一种pe热熔管件快速焊接工艺
技术领域
1.本发明涉及pe热熔管件焊接技术领域,具体为一种pe热熔管件快速焊接工艺。
背景技术:
2.近年来国家大力推广化学建材,聚乙烯作为一种工程树脂得到了最广泛的应用,特別是聚乙烯压力管材管件随着化学树脂合成技术更深入的研究和提高,日益表现出优良的物理力学性能和巨大的社会经济价值,被广泛用于燃气输送、给水、排污、农业藻溉、矿细颗粒固体输送等领域热熔焊制管件作为聚乙烯压力给水管道一种主要连接形式的管件被大量采用,在应用过程中,人们不断地对其工.艺控制和应用方法进行探索和研究,积了很多的经验,聚乙烯是一种具有半结品的热塑性高分子聚合物,具有非极性的长链分子结构分子之间相互缠绕和贯穿,具有非常典型的玻璃态、高弹态、粘流态三个物态区间。
3.热熔焊制连接充分运用分子扩散原理,在晶体的融熔温度附近,聚乙烯分子吸收足够的能量导致其周烈运动,在外力的作用下,熔融界面的分子相互渗透和缠绕,进行分子链的物理重组和再结,现有的pe热熔管件焊接,一般是应用在对管件进行加长,或者管道部分破损后,为节约成本,对未损坏的两个管件进行再次连接,现有技术中,管道固定机结构较为复杂,焊接时一般需要多人对其进行操作,且对管道的夹持稳定性较差,容易导致管道的中轴线发生偏移,从而影响焊接质量,另外,在管件焊接时,对加热板温度、焊接压力及加热时间等参数没有进行很好的控制,进一步的影响了焊接质量。
技术实现要素:
4.本发明的目的在于提供一种pe热熔管件快速焊接工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种pe热熔管件快速焊接工艺,包括以下步骤:
6.步骤一:将规格一致的两根pe热熔管件放置在管道固定机的夹持装置中,pe热熔管件端部伸出夹持装置的长度相等,为10-15cm,通过夹持装置对pe热熔管件进行固定;
7.步骤二:对两根pe热熔管件相对侧的管件表面及端面进行水清洗;
8.步骤三:将盘式打磨机放置在两个夹持装置之间,通过管道固定机的移动装置推动其中一个活动的夹持装置进行移动,实现两根pe热熔管件的端部与盘式打磨机两侧的挤压;
9.步骤四:将盘式打磨机进行固定,然后启动盘式打磨机,对两根pe热熔管件端部进行打磨;
10.步骤五:通过管道固定机的移动装置将两根pe热熔管件进行分开,取出盘式打磨机;
11.步骤六:将加热板放置在两个夹持装置之间,通过管道固定机的移动装置推动其中一个活动的夹持装置进行移动,实现两根pe热熔管件的端部与加热板两侧的挤压;
12.步骤七:对加热板进行加热,加热温度为240-260摄氏度,加热时间为8-10min;
13.步骤八:通过管道固定机的移动装置将两根pe热熔管件进行分开,取出加热板;
14.步骤九:通过管道固定机的移动装置推动其中一个活动的夹持装置进行移动,实现两根pe热熔管件的端部的挤压,挤压的状态保持时间15-20min。
15.更进一步的,所述步骤三中的挤压压力为0.2-0.3mpa,步骤六中的挤压压力0.12-0.16mpa,步骤九中的挤压压力为0.15-0.2mpa。
16.更进一步的,两个所述pe热熔管件的中轴线重合。
17.更进一步的,所述管道固定机包括两个立架和两个夹持装置,其中一个夹持装置固定在立架的顶端,立架中部固定有竖架,移动装置设置在两个立架之间,两个立架的顶部之间固定有两个固定杆,另一个夹持装置通过固定在其两侧的活动块与固定杆活动连接。
