1.本发明属于产品加工技术领域,尤其涉及一种镜片浇口加工用精雕机。
背景技术:
2.随着光学设备的不断发展和普及,镜片的使用越来越广泛,用量也越来越大,由此对镜片的加工质量和加工效率的要求也越来越高。目前市场上没有专门用于镜片浇口加工的精雕机;虽然常规精雕机适用范围广,可以加工金属和非金属,但其体积较大,价格较高,大多数靠机械结构进行定位,定位精度差且镜片在加工过程中容易附着灰尘杂质,影响了镜片的加工质量,且无法交替连续加工,加工效率低;作为标准品很难满足客户的定制需求。
3.鉴于此,亟需研发设计一种结构简单、成本低、可定制性强;且不仅能满足用户对镜片加工精度和质量的要求,还能提高加工效率的专用加工装置。
技术实现要素:
4.旨在克服上述现有技术中存在的不足,本发明提供了一种镜片浇口加工用精雕机,其结构简单、成本低、可定制性强;且不仅能满足用户对镜片加工精度和质量的要求,还能提高加工效率。
5.为解决上述现有技术中存在的问题,本发明实施例提供了一种镜片浇口加工用精雕机,包括机座和设置于所述机座上的外罩;所述外罩顶端的进风口处设有ffu风机过滤单元,所述机座上设有与外界连通的出风结构;
6.所述外罩内的所述机座上设置有两个沿x向并排布置的y向搬运机构,与所述y向搬运机构的中部位置相对应的所述机座上设有支撑架,所述支撑架沿y向的相对两侧部上分别设有x向搬运机构,每个所述x向搬运机构上均设有z向搬运机构;
7.每个所述y向搬运机构均包括基座、设置于所述基座上的导轨以及两个独立受控且滑动于所述导轨上的受控承载台,每个所述受控承载台上均设有镜片压紧定位工装;每个所述z向搬运机构上均设有加工用电主轴模组和ccd视觉定位模组;所述镜片压紧定位工装用于对镜片进行压紧定位;所述ccd视觉定位模组用于对被压紧定位的所述镜片进行视觉定位;所述加工用电主轴模组用于对经视觉定位的所述镜片进行加工。
8.进一步,所述基座上设有定子结构;每个所述受控承载台均包括与所述定子结构相适配且可相对运动的动子结构和与所述动子结构连接且滑动安装在所述导轨上的承载台;所述动子结构通电时与所述定子结构相互作用产生电磁推力,以驱动所述承载台进行直线运动。
9.进一步,所述基座上设有光栅尺组件或磁栅尺组件;所述动子结构上设有与所述光栅尺组件相适配的光栅读数头或与所述磁栅尺组件相适配的磁栅读数头。
10.进一步,所述定子结构包括u型磁轭和设置于所述u型磁轭的相对两内侧壁的定子磁铁组;每个所述动子结构均包括动子座和固定在所述动子座上的线圈结构;所述线圈结
构伸入所述u型磁轭的u型口内。
11.进一步,所述z向搬运机构包括设置于所述x向搬运机构的运动部上的安装板和设置于所述安装板上的z向运动件;所述安装板上挂设有z向拉簧,所述z向拉簧的一端与所述z向运动件的运动部连接。
12.进一步,所述机座上设有两个沿y向排布的对刀仪;两个所述对刀仪位于所述支撑架的两侧;
13.所述机座上还设有两个扫码仪,所述y向搬运机构位于两个所述扫码仪之间。
14.进一步,所述机座上设有上料机械手或/和下料机械手。
15.进一步,所述镜片压紧定位工装包括支撑结构、沿y向滑动安装于所述支撑结构上的镜片承托座、安装在所述支撑结构上并用于驱动所述镜片承托座运动的y向驱动结构、设置于所述支撑结构上的z向驱动结构和与所述z向驱动结构的驱动部连接且位于所述镜片承托座上方的镜片压紧座;在所述z向驱动结构的驱动下,所述镜片压紧座用于向下压紧运动到位的所述镜片承托座上的镜片的边沿部实现定位;
16.所述支撑结构的端部设有废料收集结构,所述镜片承托座上设有吹气结构;对所述镜片进行加工时,所述吹气结构用于将加工过程中产生的碎屑吹入所述废料收集结构内。
17.进一步,所述镜片压紧座朝向所述镜片承托座的一侧设有凹槽结构;所述凹槽结构用于与所述镜片承托座的上端面配合形成气腔,所述镜片位于所述气腔内,所述气腔的出气端口与所述废料收集结构的收集口相对应;
18.所述吹气结构包括与所述气腔连通的气道和与所述气道连通的吹气接头。
