1.本发明属于高分子材料技术领域,具体涉及一种耐蠕变绝缘胶带及制备方法。
背景技术:
2.自融合防水绝缘胶带在电缆接头的绝缘保护中已获得广泛的应用,用户对绝缘胶带的要求越来越高,比如要求在高温比如80℃恒定伸长下不能因为蠕变产生裂纹并逐步扩大开裂。目前现有技术虽然公开了一些绝缘胶带,但是均没有能够达到此要求的。比如cn110408349中涉及的一种绝缘胶带,自粘层和橡胶层主要为丁基橡胶、纳米陶瓷粉和凹凸棒土等组成;湖北舒氏实业在cn105111949a公开一种由天然橡胶、丁苯橡胶、丁基橡胶、三元乙丙橡胶和有机硅胶作为基体的绝缘胶带,结构为单层。再比如谢宝明在cn103320038a中公开了一种高压绝缘胶带及其制造方法,其基膜层为pe,胶层为丁基橡胶、丁苯橡胶、天然橡胶等;科建高分子cn101921556a和cn113861876a中公开的绝缘胶带。
3.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
4.本发明是为了解决上述问题而进行的,目的在于提供一种耐蠕变绝缘胶带及制备方法,根据该制备方法制备的耐蠕变绝缘胶带不会在80℃恒定伸长下因为蠕变而产生裂纹。
5.本发明提供了一种耐蠕变绝缘胶带的制备方法,具有这样的特征,包括以下步骤:步骤sa1,将橡胶背衬层胶料压延得到橡胶背衬层大卷;步骤sa2,将橡胶背衬层大卷用钴-60辐射源进行辐射交联,得到gamma射线辐射交联的橡胶背衬层大卷;步骤sa3,将丁基自粘层胶料喂入挤出机,挤出在gamma射线辐射交联的橡胶背衬层大卷上得到耐蠕变绝缘胶带;其中,橡胶背衬层胶料包含丁基橡胶及共轭二烯类橡胶。
6.在本发明提供的耐蠕变绝缘胶带的制备方法中,还可以具有这样的特征:其中,步骤sa3中,将丁基自粘层胶料喂入挤出机,挤出在离型纸的下表面上及gamma射线辐射交联的橡胶背衬层大卷的上表面上得到耐蠕变绝缘胶带。
7.本发明还提供了另外一种耐蠕变绝缘胶带的制备方法,具有这样的特征,包括以下步骤:步骤sb1,将橡胶背衬层胶料压延得到橡胶背衬层大卷;步骤sb2,将丁基自粘层胶料喂入挤出机,挤出在橡胶背衬层大卷上,得到复合半成品;步骤sb3,将复合半成品用钴-60辐射源进行辐射交联,得到耐蠕变绝缘胶带;其中,橡胶背衬层胶料包含共轭二烯类橡胶。
8.在本发明提供的耐蠕变绝缘胶带的制备方法中,还可以具有这样的特征:其中,步骤sb2,将丁基自粘层胶料喂入挤出机,挤出在离型纸的下表面上及橡胶背衬层大卷的上表面上,得到复合半成品。
9.在本发明提供的耐蠕变绝缘胶带的制备方法中,还可以具有这样的特征:其中,橡
胶背衬层胶料质量份数比,包括以下组分:丁基橡胶:25-45份;共轭二烯类橡胶:10-20份;抗氧剂:0.2-1份;增粘树脂:2-8份;颜料:0.5-1.5份;填料3:10-30份;填料2:10-30份;硬脂酸:1-2份;偶联剂:0.5-1.0份。
10.在本发明提供的耐蠕变绝缘胶带的制备方法中,还可以具有这样的特征:其中,丁基自粘层胶料质量份数比,包括以下组分:丁基橡胶:10-20份;共轭二烯类橡胶:3-10份;液体聚异丁烯:10-26份;填料:30-50份;填料:6-26份;颜料:0.5-1.5份;增粘树脂:5-15份。
11.在本发明提供的耐蠕变绝缘胶带的制备方法中,还可以具有这样的特征:其中,步骤sa3及步骤sb3中,用钴-60辐射源进行辐射交联时,剂量率为100gy/min,总剂量为50kgy~150kgy。