18.更进一步的,所述夹持装置包括两个底部u型架和两个顶部u型架,两个底部u型架之间及两个顶部u型架之间均固定有环形板,环形板底端固定有压板,底部u型架一侧螺接有螺栓,螺栓杆体上活动连接有活动圆块,活动圆块顶端固定有螺杆,螺杆杆体上螺接有紧固螺母。
19.更进一步的,所述压板为橡胶板。
20.更进一步的,所述移动装置包括丝块,丝块中部活动螺接有丝杆,丝杆的两端与竖架滚动连接,其中一个立架一侧固定有电机,电机的输出端与丝杆的端部相固定。
21.更进一步的,其中一个所述立架一侧固定有支撑架,支撑架端部固定有控制器。
22.与现有技术相比,本发明的有益效果是:
23.该pe热熔管件快速焊接工艺,设置有管道固定机及限位装置,使用时,将该装置移动到适当位置,然后将管道放置在限位装置中并进行固定,通过移动装置实现对该工艺中的多个步骤中的挤压,限位装置可以对管道进行很好的定位,防止两根管道中轴线发生偏移,提高了焊接质量,另外,该装置结构简单,方便操作,单人或者两人即可完成pe热熔管件的快速焊接,节省了人力。
24.另外,通过对焊接工艺的改进,对加热板温度、焊接压力、加热时间进行多次实验,得到了最优范围的数据,进一步的提高了焊接质量。
附图说明
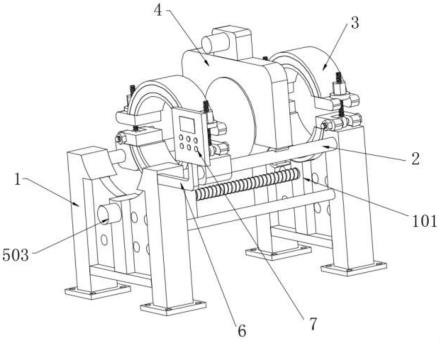
25.图1为本发明管道固定机的左侧轴视图;
26.图2为本发明管道固定机的右侧轴视图;
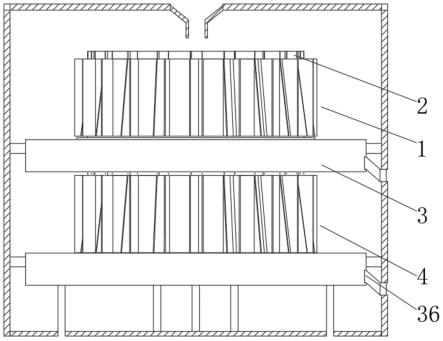
27.图3为本发明管道固定机中夹持装置的细节图。
28.图中:1、立架;101、竖架;2、固定杆;3、夹持装置;301、底部u型架;302、螺栓;303、顶部u型架;304、活动圆块;305、螺杆;306、紧固螺母;307、环形板;308、压板;4、盘式打磨机;501、丝杆;502、丝块;503、电机;6、支撑架;7、控制器;8、活动块。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
30.需要说明的是,在本发明的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,并不是指示或暗示所指的装置或元件所必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.此外,应当理解,为了便于描述,附图中所示出的各个部件的尺寸并不按照实际的比例关系绘制,例如某些层的厚度或宽度可以相对于其他层有所夸大。
32.应注意的是,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义或说明,则在随后的附图的说明中将不需要再对其进行进一步的具体讨论和描述。
33.本发明提供一种技术方案:一种pe热熔管件快速焊接工艺,包括以下步骤:
34.步骤一:将规格一致的两根pe热熔管件放置在管道固定机的夹持装置3中,规格一致是指pe热熔管件的内外管径相等,并且两个pe热熔管件的中轴线重合,并且pe热熔管件端部伸出夹持装置3的长度相等,伸出长度的范围为10-15cm,然后通过夹持装置3对pe热熔管件进行固定;
35.步骤二:对两根pe热熔管件相对侧的管件表面及端面进行水清洗,从而实现对pe热熔管件相对侧的管件表面及端面的清洁,避免对pe热熔管件端部进行熔融时,杂质混入到熔融管件中,间接的提高了焊接部分的强度;