19.进一步,所述镜片承托座包括座体,所述座体上设有安装槽;所述安装槽一侧的所述座体上设有第一切削避让口和与所述浇口背离所述镜片的一端相适配的夹紧口;所述安装槽、所述第一切削避让口和所述夹紧口依次连通;
20.所述安装槽内安装有镜片垫块;所述镜片设置于所述镜片垫块上且位于所述安装槽内;所述镜片垫块的顶端设有凹槽,所述凹槽与所述镜片的下表面形成背压腔;所述背压腔与所述气道连通。
21.由于采用了上述技术方案,本发明取得的有益效果如下:
22.本发明的镜片浇口加工用精雕机,包括机座和设置于机座上的外罩;外罩顶端的进风口处设有ffu风机过滤单元,机座上设有与外界连通的出风结构;外罩内的机座上设置有两个沿x向并排布置的y向搬运机构;与y向搬运机构的中部位置相对应的机座上设有支撑架,支撑架沿y向的相对两侧部上分别设有x向搬运机构,每个x向搬运机构上均设有z向搬运机构;y向搬运机构包括基座、设置于基座上的导轨以及两个独立受控且滑动于导轨上的受控承载台,每个受控承载台上均设有镜片压紧定位工装;每个z向搬运机构上均设有加工用电主轴模组和ccd视觉定位模组;镜片压紧定位工装用于对镜片进行压紧定位;ccd视觉定位模组用于对被压紧定位的镜片进行视觉定位;加工用电主轴模组用于对经视觉定位的镜片进行加工。
23.使用时,一个y向搬运机构中的两个镜片压紧定位工装运动至上料工位进行上料,镜片压紧定位工装对上料的镜片进行压紧定位;然后受控承载台携带相应的镜片压紧定位工装分别运动到两个加工工位;ccd视觉定位模组对其下方的镜片进行视觉定位,随后加工
用电主轴模组在x向搬运机构、y向搬运机构和z向搬运机构的协同动作下自动对经视觉定位的镜片进行精确加工;与此同时,另一个y向搬运机构中的两个镜片压紧定位工装运动至上料工位进行上料,镜片压紧定位工装对上料的镜片进行压紧定位;然后受控承载台携带相应的镜片压紧定位工装分别运动到两个加工工位等待加工;第一个y向搬运机构上的镜片加工完成后,加工用电主轴模组运动到位后可直接对第二个y向搬运机构上经视觉定位的镜片进行加工,无需进行等待;此时,第一个y向搬运机构上的两个镜片压紧定位工装移动到下料工位进行下料,随后回到至上料工位,准备进行下一个循环。另外,加工过程中ffu风机过滤单元和出风结构相互配合,可保证外罩内的洁净度、防止碎屑粉尘粘附在镜片上。
24.本发明利用两个x、y、z向搬运机构、四个镜片压紧定位工装可实现交替上料连续加工;无需停机等待,极大的缩小了加工时间,提高了加工效率;且利用镜片压紧定位工装对镜片进行精确机械定位、利用ccd视觉定位模组对镜片进行视觉定位,可最大限度的满足用户对镜片加工精度的要求;ffu风机过滤单元和出风结构相互配合,进一步保证了镜片的加工质量。
25.综上所述,本发明结构简单、成本低、可定制性强;且不仅能满足用户对镜片加工精度和质量的要求,还能提高加工效率。
附图说明
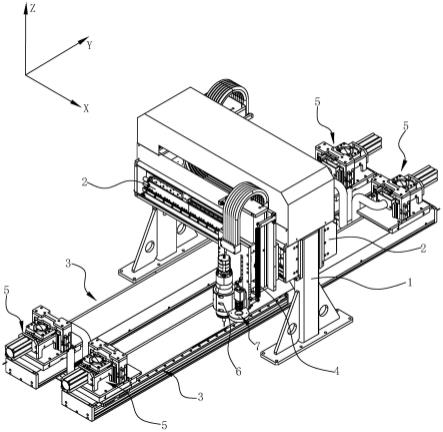
26.图1是本发明镜片浇口加工用精雕机的结构示意图;
27.图2是图1省略外罩后的结构示意图;
28.图3是图2另一视角下的结构示意图;
29.图4图3中局部结构示意图;
30.图5是图4中z向搬运机构及其上部件的结构示意图;
31.图6是图4中y向搬运机构的剖视图;
32.图7是图4中镜片压紧定位工装的结构分解图;
33.图8是镜片压紧座对镜片进行压紧定位的状态参考图;
34.图9是图8沿第一方向的剖视图;
35.图10是图8沿第二方向的剖视图;
36.图中:1-机座,11-出风孔,12-支撑架,121-x向搬运机构,13-对刀仪,14-扫码仪,15-下料机械手,2-外罩,21-ffu风机过滤单元,3-y向搬运机构,31-基座,311-u型定子结构,312-光栅尺组件,32-导轨,33-受控承载台,331-动子结构,332-承载台,333-光栅读数头,4-z向搬运机构,41-安装板,42-z向运动件,43-z向拉簧,5-镜片压紧定位工装,51-支撑结构,52-镜片承托座,521-第一切削避让口,522-夹紧口,523-定位销,524-密封槽,53-y向驱动结构,54-z向驱动结构,541-z向驱动件,542-压板,5421-第二切削避让口,55-镜片压紧座;551-凹槽结构,552-定位套,56-废料收集结构,57-吹气结构,571-气道,572-吹气接头,58-镜片垫块,581-凹槽,6-加工用电主轴模组,7-ccd视觉定位模组,71-ccd相机,72-光源,8-镜片,81-浇口。
