1.本实用新型属于物料输送技术领域,具体地说涉及一种可实现对氯化炉进行持续进料的系统。
背景技术:
2.在现有的钛白粉生产线上,高钛渣、石油焦通过输送机进入高钛渣、石油焦料仓,每个料仓底部设置两台旋转给料机,将物料加至下方的喷吹罐内,喷吹罐上设置称重传感器及配套失重控制仪表,底部设有软连接,通过落料管、变径管,将高钛渣、石油焦从储仓喷吹至下游氯化炉炉入口。
3.现有的输送系统无法实现物料的一键启动和自动运行,需操作人员根据炉况、气量等参数进行实时调整,系统调整效率低,波动大,容易导致氯化炉工况变化快,降低了运行稳定性,不利于氯化炉达产、超产。同时,现有系统耗气量较设计值偏大,过量氮气随物料进入炉内,对炉内料床造成冲击,降低了物料和氯气的接触面积,造成氯化炉反应速度降低,热损失增加,产率降低。
4.为此,亟需加以改进。
技术实现要素:
5.本实用新型的目的就在于克服上述不足,提出一种可实现对氯化炉进行持续进料的系统。
6.本实用新型提出的技术方案如下:
7.一种可实现对氯化炉进行持续进料的系统,包括储料仓和称重仓,所述称重仓出口设有旋转给料机,所述旋转给料机的出料口通过气力输送管路与氯化炉的进料口相连通,所述称重仓上设有称重传感器,所述旋转给料机通过申克失重称仪表与称重传感器联动,本技术还包括缓冲仓,所述储料仓设于缓冲仓上方,所述称重仓设于缓冲仓下方,所述缓冲仓的进料口设有第一圆顶阀,出料口设于第二圆顶阀,所述称重仓的进料口设有第三圆顶阀,所述储料仓的出料口设有闸板阀,闸板阀可采用手动、电动、气动或液动方式驱动。所述闸板阀与第一圆顶阀之间连接有第一橡胶软管,所述第二圆顶阀和第三圆顶阀之间连接有第二橡胶软管,所述缓冲仓和称重仓的底部以及旋转给料机的下方均连接有流化风管,所述气力输送管路与缓冲仓的仓顶之间连通有第一平衡气管,所述称重仓的仓顶与旋转给料机出口之间连通有第二平衡气管,所述称重仓的仓顶与缓冲仓的仓顶之间连接有第三平衡气管,所述第三平衡气管上设有平衡阀。
8.优选地,各流化风管分别与第一平衡气管相连通,且第一平衡气管与气源管路相连通,所述气源管路上沿介质流向依次设有过滤器和流量调节阀,且气源管路远离第一平衡气管的一端依次通过波纹管和液动阀连接有压缩空气储罐。
9.优选地,所述第二平衡气管通过连通管与第一平衡气管相连通。
10.优选地,所述连通管和各流化风管上沿介质流向均设有液动阀、限流孔板和单向
阀,所述第一平衡气管的两端沿介质流向也分别设有液动阀、限流孔板和单向阀。
11.优选地,所述第一平衡气管和旋转给料机下方的流化风管靠近旋转给料机的一端均设有波纹管,所述气力输送管路靠近旋转给料机一端设有气动阀,且气力输送管路上也设有波纹管,波纹管可采用带导流筒的不锈钢密波波纹管。
12.优选地,所述缓冲仓的仓顶设有排气管,所述排气管上设有液动阀,且排气管远离缓冲仓的一端连接有除尘装置。
13.优选地,所述除尘装置采用布袋除尘器。
14.优选地,所述储料仓、称重仓和缓冲仓上分别设有电子料位计。
15.优选地,本技术还包括plc控制系统,所述申克失重称仪表、称重传感器、第一圆顶阀、第二圆顶阀、第三圆顶阀、液动阀、气动阀、流量调节阀以及电子料位计分别与plc控制系统电连接,所述plc控制系统与氯化炉的dcs控制系统通讯连接。
16.本实用新型还包括能够使该可实现对氯化炉进行持续进料的系统正常使用的其它设备或组件,这些设备或组件均采用本领域的常规技术手段。另外,本实用新型中未加限定的装置和组件均采用本领域中的常规技术手段,需要说明的是,本技术中各仪表、阀门、plc控制系统与氯化炉的dcs控制系统均采用本领域公知的技术,这里不再赘述。
17.本技术的工作原理是,在各仓之间采用圆顶阀用于实现配给物料与切断物料,且圆顶阀是一种全通径阀门,可实现系统快速装料并可靠密封,彻底避免进料及工作时的气量损失。通过设置缓冲仓缓冲物料,方便实现连续加料。本技术通过申克失重称仪表与称重传感器联动,采用失重法原理,实时采集称重传感器重量值并通过申克失重称仪表调整旋转给料机的转速,以精确实现加料速率和设定速率的吻合。通过设置第二橡胶软管和波纹管,可保证称重传感器计量准确。
18.另外,本技术通过在称重仓的仓顶与缓冲仓的仓顶之间设置第三平衡气管及平衡阀,可提高缓冲仓给称重仓补料的效率;通过在气力输送管路与缓冲仓的仓顶之间设置第一平衡气管,在称重仓的仓顶与旋转给料机出口之间设置第二平衡气管,可保证系统压力从上往下逐渐降低,气流方向与料流方向一致;通过在旋转给料机出口处设置流化风管,保证物料在流化气的作用下,连续稳定的进入气力输送管。
