技术特征:
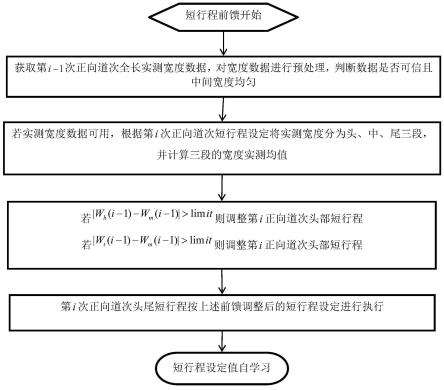
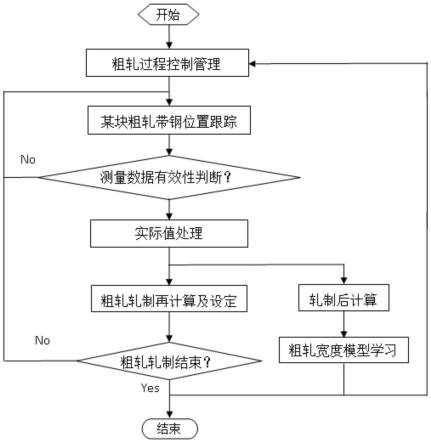
1.一种用于热轧带钢头尾宽度的短行程前馈自学习控制方法,其特征是:包括以下步骤:步骤1:设定短行程曲线;步骤2:获得第i-1正向道次的带钢宽度数据,并判断带钢宽度数据是否可信且中间宽度是否均匀,若带钢宽度数据可信且中间宽度均匀,则执行步骤3;若带钢宽度数据不可信,则本道次轧制的带钢宽度数据不用于下道次轧制前馈控制,转至步骤6;若中间宽度不均匀,则调节立辊辊缝;步骤3:获得第i-1正向道次的带钢实测长度,并根据带钢实测长度判断带钢是否存在尾部测宽,若是,则执行步骤4,若否;则不对下道次尾部短行程进行前馈控制,转至步骤6;步骤4:设定短行程前馈触发值limit,并根据短行程前馈触发值limit和带钢宽度实测值对带钢第i正向道次轧制进行前馈控制;步骤5:按照前馈控制进行第i正向道次的轧制;步骤6:重复步骤1至步骤5,完成本块带钢的粗轧轧制;步骤7:完成本块带钢的精轧轧制,判断是否满足短行程设定值自学习条件,若是,则对本块带钢进行短行程设定值自学习,若否,则结束控制。2.根据权利要求1所述的用于热轧带钢头尾宽度的短行程前馈自学习控制方法,其特征是:所述的步骤1中,短行程曲线模型为:sschw
i
(j)=sschcurve
i
(j)*sscw
h
(i)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
公式(1)ssctw
i
(j)=ssctcurve
i
(j)*sscw
t
(i)
ꢀꢀꢀꢀꢀ
公式(2)sschp
i
(j)=l
h
(i)
·
(j-1)/9
ꢀꢀꢀꢀꢀꢀ
公式(3)ssctp
i
(j)=l
t
(i)
·
(j-1)/9
ꢀꢀꢀꢀꢀꢀꢀ
公式(4)其中,i为带钢粗轧时的正向道次,i=1~n,n为带钢粗轧的正向总道次;j为各粗轧正向道次中的短行程设定点,j=1~10;sschw
i
(j)为第i正向道次头部的第j个短行程设定点处的短行程设定值;ssctw
i
(j)为第i正向道次尾部的第j个短行程设定点处的短行程设定值;sschcurve
i
(j)为标准短行程曲线模型在第i正向道次头部的第j个短行程设定点处的标准短行程设定值;ssctcurve
i
(j)为标准短行程曲线模型在第i正向道次尾部的第j个短行程设定点处的标准短行程设定值;sscw
h
(i)为第i个正向道次头部的短行程调整值增益;sscw
t
(i)为第i个正向道次尾部的短行程调整值增益;l
h
(i)为第i正向道次头部的短行程控制长度;l
t
(i)为第i正向道次尾部的短行程控制长度;sschp
i
(j)为在第i正向道次头部的第j个短行程设定点处的短行程设定值位置;ssctp
i
(j)为在第i正向道次尾部的第j个短行程设定点处的短行程设定值位置。3.根据权利要求1所述的用于热轧带钢头尾宽度的短行程前馈自学习控制方法,其特征是:所述的步骤2包括:步骤2.1:获得第i-1正向道次的带钢宽度实测曲线;步骤2.2:从带钢宽度实测曲线提取带钢宽度实测值,对带钢宽度实测值进行预处理,
获得带钢宽度数据;步骤2.3:判断带钢宽度数据是否可信,以及中间宽度是否均匀。4.根据权利要求1所述的用于热轧带钢头尾宽度的短行程前馈自学习控制方法,其特征是:所述的步骤4包括:步骤4.1:根据第i正向道次头部的短行程控制长度l
h
(i)和第i正向道次尾部的短行程控制长度l
t
(i),将第i-1正向道次轧制的带钢分割成头部带钢、中部带钢和尾部带钢,并获取头部带钢的实测宽度均值w
h
(i-1)、中部带钢的实测宽度均值w
m
(i-1)、以及尾部带钢的实测宽度均值w
t
(i-1);步骤4.2:若头部带钢和中部带钢的实测宽度均值满足|w
h
(i-1)-w
m
(i-1)|>lim it,则对第i正向道次头部短行程进行前馈调整,反之则不调整;若尾部带钢和中部带钢的实测宽度均值满足|w
t
(i-1)-w
m
(i-1)|>lim it,则对第i正向道次尾部短行程进行前馈调整,反之则不调整;步骤4.3:前馈调整后第i正向道次头部的短行程设定值sschwnew
i
(j)为:其中,c1为头部前馈调整系数,0.5<c1<2;前馈调整后第i正向道次尾部的短行程设定值ssctwnew
