1.本实用新型涉及履带硫化设备技术领域,具体涉及一种履带硫化模具。
背景技术:
2.橡胶履带是指用橡胶和骨架材料制成的履带,广泛用于工程机械、农用机械。橡胶履带具有保护地面、噪声低、振动小、乘坐舒适、路面通过性好等优点。
3.现有的橡胶履带的主要的硫化方法有搭接式环形体二段硫化法和环形成型分段硫化法,上述两种硫化方法在硫化过程中均需要对橡胶履带进行接头,不仅硫化效率不高,而且容易出现硫化不一致的现象,导致橡胶履带的接头处钢丝铁齿粘合性能下降,在使用时容易出现接头处掉齿的状况,严重影响了橡胶履带产品的使用寿命。
4.因此,橡胶履带行业亟需寻求一种能够解决橡胶履带分段硫化带来的弊端和问题的硫化模具。
技术实现要素:
5.对于现有技术中所存在的问题,本实用新型提供的一种履带硫化模具,利用外模和内模形成的型腔,可以一次性完成橡胶履带的硫化,通过第一驱动组件和内花纹板与半圆内模之间的斜楔机构,可以实现内模的收缩和撑紧,便于取下硫化完成的履带和放置履带生坯,结构简单,操作简便,提高了橡胶履带的硫化效率,避免了传统的硫化法中存在的履带接头处掉齿的状况,有效的提高了橡胶履带的使用寿命。
6.为了实现上述目的,本实用新型采用的技术方案如下:
7.本实用新型提供的一种履带硫化模具,包括外模和设于所述外模内的内模,在合模时,所述外模和所述内模之间形成能够容纳橡胶履带的型腔,其特征在于,所述内模包括两块平行设置的内花纹板和两块半圆内模,两块所述半圆内模分别设于所述内花纹板的两端,所述内花纹板与所述半圆内模之间通过斜楔机构连接;两块所述内花纹板之间设有能够带动两块所述内花纹板移动的第一驱动组件;两块所述内花纹板相对的表面上均设有第一加热板。
8.作为一种优选的技术方案,所述内模用于形成所述型腔的表面上设有若干履带齿槽。
9.作为一种优选的技术方案,所述半圆内模包括多个子块。
10.作为一种优选的技术方案,所述半圆内模包括第一子块和第二子块,所述半圆内模上的所述履带齿槽均被所述第一子块和所述第二子块分开。
11.作为一种优选的技术方案,两块所述第一加热板相对的表面上均设有隔热保温层。
12.作为一种优选的技术方案,所述第一驱动组件设为双向液压油缸。
13.作为一种优选的技术方案,所述外模包括两块平行设置的外花纹板和两块半圆花纹块,两块所述半圆花纹块分别设于所述外花纹板的两端处,所述外花纹板和所述半圆花
纹块均连接有第二驱动组件;在开模时,所述第二驱动组件分别带动所述外花纹板和所述半圆花纹块向远离所述内模的方向移动。
14.作为一种优选的技术方案,两块所述外花纹板的外表面上均设有第二加热板,两块所述半圆花纹块的外表面上均设有半圆外壳。
15.作为一种优选的技术方案,所述第二驱动组件设为硫化设备,所述硫化设备与所述第二加热板之间以及所述硫化设备与所述半圆外壳之间均设有连接件连接。
16.作为一种优选的技术方案,所述斜楔机构包括所述半圆内模上的第一斜楔面和所述内花纹板上的第二斜楔面,所述第一斜楔面和所述第二斜楔面均沿远离所述内花纹板的方向向内倾斜;所述第一斜楔面上具有沿其延伸方向设置的导向槽,所述第二斜楔面上设有导向块,所述导向块嵌入所述导向槽内。
17.本实用新型的有益效果表现在:
18.1、本实用新型利用外模和内模形成的型腔,可以一次性完成橡胶履带的硫化,通过第一驱动组件和内花纹板与半圆内模之间的斜楔机构,可以实现内模的收缩和撑紧,便于取下硫化完成的履带和放置履带生坯,结构简单,操作简便,提高了橡胶履带的硫化效率,避免了传统的硫化法中存在的履带接头处掉齿的状况,有效的提高了橡胶履带的使用寿命。
19.2、本实用新型的半圆内模由多个子块构成,在放置履带生坯前,安装部分子块,在放置好履带生坯以后再安装剩余的子块,可以避免履带生坯齿在安装时出现干涉的情况,方便将履带生坯整体套装在内模上。
20.3、本实用新型通过第二驱动组件可以带动外花纹板和半圆花纹块在靠近或者远离内模的方向移动,实现合模和开模,便于安装履带生坯及取下硫化完成的履带。
附图说明
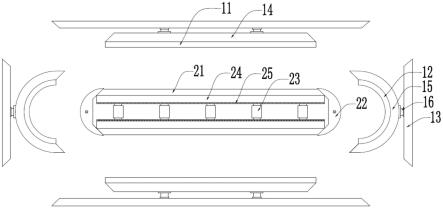
21.图1为本实用新型一种履带硫化模具的一种实施例在合模时的结构示意图;
22.图2为图1在开模时的结构示意图;
23.图3为图1中的内模的整体结构示意图;
24.图4为图1中的斜楔机构的结构示意图;
25.图5为图4中a-a向的剖视图。
26.图中:11-外花纹板、12-半圆花纹块、13-第二驱动组件、14-第二加热板、15-半圆外壳、16-连接件、21-内花纹板、22-半圆内模、221-履带齿槽、222-第一子块、223-第二子块、23-第一驱动组件、24-第一加热板、25-隔热保温层、3-履带生坯、41-第一斜楔面、42-第二斜楔面、43-导向槽、44-导向块。
具体实施方式
27.为了便于本领域技术人员理解,下面结合附图对本实用新型作进一步的说明。