具体实施方式
37.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对
本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
38.由图1至图6共同所示,本实施例公开了一种镜片浇口加工用精雕机,包括机座1和设置于机座1上的外罩2;外罩2顶端的进风口处设有ffu风机过滤单元21,机座1上设有与外界连通的出风结构(图中所示为出风孔11);外罩2内的机座1上设置有两个沿x向并排布置的y向搬运机构3,与y向搬运机构3的中部位置相对应的机座1上设有支撑架12,支撑架12沿y向的相对两侧部上分别设有x向搬运机构121,每个x向搬运机构121上均设有z向搬运机构4;其中,每个y向搬运机构3均包括基座31、设置于基座31上的导轨32以及两个独立受控且滑动于导轨32上的受控承载台33,每个受控承载台33上均设有镜片压紧定位工装5;每个z向搬运机构4上均设有加工用电主轴模组6和ccd视觉定位模组7;镜片压紧定位工装5用于对镜片8(参见图7)进行压紧定位;ccd视觉定位模组7用于对被压紧定位的镜片8进行视觉定位;加工用电主轴模组6用于对经视觉定位的镜片8进行加工。
39.其中:支撑架12包括两个布设于y向搬运机构3两侧的立柱和设置于立柱上的横梁(位于导轨32的中部的上方),x向搬运机构121(可选择电缸、直线电机等直线驱动机构)设置于横梁上。导轨32的一端对应上料工位、另一端对应下料工位;支撑架12两侧z向搬运机构4下方位置处的导轨32分别对应一个加工工位;即一个y向搬运机构3沿y向依次对应上料工位、一个加工工位、另一个加工工位和下料工位。
40.其中,外罩2包括矩形框体,矩形框体的顶部设有顶板,进风口设置于顶板上,矩形框体的至少一个侧部设有安全门、剩余侧部设有侧板。为了适配四个加工工位,ffu风机过滤单元21沿y向设置有两个,每个ffu风机过滤单元21包括设置于进风口处的罩壳、两个沿x向设置于罩壳内的风机和过滤网,罩壳顶端设有与风机一一对应的进气格栅,过滤网位于相应风机的下方。
41.本实施例中,基座31上设有定子结构(优选u型定子结构311,也可以是平板型定子结构、圆筒形定子结构或其它形状的定子结构));每个受控承载台33均包括伸入u型定子结构311的u型口内且可相对运动的动子结构331和与动子结构331连接且滑动安装在导轨32上的承载台332;动子结构331通电时与u型定子结构311相互作用产生电磁推力,以驱动承载台332进行直线运动。
42.其中,u型定子结构311包括u型磁轭和设置于u型磁轭的相对两内侧壁的定子磁铁组;动子结构331包括动子座和固定在动子座上的线圈结构;线圈结构伸入u型磁轭的u型口内。另外,平板型定子结构包括板状磁轭和设置于板状磁轭上的定子磁铁组。圆筒形定子结构包括圆筒形磁轭和设置于圆筒形磁轭内周壁上的定子磁铁组。u型定子结构311相比平板型定子结构和圆筒形定子结构而言,承载能力更大。
43.为了实现对承载台332运动位置的精确管控,本实施例对上述结构作了进一步优化,在基座31上设置光栅尺组件312(还有一些实施例中,设置磁栅尺组件);在动子结构331中的动子座上设置与光栅尺组件312相适配的光栅读数头333(或与磁栅尺组件相适配的磁栅读数头)。通过光栅读数头333(磁栅读数头)读取光栅尺组件312(磁栅尺组件)上的位置标识,从而可获取承载台332运动的相对位置。
44.本实施例中,z向搬运机构4包括设置于x向搬运机构121的运动部上的安装板41和设置于安装板41上的z向运动件42(可为气缸、电缸、直线电机等任何直线运动件);安装板