12.在本发明提供的耐蠕变绝缘胶带的制备方法中,还可以具有这样的特征:其中,共轭二烯类橡胶为天然橡胶5#、天然橡胶10#、天然橡胶20#、sbr无规共聚物或sbs嵌段共聚物中的任意一种或几种。
13.本发明还提供了一种耐蠕变绝缘胶带,由耐蠕变绝缘胶带的制备方法制备得到,包括:贴合在一起的丁基自粘层及橡胶背衬层,丁基自粘层的厚度为0.5mm-1.0mm,橡胶背衬层的厚度为0.7mm-1.2mm。
14.在本发明提供的耐蠕变绝缘胶带的制备方法中,还可以具有这样的特征,还包括:隔离层,其中,隔离层的厚度为0.05mm-0.2mm,与丁基自粘层贴合在一起。
15.发明的作用与效果
16.根据本发明所涉及的耐蠕变绝缘胶带及其制备方法,虽然通常丁基橡胶在辐射下会产生断链,分子量降低,机械强度下降,本身并不适合于使用辐射交联技术;但由于橡胶背衬层胶料包含丁基橡胶及共轭二烯类橡胶,而共轭二烯类的聚合物如天然橡胶,sbr等在辐射下会产生交联。所以本发明通过丁基橡胶、天然橡胶或sbr的复配可以获得交联程度可控的可辐射交联的混合物。辐射交联相对比与化学交联,不需要引入硫化剂等助剂,不会引入硫原子,氧原子、氮原子等杂原子,因而交联后的产品更纯净,耐热性更好。
附图说明
17.图1是本发明的实施例中的耐蠕变防水绝缘胶带的结构示意图;
18.图2是本发明的实施例中的压延工艺示意图;
19.图3是本发明的实施例中的分条工艺示意图;
20.图4是本发明的实施例中的复合工艺示意图;
21.图5是本发明的实施例中的辐照交联工艺示意图。
具体实施方式
22.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,以下结合实施例及附图对本发明一种耐蠕变绝缘胶带及其制备方法作具体阐述。
23.如无特别说明,本发明所用的原料均通过一般商业途径购买,所有未提及的测试标准是国标。
24.图1是本发明中的耐蠕变绝缘胶带的结构示意图。
25.如图1所示,耐蠕变绝缘胶带上至下依次包含贴合在一起的3层,分别为隔离层l1、
丁基自粘层l2、橡胶背衬层l3。第一层隔离层l1的厚度为0.05mm-0.2mm。第二层丁基自粘层l2的厚度为0.5mm-1.0mm,优选为0.6mm-0.8mm。第三层橡胶背衬层l3的厚度为0.7mm-1.2mm,优选为0.8mm-1.0mm。在实际实施中,宽度可以选择剪裁,第二层丁基自粘层l2的宽度为30mm-80mm,优选为48mm-50mm。第三层橡胶背衬层l3的宽度为30mm-80mm,优选为50mm-52mm。并且l1和l3的宽度一样,l2的宽度要比l3(或l1)宽度窄,优选窄1-3mm。
26.第一层隔离层l1为离型膜或离型纸,使用时需要撕掉。优选为离型纸,如宝燕工业科技(南通)的110g双硅离型纸。
27.第二层丁基自粘层l2,可以为普通丁基胶,也可以优选含有共轭二烯类橡胶的丁基胶,为可辐射部分交联型。
28.第三层橡胶背衬层l3为辐射交联型橡胶层,含有共轭二烯类橡胶,为可辐射部分交联型,辐射交联后仍能够与第二层产生自融合,即在伸长200%下50%重叠缠绕下自粘层和橡胶层会互相渗透融合为整体,测试方法见astm d4388。
