1.本发明属于热电池制造技术领域,尤其涉及一种热电池引燃片冲裁设备。
背景技术:
2.热电池是以熔盐作为电解质,利用自带热源使其熔化而激活的一次储备电池,热电池工作时,需要通过电子控制信号或者作用力触发其内部的点火器点火,促使热电池内部的引燃片燃烧并产生热能,继而促使热电池内部的电解质升温熔融并且电解质离子化,从而发生电化学反应,产生相应的电能,达到通过热电池向外供电的目的,因此,引燃片是热电池结构中的关键部件。
3.单件热电池引燃片通常采用具有低着火点的材料制成薄片状,热电池内单件引燃片燃烧时发热量一般为2200j/g,单件引燃片质量仅为50g至100g,其着火点极低,在受外力挤压、摩擦、火星溅入、冲击或静电荷的情况下均容易使其着火燃烧,因此,在引燃片的生产制造过程中安全事故频发,在现代大规模化生产模式下,引燃片通常先制备成连续薄片带状的引燃片,再将连续薄片带状的引燃片裁切为各个单件引燃片。然而,目前尚无专门针对引燃片裁切的专用设备,一些热电池制造企业不得不采取人工方式将连续薄片带状的引燃片剪切为单件,劳动强度大,生产效率低。
4.现有技术中有一些通用型裁切设备,例如:公开号为:
[0005]“cn211727749u”的专利文献,公开了一种镀锌板裁切机,通过伺服电机驱动裁切刀具转动,同时伸缩杆伸出使裁切刀具下压对镀锌板进行裁切。然而,该技术方案仅能应用于对材质坚硬的镀锌板进行裁切,由于连续薄片带状的引燃片厚度极薄,材质柔软,单件引燃片质量仅为50g至100g,对其进行冲裁时,如若冲裁速度过慢或冲裁力过小,则只能使连续薄片带状的引燃片产生形变,而无法将其切断;另外,该裁切机运行时,相邻构件之间的碰撞会产生火花,引燃片着火点极低,四处飞溅的火花极易使引燃片着火,继而引发安全事故,因此,迫切需要研发一种新型的引燃片专用裁切设备。
技术实现要素:
[0006]
为解决上述技术问题,本发明提供了一种热电池引燃片冲裁设备。
[0007]
本发明通过以下技术方案得以实现。
[0008]
本发明提供一种热电池引燃片冲裁设备,包括冲裁机构、缓冲垫板和机架,所述冲裁机构包括定形套,所述定形套下端边沿作为冲切刃,所述机架上安装有一对直线模组,所述直线模组包括托板,所述冲裁机构、缓冲垫板分别安装于所述托板上,并且所述缓冲垫板布置于所述冲切刃的下方。
[0009]
所述冲裁机构包括冲切气缸、支承轴和限位装置,冲切气缸与所述托板固连,限位装置包括限位套、定位座和杯座,支承轴的一端与冲切气缸活塞杆固连,限位套与支承轴的另一端螺接,所述定形套与杯座固连,定位座固连于所述限位套与杯座之间。
[0010]
所述冲裁机构还包括定心浮头,所述定位座设有容置沉槽,定心浮头与所述支承
轴固连,并且定心浮头容纳于该容置沉槽内。
[0011]
所述冲裁机构还包括弹性件,弹性件搁置于所述容置沉槽内。
[0012]
所述弹性件是圆柱螺旋压缩弹簧。
[0013]
所述冲裁机构还包括脱模气缸,所述杯座还设有凹槽,脱模气缸与所述定位座固连,脱模气缸容纳于该凹槽内,并且脱模气缸活塞杆经过该凹槽底部伸入所述定形套内。
[0014]
该对直线模组长度方向彼此相互垂直。
[0015]
所述直线模组包括伺服电机和丝杠,伺服电机与所述机架固连,丝杠与伺服电机输出轴使用联轴器固连,并且所述托板与该丝杠螺接。
[0016]
所述机架还与集料盒固连,并且集料盒布置于所述冲切刃的下方。
[0017]
所述定形套整体为圆筒形状。
[0018]
本发明的有益效果在于:采用本发明的技术方案,设备运行时,首先将连续薄片状引燃片搁置于托板表面的缓冲垫板上,通过直线模组将引燃片输送至冲切刃的下方,这时,冲切气缸活塞杆推动定形套向下运动,冲切刃对连续薄片状引燃片表面产生相应的剪切力,从而将连续薄片状引燃片裁切为各个单件,由于托板表面叠合有缓冲垫板,冲切刃向下运动时,缓冲垫板相应产生形变,缓冲垫板因而吸收了来自于冲裁机构产生的冲击力,并且缓冲垫板采用非金属材料制成,冲切刃裁切时也不会产生火花,从而避免引燃片受外力挤压、冲击或火星溅入而引燃,在保证生产安全的同时,降低了劳动强度,提高了生产效率,为企业提升了经济效益。
附图说明
[0019]
图1是本发明的主视图;
[0020]
图2是本发明图1上半部分的局部放大图;
[0021]
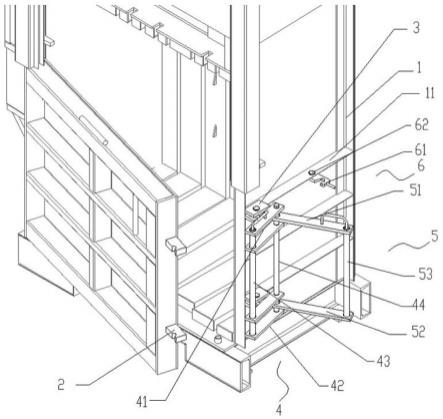
图3是本发明冲裁机构与直线模组的连接结构示意图;
[0022]
图4是本发明直线模组与缓冲垫板的连接结构示意图。
[0023]