41上挂设有z向拉簧43,z向拉簧43的一端与z向运动件42的运动部连接。z向拉簧43的增设可减小ccd视觉定位模组7和加工用电主轴模组6的重力对z向运动件42的运动部的影响,增加可靠性。其中,ccd视觉定位模组7包括ccd相机71和位于ccd相机71下方的光源72。
45.除此之外,本实施例中,机座1上设有两个沿y向排布的对刀仪13;两个对刀仪13位于支撑架12的两侧;利用对刀仪13可确定出加工用电主轴模组6的基准坐标,有利于提高加工精度。机座1上还设有两个沿x向排布的扫码仪14,y向搬运机构3位于两个扫码仪14之间,扫码仪14用于获取镜片8的编码信息,以便于存档。
46.本实施例中,与下料工位对应的机座1上设有下料机械手15;还有一些实施例中,与上料工位对应的机座1上设有上料机械手;还有一些实施例中,机座1上既设有上料机械手又设有下料机械手15。
47.机座1内设有控制装置,y向搬运机构3、对刀仪13、扫码仪14、x向搬运机构121、z向搬运机构4、镜片压紧定位工装5、ccd视觉定位模组7及加工用电主轴模组6等均与控制装置电连接。除此之前,精雕机还包括与控制装置电连接的触控屏。
48.由图7至图10共同所示,本实施例中,镜片压紧定位工装5包括设置于承载台332上的支撑结构51、沿y向滑动安装于支撑结构51上的镜片承托座52、安装在支撑结构51上并用于驱动镜片承托座52运动的y向驱动结构53、设置于支撑结构51上的z向驱动结构54和与z向驱动结构54的驱动部连接且位于镜片承托座52上方的镜片压紧座55;在z向驱动结构54的驱动下,镜片压紧座55用于向下压紧运动到位的镜片承托座52上的镜片8的边沿部实现定位。
49.为了避免切削过程中,碎屑粘附在镜片8的表面,影响加工质量;本实施例对上述结构作了进一步改进;在支撑结构51的端部设置废料收集结构56,镜片承托座52上设置吹气结构57;对浇口81进行切削加工时,吹气结构57用于将切削过程中产生的碎屑吹入废料收集结构56内。
50.其中,镜片压紧座55朝向镜片承托座52的一侧设有与镜片8的上表面相适配的凹槽结构551;镜片压紧座55向下压紧运动到位的镜片承托座52上的镜片8的边沿部时,该凹槽结构551还用于与镜片承托座52的上端面配合形成气腔,此时镜片8位于气腔内,气腔的出气端口(镜片压紧座55朝向废料收集结构56的一端设有与凹槽结构551连通的缺口,该缺口为出气端口)与废料收集结构56的收集口相对应。
51.本实施例中,吹气结构57包括与气腔连通的气道571和与气道571连通的吹气接头572;吹气接头572用于外接气源。废料收集结构56包括收集盒,收集盒的出口连接吸气单元。
52.本实施例中,镜片承托座52包括座体,座体上设有安装槽;安装槽一侧的座体上设有第一切削避让口521和与浇口81背离镜片8的一端相适配的夹紧口522(用于对浇口81进行定位);安装槽、第一切削避让口521和夹紧口522依次连通;安装槽内安装有柱状的镜片垫块58;镜片8设置于镜片垫块58上且位于安装槽内。
53.为了确保气腔内的气体仅能通过出气端口吹向切削部位,本实施例对上述结构作了进一步优化,安装槽另一侧的座体上设有用于安装密封条的密封槽524,利用密封条实现气腔除出气端口位置外的部分密封。
54.为了进一步防止切削过程中切削粉末从镜片垫块58与镜片8之间的周边缝隙进入
镜片8的下表面,本实施例对上述结构作了进一步优化;在镜片垫块58的顶端设置凹槽581,凹槽581与镜片8的下表面形成背压腔;背压腔与气道571连通,使气道571内充满气体,可避免切削粉末的进入。
55.为了便于上、下料机械手(三个夹持臂)对镜片8的取放,本实施例对上述结构作了进一步优化,在座体上设置了三个排布在安装槽周围且与安装槽连通的上下料避让槽(避让夹持臂);其中一个上下料避让槽的槽底设有用于连通气道571和气腔的连通孔,另外两个上下料避让槽与第一切削避让口521连通。
56.为了进一步提高镜片8压紧定位的精度,本实施例对上述结构作了进一步改进,改进的镜片压紧座55朝向镜片承托座52的一侧设有定位套552;镜片承托座52上设有与定位套552相适配的定位销523。