28.请参照图1-图5,为本实用新型提供的一种履带硫化模具的一种实施例,包括外模和设于外模内的内模,在合模时,外模和内模之间形成能够容纳履带生坯3的型腔,履带生坯3可以套设于内模上,内模的外壁面与履带生坯3的内壁面贴合,外模的内壁面与履带生坯3的外壁面贴合;内模包括两块平行设置的内花纹板21和两块半圆内模22,两块半圆内模
22分别设于内花纹板21的两端,两块内花纹板21的两端与两块半圆内模22分别与之间均通过斜楔机构连接;两块内花纹板21之间设有能够带动两块内花纹板21同时相互靠近或者远离的第一驱动组件23,第一驱动组件23驱动两块内花纹板21移动时,通过斜楔机构可以带动两块半圆内模22随之移动;具体的,当两块内花纹板21相互远离时,两块半圆内模22随之相互远离,使得内模整体上向外扩张,可以将套设在内模上的履带生坯3撑紧;当两块内花纹板21相互靠近时,两块半圆内模22随之相互靠近,使得内模整体上向内收缩,可以方便将硫化完成的履带取下并再次放置履带生坯3;两块内花纹板21相对的表面上均设有第一加热板24,第一加热板24用于加热内花纹板21,使履带生坯3处于适宜的硫化温度范围内。
29.在本实施例中,请参照图3,内模用于形成型腔的表面上设有若干履带齿槽221,履带齿槽221对应履带生坯3上的履带齿。
30.在前述实施例中的基础上,请参照图3,由于履带生坯3上的履带齿的存在,在将履带生坯3套设于内模上时,履带齿会存在干涉的情况,利用构成半圆内模22的第一子块222和第二子块223,所有的履带齿槽221均被第一子块222和第二子块223分开,在放置履带生坯3前,仅安装履带齿一侧的第一子块222,将履带生坯3放置后,再安装履带齿另一侧的第二子块223,可以方便的将履带生坯3套设在内模上,有效的避免履带齿的干涉;进一步的,半圆内模22可以由多个子块组成,多个子块可以将所有的履带齿槽221分成两部分,在放置履带生坯3前,仅安装履带齿一侧的部分子块,将履带生坯3放置后,再安装履带齿另一侧的部分子块,即可方便的将履带生坯3套设在内模上;具体的,多个子块之间通过螺钉连接。
31.在本实施例中,请参照图1和图2,两块第一加热板24相对的表面上均设有隔热保温层25,隔热保温层25可以使第一加热板24产生的热量仅向内花纹板21的方向传播,降低能耗;同时,鉴于隔热保温层25位于内模的内部,隔热保温层25应选用能够满足承压隔热要求的材料。
32.需要说明的,第一驱动组件23优选的设为双向液压油缸,双向液压油缸与外部的硫化设备固定连接;在其他实施例中,第一驱动组件23也可以为双向气缸或者双向电动推杆。
33.在本实施例中,请参照图1和图2,外模包括两块平行设置的外花纹板11和两块半圆花纹块12,两块半圆花纹块12分别设于外花纹板11的两端处,外花纹板11和半圆花纹块12均连接有第二驱动组件13;在合模时,两块半圆花纹块12和两块外花纹板11交替连接,形成型腔的外壁面;在开模时,第二驱动组件13分别带动外花纹板11和半圆花纹块12向远离内模的方向移动,使外模与硫化完成的履带脱离,可以方便的将硫化完成的履带取下并再次放置履带生坯3。
34.在前述实施例中的基础上,请参照图1和图2,两块外花纹板11的外表面上均设有第二加热板14,第二加热板14用于加热外花纹板11;两块半圆花纹块12的外表面上均设有半圆外壳15,半圆外壳15可以使半圆花纹块12保温。
35.在本实施例中,请参照图1和图2,第二驱动组件13设为硫化设备,硫化设备与第二加热板14之间以及硫化设备与半圆外壳15之间均设有连接件16连接,硫化设备通过连接件16可以带动第二加热板14和半圆外壳15在靠近或远离内模的方向上移动。
36.在本实施例中,请参照图4和图5,斜楔机构包括半圆内模22上的第一斜楔面41和内花纹板21上的第二斜楔面42,第一斜楔面41和第二斜楔面42均沿远离内花纹板21的方向
向内倾斜;第一斜楔面41上具有沿其延伸方向设置的导向槽43,第二斜楔面42上设有导向块44,导向块44嵌入导向槽43内,可以实现两块内花纹板21相互靠近时,两块半圆内模22相互靠近;两块内花纹板21相互远离时,两块半圆内模22相互远离;进一步的,导向槽43可以由第一子块222和第二子块223拼接而成,在安装第一子块222和第二子块223时,可以避免斜楔机构造成干涉;具体的,导向块44和导向槽43的横截面均优选的呈t形。
37.本实用新型的具体操作方式如下:
38.请参照图2,硫化设备带动半圆外壳15和第二加热板14外扩;内花纹板21在双向液压油缸的驱动下向内收缩,两端的半圆内模22随之向内收缩;将预先成型的履带生坯3套入到内模上,履带生坯3放置完成后,将两端的半圆内模22剩余的子块安装好。
39.请参照图1,双向液压油缸带动两块内花纹板21向外扩张,两端的半圆内模22随之向外扩张,将履带生坯3撑紧,对履带生坯3施加张紧力;硫化设备带动第二加热板14与半圆外壳15合拢,提供硫化所需压力;开启第一加热板24和第二加热板14,即可一次硫化整条橡胶履带。
40.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