i
(j)为:其中,c2为尾部前馈调整系数,0.5<c2<2。5.根据权利要求1所述的用于热轧带钢头尾宽度的短行程前馈自学习控制方法,其特征是:所述的短行程设定值自学习条件为:头部带钢的实测宽度均值与中部带钢的实测宽度均值之间的偏差大于偏差阈值,且尾部带钢的实测宽度均值与中部带钢的实测宽度均值之间的偏差大于偏差阈值。6.根据权利要求1所述的用于热轧带钢头尾宽度的短行程前馈自学习控制方法,其特征是:所述的短行程设定值自学习的方法是:s1:获取本块带钢的粗轧出口宽度曲线和精轧出口宽度曲线;s2:计算本块带钢粗轧第i正向道次j个短行程设定点在粗轧出口宽度曲线和精轧出口宽度曲线上的对应位置,包括第一影响位置、第二影响位置、第三影响位置和第四影响位置;s3:将第i正向道次j个短行程设定点在粗轧出口宽度曲线和精轧出口宽度曲线上的对应位置由小到大排列,得到位置数列;s4:计算影响位置处粗轧出口宽度曲线和精轧出口宽度曲线上头部实测宽度和尾部实测宽度与中间平均宽度的偏差,得到偏差数列;s5:计算第i正向道次的j个短行程设定值在影响位置处的作用值,即短行程调整值增益,得到作用值数列;s6:根据位置数列计算第i正向道次轧制在粗轧出口宽度曲线上的粗轧头部控制长度、第i正向道次轧制在精轧出口宽度曲线上的精轧头部控制长度、第i正向道次轧制在粗轧出
口宽度曲线上的粗轧尾部控制长度、以及第i正向道次轧制在精轧出口宽度曲线上的精轧尾部控制长度;s7:将粗轧头部控制长度、精轧头部控制长度、粗轧尾部控制长度和精轧尾部控制长度从大到小排列,得到长度数列,依次调整长度数列所对应的第i正向道次的短行程调整值增益,得到第i正向道次的粗轧头部短行程增益调整量sscrmheadcorr(i)、精轧头部短行程增益调整量sscfmheadcorr(i)、粗轧尾部短行程增益调整量sscrmtailcorr(i)、以及精轧尾部短行程增益调整量sscfmtailcorr(i);s8:根据粗轧头部短行程增益调整量sscrmheadcorr(i)和精轧头部短行程增益调整量sscfmheadcorr(i)计算第i正向道次轧制的头部短行程自学习遗传值,计算公式为:sschead
inher
(i)
new
=sschead
inher
(i)
old
α
·
(sscrmheadcorr(i)
·
β sscfmheadcorr(i)
·
(1-β))公式(11)其中,sschead
inher
(i)
old
为第i个正向道次头部短行程老的自学习遗传值;sschead
inher
(i)
new
为第i个正向道次头部短行程新的自学习遗传值;α为头部短行程学习系数,0<α≤1,β为粗轧和精轧的头部短行程权重系数,0<β≤1;根据粗轧尾部短行程增益调整量sscrmtailcorr(i)和精轧尾部短行程增益调整量sscfmtailcorr(i)计算第i正向道次的尾部短行程自学习遗传值,计算公式为:ssctail
inher
(i)
new
=ssctail
inher
(i)
old
η
·
(sscrmtailcorr(i)
·
σ sscfmtailcorr(i)
·
(1-σ))公式(12)其中,ssctail
inher
(i)
old
为第i个正向道次尾部短行程老的自学习遗传值;ssctail
inher
(i)
new
为第i个正向道次尾部短行程新的自学习遗传值;η为尾部短行程学习系数,0<η≤1,σ为粗轧和精轧的尾部短行程权重系数,0<σ≤1;s9:将第i个正向道次头部短行程新的自学习遗传值作为第i 1正向道次头部短行程老的自学习遗传值,将第i个正向道次尾部短行程新的自学习遗传值作为第i 1正向道次尾部短行程老的自学习遗传值,重复s1-s8,直至完成本块带钢所有粗轧正向道次短行程的自学习遗传值的学习;s10:将s9中计算得到的本块带钢的所有自学习遗传值存放于粗轧短行程学习遗传表中。7.根据权利要求6所述的用于热轧带钢头尾宽度的短行程前馈自学习控制方法,其特征是:所述的s2中,对应位置点包括:在第i正向道次头部的第j个短行程设定点处的短行程设定值在粗轧出口宽度曲线上的第一影响位置sschprm
i
(j),计算公式为:在第i正向道次头部的第j个短行程设定点处的短行程设定值在精轧出口宽度曲线上的第二影响位置sschpfm
i
(j),计算公式为:在第i正向道次尾部的第j个短行程设定点处的短行程设定值在粗轧出口宽度曲线上
