裂强度。
[0120]
为了进一步研究构造对撕裂强度的影响,制备了另一种层压体(#5),其具有由eastar 6763这种可以从eastman chemical获得的tg为86℃的共聚酯构成的0.25mm的a和c层以及由肖氏硬度为50d的氨酯弹性体构成的0.2mm的b层,给出0.7mm的总厚度。将该样品的撕裂强度与现有技术的材料p1、p2和p3进行比较。样品#5表现出120n的撕裂强度,超过现
有技术材料p3的值的200%,同时具有相近的聚氨酯和聚酯比例。
[0121]
实施例2(平移力的测量)
[0122]
如实施例1中为测试材料2所述制备三层片材。将所述片材的2.54cm x 1cm的条粘合在宽为2.54cm的两个刚性聚酯条之间,以产生0.5cm的交叠(“多层样品a2”)。使用在两个刚性聚酯条之间的相同尺寸和厚度的聚酯a(现有技术)来制备对照测试样品。以0.04mpa/min的速率测量位移/力响应,结果报告在表4中。所述多层构造与现有技术构造相比允许器具的两个外层(或两个壳)以适合的力适应更大的弹性移动。
[0123]
表4.多层材料的受控弹性移动
[0124][0125]
使用本文中描述的材料和方法制造正畸装置,并与由zendura a和essix plus制造的相同形状和厚度的装置进行比较。本公开的装置实质上更具弹性并且穿戴更舒适。由于内壳和外壳可以彼此独立地变形,因此它们可以适应于实际牙齿与所述器具之间的更大偏移而不对患者造成过多不适,并在长时间段内施加接近恒定的力以精确地移动牙齿。
[0126]
实施例3
[0127]
在热压机中,在180℉下将由blue ridge films(petersburg,virginia)供应的被称为bfi 257的厚度为0.25mm的透明聚丙烯膜层压到从kraton gf(马来酸化sebs,可以从kraton polymers获得)制备的0.25mm厚的膜的两侧,冷却,并切割成125mm的圆。所述聚丙烯的模量据报道为1,100mpa。所述sebs弹性体的报道硬度为71a,并且模量为25mpa。所述多层膜表现出低玷污性,并且可以在牙科模型上热成型,以产生具有出色的弹性恢复性能的固持器。
[0128]
实施例4
[0129]
由于已知牙科器具可能容易被醇和/或表面活性剂损坏,因此调查了片材材料在漱口水存在下的耐久性。制备2.54cm宽x12cm长的厚度为0.75mm的测试片材。将现有技术材料p1、p2和p3以及多层片材(测试材料)#2包绕在直径足够的芯轴上,以产生5%的应变。将所述样品浸泡在漱口水中并维持在37℃。已知这种环境促进环境应力开裂并引起固化,导致所述材料呈箍状而不是扁平状。24小时后,将所述样品用去离子水清洗,并立即以及在环境温度下24和48小时后再次测量恢复量。随后,将所述样品在显微镜下观察,以确定延伸一侧上的应力开裂的量。回复到完全平坦的样品被评定为具有100%恢复率。应力开裂被评为1至5级,其中5为没有可见的开裂,而1为严重开裂。样品的形状恢复率提供在表5中。所述多层片材(#2)与现有技术材料p1、p2和p3相比恢复得更快且更完全。
[0130]
表5.样品的形状恢复率
[0131][0132]
实施例5
[0133]
如实施例1样品2中所述制备三种层压体,并称为样品#6、#7和#8。样品#6使用未处理的聚酯膜在40℃的辊温度下挤出层压,样品#7使用电晕处理的聚酯膜在60℃的辊温度下挤出层压,并且样品#8使用电晕处理的膜在80℃的辊温度下挤出层压。电晕处理常用于活化膜表面以提高它们的极性。聚酯a的对照样品被称为样品#9。表6中提供了所述三种样品的机械性能和环境应力开裂抗性。
[0134]
表6.层间剥离强度对a层的esc抗性的影响
[0135]
性质#6#7#8#9模量(mpa)1,4901,5721,5892,700屈服伸长率(%)6.15.86.16.2断裂伸长率(%)124131129131层间剥离强度(n/英寸)3553137na撕裂强度5511717948escr/漱口水/37℃12.541
[0136]
与样品#6和#9相比,对样品#7和#8观察到的环境抗性的急剧提高是出乎意料和意想不到的。在每种情况下,暴露于环境的材料在化学上是一致的并在等量的应力下。尽管不希望受到理论限制,但我们假定存在于外部聚酯层中的一些集中应变诱发的应力可能会传递到所述弹性体材料,并且在具有较高层间粘结强度的材料中所述力传递更加高效。然而,我们不知道这种结果的任何先例。
[0137]
