1.本实用新型涉及同轴孔加工技术领域,特别是指一种用于管筒体同轴孔镗削的装置。
背景技术:
2.管筒体同轴法兰孔加工对同轴度要求较高,是加工的难点,通常的加工方法是两端孔分别镗削加工,具体为:先以法兰外圆找正孔中心,再找正法兰端面保证垂直,镗一端孔,然后管筒体二次装夹,以加工好的孔找正另一端孔中心,镗削同轴孔。但是由于管筒体直径较大,镗杆较长,存在镗杆自重下垂及切削力引起的“让刀”现象,同轴度很难保证。
技术实现要素:
3.本实用新型提出一种用于同轴孔镗削的装置,主要用于直径较大的管筒体同轴孔的镗削加工,保证同轴孔加工同轴度的要求,避免镗杆自重下垂、“让刀”等现象。
4.本实用新型的技术方案是这样实现的:一种用于管筒体同轴孔镗削的装置,包括镗杆,镗杆的左端穿过管筒体的左端内孔,左端内孔的镗杆上沿径向设置有内孔镗刀,镗杆的右端为定位端,定位端置于管筒体的右端内孔内,定位端的外侧套装有涨紧套内圈,涨紧套内圈的外侧套装有涨紧套外圈,涨紧套内圈和涨紧套外圈通过轴向螺钉相连,涨紧套内圈使涨紧套外圈膨胀至与右端内孔的侧壁紧密贴合。
5.进一步地,涨紧套内圈的外圆面为圆锥面,涨紧套外圈的内孔为与圆锥面配合的圆锥孔,涨紧套外圈的两端沿周向均设有开口槽。
6.进一步地,涨紧套内圈右端的外侧设置有右限位环,右限位环的外径大于涨紧套外圈的右端内径。
7.进一对地,涨紧套内圈上沿周向均布有轴向沉头孔,轴向沉头孔与轴向螺钉一一对应设置。
8.进一步地,涨紧套外圈左端的内侧设置有左限位环,左限位环的内径小于涨紧套内圈的左端外径,左限位环上设置有与轴向沉头孔一一对应的轴向螺孔。
9.进一步地,镗杆侧壁上对应内孔镗刀的位置处设置有径向通孔,内孔镗刀的刀杆置于径向通孔内,且通过锁紧螺钉固定。
10.本实用新型的有益效果:
11.本实用新型通过镗杆二端支撑,有效地避免了镗杆自重下垂、“让刀”等现象,有效提高了同轴孔的加工精度;涨紧套外圈周边开槽,内孔为圆锥孔,涨紧套内圈外圆也是圆锥面,轴向螺钉逐步拧紧,在锥面的作用下,涨紧套外圈外圆膨胀,与加工完成的右端内孔面紧密贴合,达到同轴孔基准一致。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例
或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
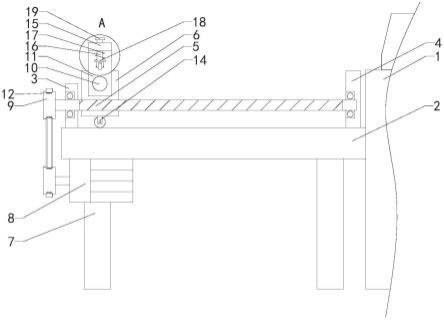
13.图1为本实用新型的结构示意图;
14.图2为镗杆的结构示意图;
15.图3为内孔镗刀的结构示意图;
16.图4为涨紧套内圈的结构示意图;
17.图5为涨紧套外圈的结构示意图。
18.镗杆1,左端内孔2,内孔镗刀3,锁紧螺钉4,右端内孔5,涨紧套内圈6,涨紧套外圈7,轴向螺钉8,管筒体9,右限位环10,开口槽11,轴向沉头孔12,左限位环13,轴向螺孔14。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.实施例1
21.如图1-3所示,一种用于管筒体同轴孔镗削的装置,包括镗杆1,镗杆1的左端穿过管筒体9的左端内孔2,左端内孔2的镗杆1上沿径向设置有内孔镗刀3,镗杆1侧壁上对应内孔镗刀3的位置处设置有径向通孔,内孔镗刀3的刀杆置于径向通孔内,且通过锁紧螺钉4固定,需要调节内孔镗刀3的的切削加工量时,拧松锁紧螺钉4,调整内孔镗刀3伸出径向通孔的长度。
22.镗杆1的右端为定位端,定位端置于管筒体9的右端内孔5内,定位端的外侧套装有涨紧套内圈6,涨紧套内圈6的外侧套装有涨紧套外圈7,镗杆1右端的外圆面与涨紧套内圈6的内孔是配磨而成。涨紧套内圈6和涨紧套外圈7通过轴向螺钉8相连,拧紧轴向螺钉8的过程中,会拉动涨紧套外圈7沿涨紧套内圈6轴向移动,涨紧套内圈6使涨紧套外圈7膨胀至与右端内孔5的侧壁紧密贴合。
23.所述用于管筒体9同轴孔镗削的装置的使用方法,包括以下步骤:
24.(1)将管筒体9安装于镗床工作台上,先以右端面法兰外圆找正内孔中心线,用百分表找正法兰端面,保证垂直度要求,镗削右端内孔5达到图纸要求;