的第三影响位置ssctprm
i
(j),计算公式为:在第i正向道次尾部的第j个短行程设定点处的短行程设定值在精轧出口宽度曲线上的第四影响位置ssctpfm
i
(j),计算公式为:其中,w(i)为粗轧第i正向道次的入口宽度,h(i)为粗轧第i正向道次的入口厚度;w
rm
为粗轧出口平均宽度,h
rm
为粗轧出口平均厚度;w
fm
为精轧出口平均宽度,h
fm
为精轧出口平均厚度。8.根据权利要求6所述的用于热轧带钢头尾宽度的短行程前馈自学习控制方法,其特征是:所述的s3包括:第i正向道次头部j个短行程设定值在粗轧出口宽度曲线上的对应位置为第一影响位置sschprm
i
(j),并将第一影响位置sschprm
i
(j)由小到大排列,得到长度为jn的第一位置数列s
sc
hprmall;第i正向道次头部j个短行程设定值在精轧出口宽度曲线上的对应位置为第二影响位置sschpfm
i
(j),并将第二影响位置sschpfm
i
(j)由小到大排列,得到长度为jn的第二位置数列s
sc
hpfmall;第i正向道次尾部j个短行程设定值在粗轧出口宽度曲线上的对应位置为第三影响位置ssctprm
i
(j),并将第三影响位置ssctprm
i
(j)由小到大排列,得到长度为jn的第三位置数列s
sc
tprmall;第i正向道次尾部j个短行程设定值在精轧出口宽度曲线上的对应位置为第四影响位置ssctpfm
i
(j),并将第四影响位置ssctpfm
i
(j)由小到大排列,得到长度为jn的第四位置数列s
sc
tpfmall。9.根据权利要求6所述的用于热轧带钢头尾宽度的短行程前馈自学习控制方法,其特征是:所述的s4包括:计算每个第一影响位置处,在粗轧出口宽度曲线上,头部实测宽度与中间平均宽度的偏差,并得到长度为jn的第一偏差数列rmwidthactheadtomiderr;计算每个第二影响位置处,在精轧出口宽度曲线上,头部实测宽度与中间平均宽度的偏差,并得到长度为jn的第二偏差数列fmwidthactheadtomiderr;计算每个第三影响位置处,在粗轧出口宽度曲线上,尾部实测宽度与中间平均宽度的偏差,并得到长度为jn的第三偏差数列rmwidthacttailtomiderr;计算每个第四影响位置处,在精轧出口宽度曲线上,尾部实测宽度与中间平均宽度的偏差,并得到长度为jn的第四偏差数列fmwidthacttailtomiderr。10.根据权利要求6所述的用于热轧带钢头尾宽度的短行程前馈自学习控制方法,其特征是:所述的s5包括:计算第i正向道次的j个短行程设定值在对应的第一影响位置处的作用值,得到长度为jn的第一作用值数列sscsetpo int headrm
i
。
计算第i正向道次的j个短行程设定值在对应的第二影响位置处的作用值,得到长度为jn的第二作用值数列sscsetpo int headfm
i
。计算第i正向道次的j个短行程设定值在对应的第三影响位置处的作用值,得到长度为jn的第三作用值数列sscsetpo int tailrm
i
。计算第i正向道次的j个短行程设定值在对应的第四影响位置处的作用值,得到长度为jn的第四作用值数列sscsetpo int tailfm
i
。
技术总结
本发明公开了一种用于热轧带钢头尾宽度的短行程前馈自学习控制方法,包括步骤:1、设定短行程曲线;2、获得第i-1正向道次带钢宽度数据,带钢宽度数据可信且中间宽度均匀,执行步骤3;3、获得第i-1正向道次带钢实测长度并存在尾部测宽,执行步骤4;4、设定短行程前馈触发值并根据带钢宽度实测值对第i正向道次轧制进行前馈控制;5、按照前馈控制进行第i正向道次轧制;6、重复步骤1-5,完成本块带钢粗轧;7、完成本块带钢精轧,对本块带钢进行短行程设定值自学习。本发明利用带钢粗轧前一道次对后一道次进行前馈控制,并对带钢轧制过程进行短行程自学习,优化短行程的设定,兼顾带钢在粗轧、精轧出口头尾部的宽度质量。轧出口头尾部的宽度质量。轧出口头尾部的宽度质量。
技术研发人员:朱红林 张健民
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:2021.06.10
技术公布日:2022/12/12
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。