图中:1-冲裁机构,2-缓冲垫板,3-直线模组,4-集料盒,5-防护门,6-导线,7-机架,11-定形套,12-冲切刃,13-冲切气缸,14-支承轴,15-限位装置,16-限位套,17-杯座,18-定位座,19-定心浮头,20-容置沉槽,21-弹性件,22-脱模气缸,23-凹槽,31-托板,32-伺服电机,33-丝杠,34-联轴器。
具体实施方式
[0024]
下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
[0025]
如图1、图2、图3和图4所示,本发明提供一种热电池引燃片冲裁设备,包括冲裁机构1、缓冲垫板2和机架7,冲裁机构1包括定形套11,定形套11下端边沿作为冲切刃12,机架7上安装有一对直线模组3,直线模组3包括托板31,冲裁机构1、缓冲垫板2分别安装于托板31上,并且缓冲垫板2布置于冲切刃12的下方。
[0026]
采用本发明的技术方案,设备运行时,首先将连续薄片状引燃片搁置于托板表面的缓冲垫板上,通过直线模组将引燃片输送至冲切刃的下方,这时,冲切气缸活塞杆推动定形套向下运动,冲切刃对连续薄片状引燃片表面产生相应的剪切力,从而将连续薄片状引燃片裁切为各个单件,由于托板表面叠合有缓冲垫板,冲切刃向下运动时,缓冲垫板相应产
生形变,缓冲垫板因而吸收了来自于冲裁机构产生的冲击力,并且缓冲垫板采用非金属材料制成,冲切刃裁切时也不会产生火花,从而避免引燃片受外力挤压、冲击或火星溅入而引燃,在保证生产安全的同时,降低了劳动强度,提高了生产效率,为企业提升了经济效益。
[0027]
现有技术中,公开号为:“cn211727749u”的专利文献,公开了一种镀锌板裁切机,包括固定平台、伸缩杆、伺服电机和喷射水枪,该镀锌板裁切机通过伺服电机驱动裁切刀具转动,同时伸缩杆伸出使裁切刀具下压对镀锌板进行裁切,并通过喷射水枪对裁切位置进行喷水,以防止火花飞溅,与该专利文献提供的技术方案相比,本发明提供的热电池引燃片冲裁设备在运行时,由于托板表面叠合有缓冲垫板,冲切刃向下运动时,缓冲垫板相应产生形变,缓冲垫板因而吸收了来自于冲裁机构产生的冲击力,并且缓冲垫板采用非金属材料制成,从而避免裁切设备运行时产生火花,避免引燃片被火花引燃,保证了生产安全。
[0028]
进一步地,冲裁机构1包括冲切气缸13、支承轴14和限位装置15,冲切气缸13与托板31固连,限位装置15包括限位套16、定位座18和杯座17,支承轴14的一端与冲切气缸13活塞杆固连,限位套16与支承轴14的另一端螺接,定形套11与杯座17固连,定位座18固连于限位套16与杯座17之间。通过旋转限位套16,可对定形套11、冲切刃12与缓冲垫板2之间的相对高度进行调整,从而改变冲切刃12上下往复运动的行程,以适应对不同厚度或类型引燃片进行裁切。
[0029]
另外,冲裁机构1还包括定心浮头19,定位座18设有容置沉槽20,定心浮头19与支承轴14固连,并且定心浮头19容纳于该容置沉槽20内。定心浮头19用于使支承轴14与冲切气缸13活塞杆保持同轴,从而保证冲切刃12始终沿着与冲切气缸13活塞杆同轴的方向上下往复运动,对引燃片进行裁切,防止对引燃片施加的冲裁力出现偏载,使最终获得的单件引燃片边沿保持平整、圆滑,避免产生过多的毛刺和棱齿,有利于提升生产质量。
[0030]
另外,冲裁机构1还包括弹性件21,弹性件21搁置于容置沉槽20内。优选弹性件21是圆柱螺旋压缩弹簧。当通过旋转限位套16对定形套11、冲切刃12与缓冲垫板2之间的相对高度进行调整时,也相应对冲裁机构1对引燃片表面施加的冲切力进行适当调整。
[0031]
此外,冲裁机构1还包括脱模气缸22,杯座17还设有凹槽23,脱模气缸22与定位座18固连,脱模气缸22容纳于该凹槽23内,并且脱模气缸22活塞杆经过该凹槽23底部伸入定形套11内。优选缓冲垫板2的材质是聚氨酯。采用本发明的技术方案,当将引燃片冲裁为各个单件后,由于引燃片质地柔软,单件引燃片边沿容易产生形变而卷曲附着在定形套11内,这时,可通过脱模气缸22将单件引燃片顶出,从而偏于进行收集。
[0032]
另外,该对直线模组3长度方向彼此相互垂直。直线模组3包括伺服电机32和丝杠33,伺服电机32与机架7固连,丝杠33与伺服电机32输出轴使用联轴器34固连,并且托板31与该丝杠33螺接。机架7还与集料盒4固连,并且集料盒4布置于冲切刃12的下方。优选定形套11整体为圆筒形状。
[0033]
此外,机架7还与防护门5铰接,用以对冲裁机构1、缓冲垫板2、直线模组3等构件进行防护,机架7还使用导线6接地,从而将托板31、机架7等金属构件表面上附着的静电荷引入大地,避免引燃片裁切过程中受到静电影响。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。