众所周知,热塑性非结晶共聚酯(petg和pctg)具有不良的环境应力开裂抗性,并在用作牙科器具时倾向于快速降解。美国专利9,655,691教导了用具有约60a至约85d硬度的热塑性聚氨酯弹性体覆盖这种共聚酯的两侧,令人吃惊地提高了由此类材料(被描述为“配置在两个软聚合物层之间的硬聚合物层”)制成的牙科矫正器的耐用性。据推测,所述外部材料提供物理和/或化学保护层。这种材料的缺点是所述聚氨酯弹性体和其他弹性体具有不良的抗玷污性,并且所公开的多层结构具有不良的抗撕裂性。
[0138]
本发明人出人意料地发现,通过在两层聚酯之间粘合弹性体材料例如聚氨酯,可以急剧改善无定形聚酯膜、片材或由其制备的热成型部件的应力开裂抗性。得到的具有配置在两个硬聚合物层之间的软聚合物层的结构,具有出色的化学抗性、高透明性和出色的抗玷污性。另外,所述多层结构的抗撕裂性大于单独的所述聚酯或弹性体。本发明人还已发现,所述改善的性能要求所述层之间的粘结强度高,并且具有不良粘结层的材料具有较差的开裂抗性和较差的撕裂强度。
[0139]
在本领域中已知刚性聚氨酯片材本身具有非常好的应力开裂抗性。出人意料的
是,我们观察到具有刚性聚氨酯a(外部)层和弹性体b(内部)层且具有出色粘合性的三层aba结构,与单独的刚性聚氨酯相比具有更差的环境应力开裂抗性,与使用聚酯外层时观察到的效果相反。
[0140]
实施例6
[0141]
进行了测试以研究热处理和热成型条件对由所述片材制成的装置的性能的影响。将测试材料2(三层,聚酯、聚氨酯、聚酯)的三种片材(2a、2b和2c)在真空下在60℃干燥12小时。将所述样品放入防潮袋中,并经历表7中所示的热处理和热成型条件。将样品2a维持在22℃,并将样品2b和2c在100℃下退火24小时。然后使用不同的热成型温度对样品进行热成型,以生产平片材。样品2a和2b在低于所述聚氨酯的熔融范围的上限的温度下热成型,而样品2c在高于所述聚氨酯的熔融范围的温度下热成型。
[0142]
表7.热处理/热成型条件对保留应力的影响
[0143][0144]
从热成型的样品切割出测试样品,通过dsc进行分析,并在37℃下在水中进行应力松弛测试。dsc显示,通过在100℃下退火,所述样品的熔点和熔化热提高,并且所述热成型减少了熔化热的量和熔融范围。然而,在低于所述聚氨酯的熔融范围上限的温度下热成型的样品保留更高结晶性并且在应力松弛测试中表现更好。将表7中用于样品2b的条件用于制造牙科器具。
[0145]
实施例7
[0146]
通过选择如表8中所示在模量和弹性方面有差异的适合的层材料,可以制造另外的组合物。
[0147]
表8.示例性的多层片材材料
[0148][0149]
altuglas sg10是由arkema销售的透明的抗冲击性改良的聚甲基丙烯酸甲酯
[0150]
altuglas luctor cr13是由arkema销售的透明的抗冲击性改良的聚甲基丙烯酸甲酯
[0151]
kurarity la4285是甲基丙烯酸甲酯和甲基丙烯酸丁酯的丙烯酸aba嵌段共聚物
[0152]
实施例8
[0153]
通过将两个0.250mm厚的聚丙烯均聚物外膜(blue ridge films bfi 3270,模量为1,200mpa)和1.50mm厚的乙烯丙烯微晶弹性体内层(noito pn 2070,mitsui chemical,模量为150mpa)层压,制备了2mm厚的片材。将所述片材切割成直径为125mm的圆盘,在个体的上颌牙模型上热成型并裁剪,以制造高度抗冲击的运动护齿器。令人吃惊的是,与由dreve在商品名drufosoft下销售的由4mm厚的乙烯-乙酸乙烯酯共聚物制成的标准装置相比,所述护齿器提供了更好的冲击防护和舒适度。
[0154]
实施例9
[0155]
通过将三层片材在牙齿模型上热成型来制造矫正器。两个外层由tg为约120℃的刚性聚氨酯构成,内部b层由肖氏硬度为a 85、熔点为160至195℃、熔化热为8j/克的具有硬嵌段的芳香族聚醚聚氨酯构成。将所述器具在100℃下退火24小时,所述温度低于外层的tg。没有观察到变形。测试证实,该器具与在100℃下退火之前相比更具弹性,并在载荷下表现出更小蠕变。所述改进据认为是由于聚氨酯弹性体的微观结构的改善引起的。
[0156]
在第二个测试中,在多层装置和单层装置之间进行了比较,其中在每种情况下使用zendura a材料分别作为a/c材料或a/b/c材料。将所述装置在90℃下退火24小时。观察到所述单层装置发生很大变形,而所述多层装置维持其形状。据假设,在所述多层装置中所述弹性体在退火期间在更刚性的材料上维持稳定力,以防止不想要的尺寸变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。