29.以下实施例中的第二层丁基自粘层l2为含有共轭二烯类橡胶的丁基胶,按质量份数比,它由以下组分制备而成:
30.丁基橡胶:10-20份;
31.共轭二烯类橡胶:3-10份;
32.液体聚异丁烯:10-26份;
33.填料:30-50份;
34.填料:6-26份;
35.颜料:0.5-1.5份;
36.增粘树脂:5-15份。
37.橡胶背衬层l3按照质量份数比,包括以下组分:
38.丁基橡胶:25-45份;
39.共轭二烯类橡胶:10-20份;
40.抗氧剂:0.2-1份;
41.增粘树脂:2-8份;
42.颜料:0.5-1.5份;
43.填料3:10-30份;
44.填料2:10-30份;
45.硬脂酸:1-2份;
46.偶联剂:0.5-1.0份。
47.上述原料具体名称或者来源如下:
48.丁基橡胶的门尼粘度40-70,可选用比如燕山石化1751、俄罗斯1675n、日本jsr 268。
49.共轭二烯类橡胶,可以为共轭二烯类橡胶a例如天然橡胶5#,10#,20#;或是共轭二烯类橡胶b,例如sbr无规共聚物,或sbs嵌段共聚物,其中苯乙烯含量15-30%。可选用比如吉林石化sbr1502或巴陵石化sbs yh-796。在制备橡胶背衬层或者丁基自粘层时,可以选用共轭二烯类橡胶a或者b中的任意一种或几种。
50.液体聚异丁烯的重均分子量mw在1300dalton左右,比如大林pb1300,鸿瑞hrd-13。
51.填料1为轻质碳酸钙,吸油值《35ml/100mg,比如势通pcc306,常州碳酸钙503。
52.填料2为无定型沉淀二氧化硅,目数1250目,比如太仓市欣鸿xh-201f。
53.填料3为三氧化二铝,目数在1250目以上,优选在2000目,比如裕诺化工的三氧化二铝d10。
54.颜料3为色素炭黑,比如河南鑫锦炭黑112。
55.增粘树脂的软化点为90℃-100℃,可以为c5树脂、c9改性c5树脂、氢化c5树脂等。可选用比如eastman piccotac 9095、exxsonmobile的escorez 2203lc、鲁华的a1100等。
56.抗氧剂为多元受阻酚类大分子抗氧化剂,比如basf irganox1010。
57.硬脂酸的酸值为205mgkoh/g-210mgkoh/g,比如工业级硬脂酸。
58.偶联剂为环氧基硅烷偶联剂,优选γ一(2.3一环氧丙氧)丙基三甲氧基硅烷,比如湖北新蓝天lt-560。
59.在本发明中,上述耐蠕变绝缘胶带由两种方法制备得到,分别为制备方法a及b。
60.耐蠕变绝缘胶带的制备方法a包括以下步骤:
61.步骤sa1,将橡胶背衬层胶料压延得到橡胶背衬层大卷;
62.步骤sa2,将橡胶背衬层大卷用钴-60辐射源进行辐射交联,得到gamma射线辐射交联的橡胶背衬层大卷;
63.步骤sa3,将丁基自粘层胶料喂入挤出机,挤出在离型纸的下表面上及gamma射线辐射交联的橡胶背衬层大卷的上表面上得到耐蠕变绝缘胶带。
64.耐蠕变绝缘胶带的制备方法b包括以下步骤:
65.步骤sb1,将橡胶背衬层胶料压延得到橡胶背衬层大卷;
66.步骤sb2,将丁基自粘层胶料喂入挤出机,挤出在离型纸的下表面上及橡胶背衬层大卷的上表面上,得到复合半成品;
67.步骤sb3,将复合半成品用钴-60辐射源进行辐射交联,得到耐蠕变绝缘胶带。
68.上述方法a及b中,橡胶背衬层胶料的制备均按照步骤s0-1搅拌得到,步骤s0-1具体为:
69.将丁基橡胶、共轭二烯类橡胶、抗氧剂、增粘树脂、颜料、填料、硬脂酸、偶联剂按照预订比例一次性投入110l密炼机1,搅拌时间为15-30分钟,温度会上升至至170℃-180℃,确认均匀无颗粒出料至周转箱中备用。
70.丁基自粘层胶料的制备均按照步骤s0-2搅拌得到,步骤s0-2具体为:
71.将丁基橡胶、共轭二烯类橡胶、液体聚异丁烯、填料1、填料2、颜料、增粘树脂等按照一定顺序及预定比例入600l捏合机8捏炼,温度控制在80℃-130℃,时间为5~60分钟,搅拌至均匀无颗粒后挤出出料至周转箱中冷却至料温在35℃至65℃之间备用。此处的原料加入顺序为:先加入丁基橡胶和共轭二烯橡胶、填料1搅拌到没有橡胶颗粒,再分批次交替加入液体异丁烯和粉料如填料、颜料、增粘树脂搅拌均匀。
72.图2是本发明的实施例中的压延工艺示意图。
73.步骤sa1与步骤sb1相同,均为橡胶背衬层压延,如图2所示,具体操作如下:
74.橡胶背衬层胶料从密炼机1出料后,喂入第一挤出机2,控制挤出温度在80℃-120℃之间,挤出成胶条t喂入三辊复合机的第一辊31和第二辊32之间,三辊复合机第一辊31辊温设定80℃~100℃;第二辊32辊温设定85℃~105℃;第三辊33温设定85℃~105℃;压延
后的胶片经过两个压辊4传送及冷却,然后与被放卷机6放卷的临时背衬隔离层一起被收卷机7复合并收卷得到宽幅的橡胶背衬层大卷d,宽度通常在1.1m-1.4m。收卷采取张力控制,卷的长度用码表计米。其中,第一辊31、第二辊32及第三辊33的转动方向如图2中箭头所示。
75.图3是本发明的实施例中的分条工艺示意图。
76.步骤sa1还可以包括分条工艺,如图3所示,橡胶背衬层分条的具体操作为:宽幅的橡胶背衬层大卷d在存储数天后,通常必须储存大于1天后,经过分条机f一次性同时分卷,再收卷得到窄条的橡胶背衬层大卷x,窄条宽度可根据需要设定,默认为50mm。此处窄条的橡胶背衬层大卷x尚未进行辐射交联,窄条的橡胶背衬层大卷x经过图5所示的辐射交联后,为已被辐射交联的窄条的橡胶背衬层大卷x’。
77.图4是本发明的实施例中的复合工艺示意图。
78.步骤sa3及步骤sb2均为丁基自粘层及橡胶背衬层的复合,如图4所示,具体操作如下:
79.捏合机8捏炼的丁基自粘层胶料经过冷却后喂入第二挤出机9,第二挤出机9的料筒温度为60℃~110℃,挤出至经过第一放卷机10放卷的第一层离型纸上,以及经过第二放卷机11放卷的第三层未经辐射交联的窄条的橡胶背衬层大卷x或已被辐射交联的窄条的橡胶背衬层大卷x’上,经过复合辊12复合后再经第一收卷机13收卷得到窄条的大卷,即窄条的复合半成品y或者窄条的耐蠕变绝缘胶带。第二层胶料挤出厚度控制在0.6mm~0.8mm。其中第三层窄条橡胶背衬层大卷在第二放卷机11放卷的过程中,第二收卷机14同时收卷临时背衬隔离层将临时背衬隔离层回收利用。
80.图5是本发明的实施例中的辐照交联工艺示意图。
81.步骤sa2及步骤sb3均为辐照交联工艺,如图5所示,具体操作如下:
82.将步骤sa2或步骤sb3所得窄条的橡胶背衬层大卷x或复合半成品y放入有钴-60辐射源的钴源室中,在剂量率为100gy/min中的位置,照射大概17个小时总剂量100kgy左右(50kgy~150kgy)后取出,得到gamma射线辐射交联的橡胶背衬层大卷x’或耐蠕变绝缘胶带z。根据用户需要,大卷被切断和收卷为客户指定长度的小卷,小卷长度可以是1m,3m,5m等。
