1.本技术属于成形工装技术领域,尤其涉及大功率气缸侧面不规则吸气孔一次加工成形工装。
背景技术:
2.气缸缸体的结构较为复杂,缸体需要与曲轴、活塞、阀片等部件安装配合,在缸体的端面上制有曲轴孔,在缸体阀面上制有活塞孔,在缸体的侧面上制有吸气孔,缸体加工精度要求极高,缸体各个部位的加工尺寸均需保证在规定的误差范围之内,才能满足与其他部件精密装配的要求,因此在加工过程中需要对各批次产品进行抽样检测,检测工作量较大。
3.目前,对缸体上吸气孔位置度的检测,通常需要采用常规检具,其需要多次检测,而且计算复杂,导致检测效率低,且适用范围较小,不同型号尺寸的气缸需要配备不同的检具进行检测,成本高。
技术实现要素:
4.本实用新型的目的是为了解决上述的问题,而提出的大功率气缸侧面不规则吸气孔一次加工成形工装。
5.为了实现上述目的,本技术采用了如下技术方案:
6.大功率气缸侧面不规则吸气孔一次加工成形工装,包括量具座体,所述量具座体的上端一侧开设有凹槽,所述凹槽的槽底均匀固定连接有多根插接柱,所述凹槽内对称卡设有两个支撑座,所述支撑座的下端开设有多个与插接柱匹配插接的插接槽,所述支撑座的上端固定连接有定位销;
7.所述量具座体的上端另一侧开设有滑槽,且滑槽内滑动连接有移动座,所述移动座的上端固定连接有固定框,所述固定框内滑动连接有升降套筒,所述升降套筒内滑动套接有检测杆,所述检测杆的一端固定连接有吸气孔通止规,所述检测杆的另一端固定连接有挤推板,所述升降套筒靠近挤推板的一端外侧固定套接有环形侧板,所述环形侧板和挤推板之间固定连接有套设在检测杆外的复位弹簧。
8.优选的,所述支撑座的表面开设有多个通孔,且通孔内活动插套有定位螺栓,所述插接柱的上端开设有与定位螺柱螺纹连接的定位螺槽。
9.优选的,所述量具座体对应滑槽的一侧侧壁开设有通孔,且对应通孔内活动插套有锁紧螺栓,所述移动座的侧壁开设有与锁紧螺栓抵触连接的条形开槽。
10.优选的,所述固定框的侧壁均匀开设有多个等距分布设置的固定螺孔,且通过固定螺栓与升降套筒固定连接。
11.优选的,所述检测杆的外壁和升降套筒的内侧为对应的矩形结构。
12.优选的,所述检测杆的一端固定连接有第一连接板,所述吸气孔通止规的后端固定连接有第二连接板,所述第一连接板和第二连接板的表面对称开设有多个连接螺孔,且
通过连接螺栓固定连接。
13.与现有技术相比,本技术提供了大功率气缸侧面不规则吸气孔一次加工成形工装,具备以下有益效果:
14.1、该大功率气缸侧面不规则吸气孔一次加工成形工装,通过设有的量具座体、定位销、检测杆和吸气孔通止规,将已加工好吸气孔的气缸通过两个定位销稳定准确的安装在量具座体的上端,吸气孔通止规通过第一连接板和第二连接板的固定快速稳固的安装在检测杆的一端,根据不同机型的气缸选择合适对应的吸气缸通止规进行固定安装,在进行检测时,推动挤推板,挤推板通过检测杆推动吸气孔通止规移动,使得吸气孔通止规插入气缸侧壁的吸气孔内,以此快速检测气缸上的吸气孔位置和精度是否满足标准。
15.2、该大功率气缸侧面不规则吸气孔一次加工成形工装,通过设有的凹槽和支撑座,根据不同机型的气缸,在需要对定位销的位置进行调整时,将支撑座通过插接柱和插接槽的匹配插接实现与量具座体之间的快速安装连接,再通过定位螺栓和定位螺槽的螺纹连接实现对支撑座的稳固固定,能够对定位销的相对位置进行快速调整,适用于不同机型气缸的使用,适用范围广。
16.3、该大功率气缸侧面不规则吸气孔一次加工成形工装,通过设有的滑槽、移动座和固定框,根据不同机型的气缸上吸气孔的标准位置,使得移动座在滑槽内滑动,调整吸气孔通止规的相对纵向位置,通过升降套筒在固定框内的上下滑动,并通过固定螺孔内固定螺栓的固定实现对吸气孔通止规相对高度位置的快速调节,能够适用于不同机型气缸的标准检测,适用范围广。
17.而且该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本技术能够快速检测气缸上的吸气孔位置和精度是否满足标准,能够适用于不同机型气缸的标准检测,适用范围广。
附图说明