57.本实施例中,z向驱动结构54包括两个z向驱动件541(优选气缸,可以是电缸或其它直线驱动件)和与z向驱动件541的驱动部连接的压板542;两个z向驱动件541分别设置于支撑结构51的相对两侧;镜片压紧座55固定在压板542上,且压板542上设有第二切削避让口5421。y向驱动结构53包括y向驱动件(优选气缸,也可以是电缸或其它直线驱动件),镜片承托座52与y向驱动件的驱动部连接。还有一些实施例中,y向驱动结构53包括旋转驱动件、转动安装在支撑结构51上且与旋转驱动件连接的丝杠和螺装在丝杠上的螺母结构;镜片承托座52与螺母结构固定连接。对露出镜片压紧座55外的浇口81进行切削加工时,加工用电主轴模组6借助压板542上的第二切削避让口5421和镜片承托座52上的第一切削避让口521切削浇口81。
58.为了提高镜片承托座52运动过程的稳定可靠性,本实施例在支撑结构51上设置了y向延伸的滑轨,滑轨上滑动安装有滑块;镜片承托座52与滑块连接。
59.下面基于上述结构对其工作原理进行简要阐述:
60.为了便于下文工作原理的描述,将第一个y向搬运机构3对应的上料工位记为第一上料工位,下料工位记为第一下料工位,两个加工工位分别为第一加工工位和第二加工工位;将第二个y向搬运机构3对应的上料工位记为第二上料工位,下料工位记为第二下料工位,两个加工工位分别为第三加工工位和第四加工工位。
61.第一个y向搬运机构3中的两个镜片压紧定位工装5运动至导轨32一端的第一上料工位,上料机械手依次夹取镜片8放置到两个镜片压紧定位工装5上,镜片压紧定位工装5对相应镜片8进行压紧定位;然后受控承载台33携带相应的镜片压紧定位工装5分别运动到支撑架12两侧的第一加工工位和第二加工工位;ccd视觉定位模组7和加工用电主轴模组6沿x向运动到与该y向搬运机构3对应的加工工位处;ccd视觉定位模组7对其下方的镜片8进行视觉定位,随后加工用电主轴模组6在对应x向搬运机构121、y向搬运机构3和对应z向搬运机构4的协同动作下自动对经视觉定位的镜片8进行精确加工(具体为:加工用电主轴模组6借助压板542上的第二切削避让口5421和镜片承托座52上的第一切削避让口521对露出镜片压紧座55外的浇口81进行切削加工;切削加工过程中,吹气结构57将切削过程中产生的碎屑吹向废料收集结构56的收集盒的入口,此时与收集盒的出口连接的吸气单元吸气,碎屑被收集进收集盒内;避免碎屑粘附在镜片8的表面)。与此同时,第二个y向搬运机构3中的两个镜片压紧定位工装5运动至导轨32一端的第二上料工位,上料机械手依次夹取镜片8放置到两个镜片压紧定位工装5,镜片压紧定位工装5对镜片8进行压紧定位;然后受控承载台
33携带相应的镜片压紧定位工装5分别运动到第三加工工位和第四加工工位等待加工。
62.当第一个y向搬运机构3上的镜片8加工完成后,z向搬运机构4沿x向移动到第二个y向搬运机构3处,加工用电主轴模组6运动到位后可直接对第二个y向搬运机构3上已运动到第三或第四加工工位且经视觉定位的镜片8进行加工,无需停机进行等待。与此同时,第一个y向搬运机构3上的两个镜片压紧定位工装5携带已加工的镜片8移动到导轨32另一端的第一下料工位,下料机械手15取走镜片8后,镜片压紧定位工装5重新回到至第一上料工位,准备进行下一个搬运加工循环。
63.本发明利用两套x、y、z向搬运机构,四个镜片压紧定位工装,四个加工工位,两个上、下料工位可实现交替上料连续加工;无需停机等待,极大的缩小了加工时间,提高了加工效率;且利用镜片压紧定位工装对镜片进行精确机械定位、利用ccd视觉定位模组对镜片进行视觉定位,可最大限度的满足用户对镜片加工精度的要求;ffu风机过滤单元和出风结构相互配合,进一步保证了镜片的加工质量。
64.综上所述,本发明结构简单、成本低、可定制性强;且不仅能满足用户对镜片加工精度和质量的要求,还能提高加工效率。
65.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。