19.与现有技术相比,本实用新型所取得的有益效果是:可实现氯化炉进料的一键启动和自动运行,系统调整效率高,波动小。同时,该系统耗气量较小,形成输送流化床的气量不会对炉内料床造成冲击,降低了物料和流化气体的接触面积,不会造成氯化炉反应速度降低,热损失增加以及产率降低等情况。
附图说明
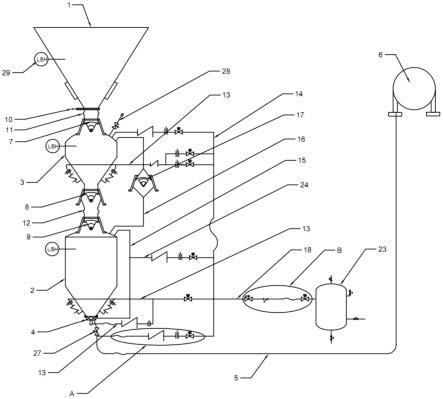
20.图1为本实用新型的整体结构示意图。
21.图2为图1中的a部结构放大示意图。
22.图3为图1中的b部结构放大示意图。
具体实施方式
23.下面结合附图和具体实施方式对本实用新型技术作进一步详细说明。
24.实施例:
25.如图1~3所示,本实用新型提供了一种可实现对氯化炉进行持续进料的系统,包括储料仓1和称重仓2,所述称重仓出口设有旋转给料机4,所述旋转给料机4的出料口通过气力输送管路5与氯化炉6的进料口相连通,所述称重仓2上设有称重传感器(图中未示出),所述旋转给料机4通过申克失重称仪表(图中未示出)与称重传感器联动,本技术还包括缓冲仓3,所述储料仓1设于缓冲仓3上方,所述称重仓2设于缓冲仓3下方,所述缓冲仓3的进料口设有第一圆顶阀7,出料口设于第二圆顶阀8,所述称重仓的进料口设有第三圆顶阀9,所述储料仓1的出料口设有闸板阀10,闸板阀10采用电动方式驱动,便于自动化控制,所述闸板阀10与第一圆顶阀7之间连接有第一橡胶软管11,所述第二圆顶阀8和第三圆顶阀9之间连接有第二橡胶软管12,所述缓冲仓3和称重仓2的底部以及旋转给料机4的下方均连接有流化风管13,所述气力输送管路5与缓冲仓3的仓顶之间连通有第一平衡气管14,所述称重仓2的仓顶与旋转给料机4出口之间连通有第二平衡气管15,所述称重仓2的仓顶与缓冲仓3的仓顶之间连接有第三平衡气管16,所述第三平衡气管16上设有平衡阀17。
26.本实施例中,各流化风管13分别与第一平衡气管14相连通,且第一平衡气管14与气源管路18相连通,所述气源管路18上沿介质流向依次设有过滤器19和流量调节阀20,且气源管路18远离第一平衡气管14的一端依次通过波纹管21和液动阀22连接有压缩空气储罐23。所述第二平衡气管15通过连通管24与第一平衡气管14相连通。所述连通管24和各流化风管13上沿介质流向均设有液动阀22、限流孔板25和单向阀26,所述第一平衡气管14的两端沿介质流向也分别设有液动阀22、限流孔板25和单向阀26。所述第一平衡气管14和旋转给料机4下方的流化风管13靠近旋转给料机4的一端均设有波纹管21,所述气力输送管路5靠近旋转给料机4一端设有气动阀27,且气力输送管路5上也设有波纹管21,波纹管21采用带导流筒的不锈钢密波波纹管。所述缓冲仓3的仓顶设有排气管28,所述排气管28上设有液动阀22,且排气管28远离缓冲仓3的一端连接有布袋除尘器(图中未示出)。
27.本实施例中,所述储料仓1、称重仓2和缓冲仓3上分别设有电子料位计29。
28.本实施例中,还包括plc控制系统(图中未示出),所述申克失重称仪表、称重传感器、第一圆顶阀7、第二圆顶阀8、第三圆顶阀9、闸板阀10、液动阀22、气动阀27、流量调节阀20以及电子料位计29分别与plc控制系统电连接,所述plc控制系统与氯化炉6的dcs控制系统通讯连接。本技术中各仪表、阀门、plc控制系统与氯化炉的dcs控制系统均采用本领域公知的技术,这里不再赘述。
29.本技术的工作原理是:
30.1、通过在各仓之间设置圆顶阀,用于实现配给物料与切断物料,且圆顶阀是一种全通径阀门,可实现系统快速装料并可靠密封,彻底避免进料及工作时的气量损失。通过设置缓冲仓3缓冲物料,方便实现连续加料。
31.2、本技术通过申克失重称仪表与称重传感器联动,采用失重法原理,实时采集称重传感器重量值并通过申克失重称仪表调整旋转给料机4的转速,以精确实现加料速率和设定速率的吻合。
32.3、本技术通过设置第二橡胶软管12和波纹管21,可保证称重传感器计量准确。本技术通过在称重仓2的仓顶与缓冲仓3的仓顶之间设置第三平衡气管16及平衡阀17,可提高缓冲仓3给称重仓2补料的效率。
33.4、本技术通过在气力输送管路5与缓冲仓3的仓顶之间设置第一平衡气管14,在称
重仓2的仓顶与旋转给料机4出口之间设置第二平衡气管15,可保证系统压力从上往下逐渐降低,气流方向与料流方向一致。
34.5、本技术通过在旋转给料机4出口处设置流化风管13,保证物料在流化气的作用下,连续稳定的进入气力输送管5。
35.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。