36.步骤三:将盘式打磨机4放置在两个夹持装置3之间,通过管道固定机的移动装置推动其中一个活动的夹持装置3进行移动,实现两根pe热熔管件的端部与盘式打磨机4两侧的挤压,挤压压力为0.2-0.3mpa,盘式打磨机4为现有技术,其工作原理在本实施例中不再赘述,盘式打磨机4的作用是在一定的挤压压力下对两根pe热熔管件的端部进行打磨,提高了端口的平整度;
37.步骤四:将盘式打磨机4进行固定,然后启动盘式打磨机4,对两根pe热熔管件端部进行打磨,打磨时间控制在3-4min;
38.步骤五:通过管道固定机的移动装置将两根pe热熔管件进行分开,取出盘式打磨机4;
39.步骤六:将加热板放置在两个夹持装置3之间,能知道的是,加热板的外径大于pe热熔管件的外径,通过管道固定机的移动装置推动其中一个活动的夹持装置3进行移动,实现两根pe热熔管件的端部与加热板两侧的挤压,挤压压力0.12-0.16mpa;
40.步骤七:对加热板进行加热,加热温度为240-260摄氏度,加热时间为8-10min,其中,加热板的升温速率为80摄氏度/min;
41.步骤八:通过管道固定机的移动装置将两根pe热熔管件进行分开,取出加热板;
42.步骤九:通过管道固定机的移动装置推动其中一个活动的夹持装置3进行移动,实现两根pe热熔管件的端部的挤压,挤压的状态保持时间15-20min,挤压压力为0.15-0.2mpa。
43.通过对焊接工艺的改进,对加热板温度、焊接压力、加热时间进行多次实验,得到了最优范围的数据,进一步的提高了焊接质量。
44.为了保证该方案的顺利实施,需要知道的,管道固定机包括两个立架1和两个夹持
装置3,其中一个夹持装置3固定在立架1的顶端,其中一个立架1一侧固定有支撑架6,在支撑架6端部固定有控制器7,在立架1中部固定有竖架101,并且移动装置设置在两个立架1之间,两个立架1的顶部之间固定有两个固定杆2,另一个夹持装置3通过固定在其两侧的活动块8与固定杆2活动连接。
45.为实现对pe热熔管件管体的夹持,如图2和图3所示,夹持装置3包括两个底部u型架301和两个顶部u型架303,两个底部u型架301之间及两个顶部u型架303之间均固定有环形板307,在环形板307底端固定有压板308,压板308的夹持面的弧心与pe热熔管件的横截面圆心重合,在底部u型架301一侧螺接有螺栓302,在螺栓302杆体上活动连接有活动圆块304,在活动圆块304顶端固定有螺杆305,并且螺杆305杆体上螺接有紧固螺母306,安装时,螺杆305杆体穿过顶部u型架303的插槽。
46.为防止在夹持过程中对pe热熔管件管体造成损伤,压板308为橡胶板。
47.为实现两根pe热熔管件的相互挤压,设置有移动装置,其中,移动装置包括丝块502,在丝块502中部活动螺接有丝杆501,并且丝杆501的两端与竖架101滚动连接,其中一个立架1一侧固定有电机503,控制器7与电机503电性连接,电机503的输出端与丝杆501的端部相固定,由于伺服电机位置精度准确,速度可控,故在本实施例中,电机503优选为伺服电机。
48.对于本方案的补充,使用时,将两根pe热熔管件分别放置在底部u型架的压板8上,然后使pe热熔管件伸出到一定距离,然后将环形板307盖在pe热熔管件的顶部,转动活动圆块304,使螺杆305绕着螺栓302进行转动,直至螺杆305与螺栓302相互垂直,然后转动紧固螺母306,将底部u型架301和顶部u型架303进行固定,实现了对pe热熔管件的固定,然后通过移动装置对活动的夹持装置3进行移动,实现步骤三、步骤六和步骤九中两根pe热熔管件的相互挤压。
49.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。