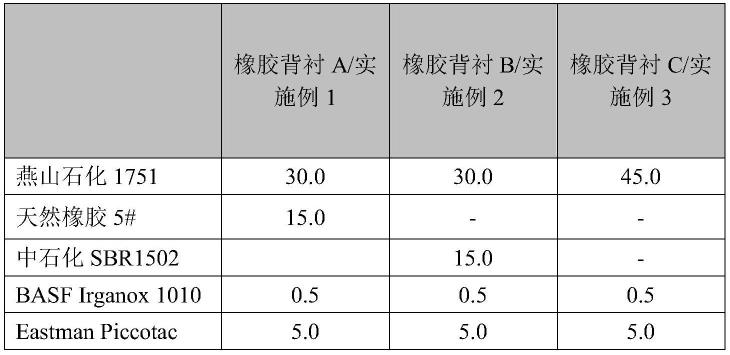
83.以下为实施例1-3,均为橡胶背衬层的制备,根据表1橡胶背衬层胶料组成的组成,按照步骤s0-1制得三种胶料,即橡胶背衬层胶料a,b,c,并按照步骤sa1(sb1)进行压延和图3所示的分条工艺进行分条后得到未辐射交联的窄条橡胶背衬层胶a,b,c。同时选取一部分窄条橡胶背衬层胶a放入有钴-60辐射源的钴源室中,在剂量率为100gy/min中的位置,照射17个小时总剂量100kgy左右后取出,得到gamma射线辐射交联的橡胶背衬层大卷a备用(用于实施例12)。
84.表1.橡胶背衬层胶料组成
[0085][0086][0087]
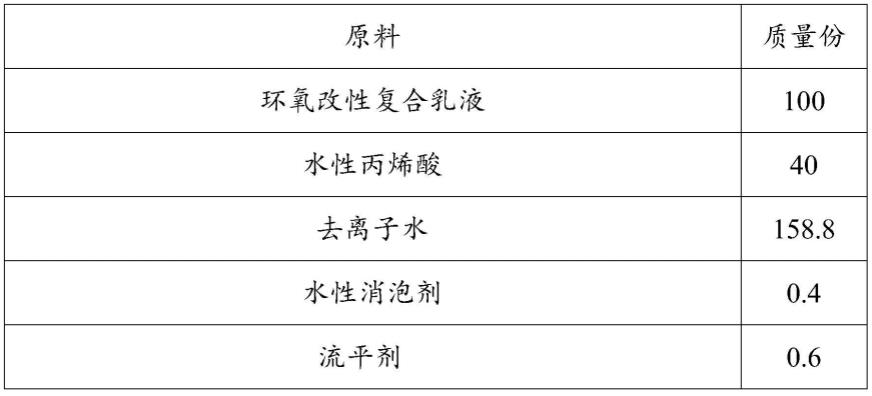
以下为实施例4,即丁基自粘层胶料的制备:根据表2的丁基自粘层的胶料组成,按照步骤s0-2制备丁基自粘层胶料。
[0088]
表2.丁基自粘层胶料组成
[0089] 丁基自粘胶a丁基自粘胶b燕山石化175110.015.0巴陵石化sbs yh-7965.0-大林pb130018.018.0势通pcc30646.046.0太仓市欣鸿xh-201f10.010.0河南鑫锦炭黑1121.01.0eastman piccotac 909510.010.0
[0090]
以下为窄条大卷挤出制备和辐射交联步骤。
[0091]
根据表3中耐蠕变绝缘胶带的组成,按照步骤步骤sa3及步骤sb2的复合方法,把丁基自粘胶a或b挤出在离型纸再与未交联或辐射交联(仅实施例12)的窄条的橡胶背衬层大卷上复合后收卷得到大卷产品。其中对比例10,20和实施例12中的大卷产品不再进行后续的辐射交联步骤。实施例12不需要后续的辐射交联步骤是因为实施例12中的橡胶背衬层大卷已经经过辐射交联。而实施例11,13,21以及对比例30均需要放入有钴-60辐射源的钴源室中,在剂量率为100gy/min中的位置,照射大概17个小时总剂量100kgy左右后取出。
[0092]
表3.实施例和对比例的胶带的组成
[0093][0094]
上述表3中的对比例和实施例得到的胶带的关键性能测试结果见表4。
[0095]
表4.实施例和对比例的胶带的性能对比
[0096][0097][0098]
在表4可以看到,没有经过辐射交联处理的对比例10,20都不能通过定伸300%蠕变性测试,辐射交联是通过此测试的关键点之一。另外一个关键点是共轭二烯橡胶的存在,
如果胶料中没有共轭二烯橡胶,则辐射交联不能有效的发生,比如对比例30。同时发现,橡胶背衬层的辐射交联是必要条件,比如在实施例12中,丁基自粘层不接受辐照;在实施例13中,丁基自粘层因为没有共轭二烯橡胶预计不能发生辐射交联;这2个例子中仅橡胶背衬层参与交联就能通过定伸300%蠕变性测试,同时实施例13比12拉伸强度低,说明没有共轭二烯橡胶的自粘层是辐射降解的,与丁基橡胶的辐射效应为辐射降解相符合。实施例11和21均能说明共轭二烯橡胶能有效的参与辐射交联并弥补丁基橡胶的裂解带来的强度损失。
[0099]
上述实施方式为本发明的优选案例,并不用来限制本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。