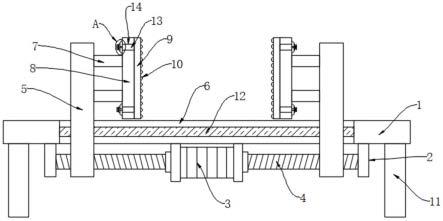
18.图1为本技术提出的大功率气缸侧面不规则吸气孔一次加工成形工装的结构示意图;
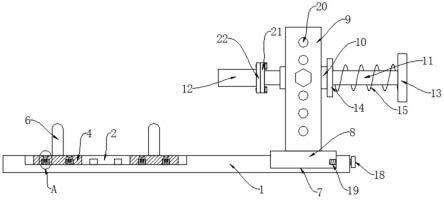
19.图2为图1中a部分的放大图。
20.图中:1、量具座体;2、凹槽;3、插接柱;4、支撑座;5、插接槽;6、定位销;7、滑槽;8、移动座;9、固定框;10、升降套筒;11、检测杆;12、吸气孔通止规;13、挤推板;14、环形侧板;15、复位弹簧;16、定位螺栓;17、定位螺槽;18、锁紧螺栓;19、条形开槽;20、固定螺孔;21、第一连接板;22、第二连接板。
具体实施方式
21.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
22.参照图1-2,大功率气缸侧面不规则吸气孔一次加工成形工装,包括量具座体1,量具座体1的上端一侧开设有凹槽2,凹槽2的槽底均匀固定连接有多根插接柱3,凹槽2内对称卡设有两个支撑座4,支撑座4的下端开设有多个与插接柱3匹配插接的插接槽5,支撑座4的上端固定连接有定位销6;
23.量具座体1的上端另一侧开设有滑槽7,且滑槽7内滑动连接有移动座8,移动座8的上端固定连接有固定框9,固定框9内滑动连接有升降套筒10,升降套筒10内滑动套接有检测杆11,检测杆11的一端固定连接有吸气孔通止规12,检测杆11的另一端固定连接有挤推板13,升降套筒10靠近挤推板13的一端外侧固定套接有环形侧板14,环形侧板14和挤推板13之间固定连接有套设在检测杆11外的复位弹簧15。
24.支撑座4的表面开设有多个通孔,且通孔内活动插套有定位螺栓16,插接柱3的上端开设有与定位螺柱螺纹连接的定位螺槽17。
25.量具座体1对应滑槽7的一侧侧壁开设有通孔,且对应通孔内活动插套有锁紧螺栓18,移动座8的侧壁开设有与锁紧螺栓18抵触连接的条形开槽19。
26.固定框9的侧壁均匀开设有多个等距分布设置的固定螺孔20,且通过固定螺栓与升降套筒10固定连接。
27.检测杆11的外壁和升降套筒10的内侧为对应的矩形结构。
28.检测杆11的一端固定连接有第一连接板21,吸气孔通止规12的后端固定连接有第二连接板22,第一连接板21和第二连接板22的表面对称开设有多个连接螺孔,且通过连接螺栓固定连接。
29.现对本实用新型的操作原理做如下描述:
30.本技术使用时,通过设有的量具座体1、定位销6、检测杆11和吸气孔通止规12,将已加工好吸气孔的气缸通过两个定位销6稳定准确的安装在量具座体1的上端,吸气孔通止规12通过第一连接板21和第二连接板22的固定快速稳固的安装在检测杆11的一端,根据不同机型的气缸选择合适对应的吸气缸通止规进行固定安装,在进行检测时,推动挤推板13,挤推板13通过检测杆11推动吸气孔通止规12移动,使得吸气孔通止规12插入气缸侧壁的吸气孔内,以此快速检测气缸上的吸气孔位置和精度是否满足标准,通过设有的凹槽2和支撑座4,根据不同机型的气缸,在需要对定位销6的位置进行调整时,将支撑座4通过插接柱3和插接槽5的匹配插接实现与量具座体1之间的快速安装连接,再通过定位螺栓16和定位螺槽17的螺纹连接实现对支撑座4的稳固固定,能够对定位销6的相对位置进行快速调整,适用于不同机型气缸的使用,适用范围广,通过设有的滑槽7、移动座8和固定框9,根据不同机型的气缸上吸气孔的标准位置,使得移动座8在滑槽7内滑动,调整吸气孔通止规12的相对纵向位置,通过升降套筒10在固定框9内的上下滑动,并通过固定螺孔20内固定螺栓的固定实现对吸气孔通止规12相对高度位置的快速调节,能够适用于不同机型气缸的标准检测,适用范围广。
31.以上所述,仅为本技术较佳的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,根据本技术的技术方案及其申请构思加以等同替换或改变,都应涵盖在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。