25.(2)然后翻转管筒体9,使左端内孔2靠近镗床主轴,将百分表固定于镗杆1右端,以镗削完成的右端内孔5为基准找正中心,然后穿过镗杆1右端,依次安装涨紧套外圈7、涨紧套内圈6和轴向螺钉8,涨紧套内圈6使涨紧套外圈7膨胀至与右端内孔5的侧壁紧密贴合,达到同轴孔基准一致;
26.(3)镗杆1的左端为nt50刀柄,将nt50刀柄与镗床主轴连接,提供镗削动力,拧松锁紧螺钉4,调整内孔镗刀3至合理的切削加工量,先粗镗,用内径百分表测量尺寸,再精确调整内孔镗刀3伸出长度,紧固锁紧螺钉4,精镗左端内孔2达到图纸要求。
27.实施例2
28.本实施例与实施例1基本相同,不同之处在于:如图1、4和5所示,涨紧套内圈6的外
圆面为圆锥面,涨紧套内圈6右端的外侧设置有右限位环10,右限位环10与涨紧套内圈6为一体结构,右限位环10的外径大于涨紧套外圈7的右端内径,涨紧套外圈7的内孔为与圆锥面配合的圆锥孔,涨紧套外圈7的两端沿周向均设有开口槽11。
29.涨紧套内圈6上沿周向均布有轴向沉头孔12,轴向沉头孔12与轴向螺钉8一一对应设置,涨紧套外圈7左端的内侧设置有左限位环13,左限位环13与涨紧套外圈7为一体结构,且涨紧套外圈7左端的开口槽11延伸至左限位环13上,左限位环13的内径小于涨紧套内圈6的左端外径。
30.左限位环13上设置有与轴向沉头孔12一一对应的轴向螺孔14,轴向螺钉8穿过轴向沉头孔12,且与轴向螺孔14螺纹相连,拧紧轴向螺钉8时,会带动涨紧套外圈7的圆锥孔向涨紧套内圈6的圆锥面内移动,因涨紧套外圈7的两端沿周向均设有开口槽11,在圆锥面的作用下,涨紧套外圈7外圆膨胀,与加工完成的右端内孔5面紧密贴合,达到同轴孔基准一致。
31.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种用于管筒体同轴孔镗削的装置,包括镗杆,其特征在于:镗杆的左端穿过管筒体的左端内孔,左端内孔的镗杆上沿径向设置有内孔镗刀,镗杆的右端为定位端,定位端置于管筒体的右端内孔内,定位端的外侧套装有涨紧套内圈,涨紧套内圈的外侧套装有涨紧套外圈,涨紧套内圈和涨紧套外圈通过轴向螺钉相连,涨紧套内圈使涨紧套外圈膨胀至与右端内孔的侧壁紧密贴合。2.根据权利要求1所述的一种用于管筒体同轴孔镗削的装置,其特征在于:涨紧套内圈的外圆面为圆锥面,涨紧套外圈的内孔为与圆锥面配合的圆锥孔,涨紧套外圈的两端沿周向均设有开口槽。3.根据权利要求1或2所述的一种用于管筒体同轴孔镗削的装置,其特征在于:涨紧套内圈右端的外侧设置有右限位环,右限位环的外径大于涨紧套外圈的右端内径。4.根据权利要求3所述的一种用于管筒体同轴孔镗削的装置,其特征在于:涨紧套内圈上沿周向均布有轴向沉头孔,轴向沉头孔与轴向螺钉一一对应设置。5.根据权利要求4所述的一种用于管筒体同轴孔镗削的装置,其特征在于:涨紧套外圈左端的内侧设置有左限位环,左限位环的内径小于涨紧套内圈的左端外径,左限位环上设置有与轴向沉头孔一一对应的轴向螺孔。6.根据权利要求1所述的一种用于管筒体同轴孔镗削的装置,其特征在于:切削端对应内孔镗刀的位置处设置有径向通孔,内孔镗刀的刀柄置于径向通孔内,且通过锁紧螺钉固定。
技术总结
本实用新型提出了一种用于管筒体同轴孔镗削的装置,包括镗杆,镗杆的左端穿过管筒体的左端内孔,左端内孔的镗杆上沿径向设置有内孔镗刀,镗杆的右端为定位端,定位端置于管筒体的右端内孔内,定位端的外侧套装有涨紧套内圈,涨紧套内圈的外侧套装有涨紧套外圈,涨紧套内圈和涨紧套外圈通过轴向螺钉相连,涨紧套内圈使涨紧套外圈膨胀至与右端内孔的侧壁紧密贴合。本实用新型主要用于直径较大的管筒体同轴孔的镗削加工,保证同轴孔加工同轴度的要求,避免镗杆自重下垂、“让刀”等现象。等现象。等现象。
技术研发人员:王江红 张政伟 张素芳 李之振 郭金剑 王中奎 张龙 吕天军 张双军 吴清 周海泉
受保护的技术使用者:中国联合装备集团安阳机械有限公司
技术研发日:2022.06.21
技术公布日:2022/12/9
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。