技术特征:
1.一种压铸al-zn-mg-mn铝合金,其特征在于:按质量百分数计,包括以下组分: cu0~0.2%, mn0.4~0.6%, mg0.7~0.9%, cr0.15~0.23%, zn4.0~4.3%, ti0.06~0.12%, zr0.15~0.18%,杂质元素si0~0.3%,杂质元素 fe0~0.3%,余量为al和其他杂质。2.一种如权利要求1所述的压铸al-zn-mg-mn铝合金的制备方法,其特征在于:包括以下步骤:s1.将铝锭投入炉内加热至加热至710~730℃并搅拌4~6min使其完全熔解,得到熔液一;s2.将熔液一加热至740~760℃,之后通入氩气,并向溶液一中加入铁剂、铝硅中间合金、铝铜中间合金、锰剂、镁剂、铬剂、锌剂、铝钛中间合金、铝锆中间合金,进行精炼处理25~30min,得到熔液二;s3.将熔液二静置20-35min,之后进行化学成分检测,保证熔液二中各组分的质量百分比符合要求,不符合要求的熔液二内添加铝锭或者其他组分,重复步骤s1、s2,直至熔液二成分合格;s4.将步骤s3合格的熔液二浇铸到压铸模具内,压铸后得到压铸件;s5.将压铸件进行自然时效,然后取样测试机械性能。3.如权利要求2所述的压铸al-zn-mg-mn铝合金的制备方法,其特征在于:步骤s2中通入氩气的流量为1.8-2.5m
³
/h。4.如权利要求2所述的压铸al-zn-mg-mn铝合金的制备方法,其特征在于:步骤s4中压铸模具预热温度为320~350℃,铸造压力为100mpa~120mpa,压铸模具内真空度为-0.06
±
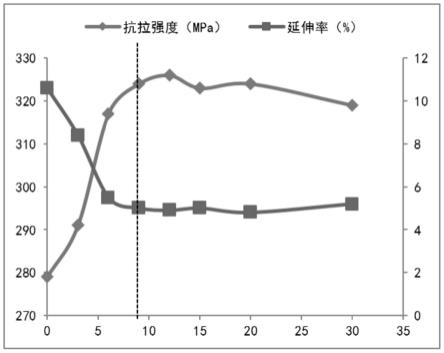
0.01mpa。5.如权利要求2所述的压铸al-zn-mg-mn铝合金的制备方法,其特征在于:步骤s5中自然时效的时间分别为3、6、9、12、15、20、30天。
技术总结
本发明提供一种压铸Al-Zn-Mg-Mn铝合金,按质量百分数计,包括以下组分:Cu0~0.2%,Mn0.4~0.6%,Mg0.7~0.9%,Cr0.15~0.23%,Zn4.0~4.3%,Ti0.06~0.12%,Zr0.15~0.18%,杂质元素Si0~0.3%,杂质元素Fe0~0.3%,余量为Al和其他杂质。本发明的压铸Al-Zn-Mg-Mn铝合金及其制备方法,通过加入Zn、Mg使得铸锭在自然时效时形成MgZn2强化相,提高压铸件的强度;加入Mn,是为了提高压铸件的耐腐蚀性能以及提高再结晶温度,一定程度上提高压铸件的强度;加入Cr、Ti,和Zr,是为了细化晶粒,降低材料的内应力,减轻铸造开裂倾向。减轻铸造开裂倾向。减轻铸造开裂倾向。
技术研发人员:陈位峰 曾祥勇 周福海
受保护的技术使用者:江苏亚太轻合金科技股份有限公司
技术研发日:2022.10.28
技术公布日:2022/12/9
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。