1.本实用新型涉及电子元件点焊领域,具体涉及一种自动定位点胶流水线。
背景技术:
2.全自动点胶流水线是指集合点胶作业的所有步骤的流水线式作业平台,包括送料、点胶、回流等步骤,在现有技术中,流水线上只能输送单个零件进行点胶,手动将电气元件放在传输带上,没有固定位置,受传送带和喷胶头位置的影响,点胶位置存在较大的偏差,点胶精度不高,点胶效率低下。
技术实现要素:
3.为解决上述技术问题,本实用新型的目的在于一种自动定位点胶流水线,以解决人员搬运劳动强度大且耗时、定位不准的等问题,提升生产效率和产品品质。
4.为了实现上述目的,本实用新型的技术方案如下:
5.一种自动定位点胶流水线,包括传输架、传输带、桁架支撑、x轴轨道架、z轴轨道架和自动点胶喷头,所述传输带固定在传输架的上平面,所述桁架支撑跨接安装在传输带之上的传输架上,所述x轴轨道架固定在桁架支撑上,x轴轨道架的传输方向与传输带的传输方向保持垂直,所述z轴轨道架卡接在x轴轨道架上,所述自动点胶喷头固定在z轴轨道架的下端,在传输带上安装有点胶平台,在点胶平台上设有零件摆放盘,在零件摆放盘上设置有零件固定腔。
6.进一步限定,所述点胶平台呈空心状,在点胶平台的侧面设有热风口,在热风口处安装有热风机。
7.进一步限定,在点胶平台的另一侧设有排风口,在零件固定腔的内侧壁上设有连通于点胶平台内腔的通风口。热风机提供源源不断的热风在点胶平台内循环,提高点胶平台的温度,加速热熔胶的凝固,快速的帮助点胶平台上零件的快速粘合。
8.进一步限定,所述零件固定腔为圆形或者矩形形状,在点胶平台上安装纵横方向整齐排列。方便纵向移动和竖向移动的自动点胶喷头精准的将胶喷射在零件上。
9.进一步限定,所述x轴轨道架和z轴轨道架均是电动伺服直行滑道,由伺服电机、丝杠、直线滑块构成,自动点胶喷头固定在z轴轨道架的直线滑块上,丝杆连接在伺服电机上,在伺服电机的带动下自动点胶喷头上下移动,z轴轨道架固定在x轴轨道架的直线滑块上,在x轴轨道的带动下z轴轨道架左右移动。伺服控制具有定位精准的效果,能确保自动点胶喷头精确的在零件的粘结位置点胶。
10.进一步限定,在桁架支撑的侧壁上安装着热熔供胶机,热熔供胶机通过管道为自动点胶喷头提供点胶原料,热熔供胶机能够源源不断的、循序渐进的为自动点胶喷头提供原料。
11.本实用新型与现有技术相比的有益效果是: 用于产品的自动输送、定位、点胶、再输送的自动生产工艺,适用电子,半导体,消费类产品的自动化生产,以解决人员搬运劳动
强度大且耗时、定位不准的等问题,提升生产效率和产品品质。
附图说明
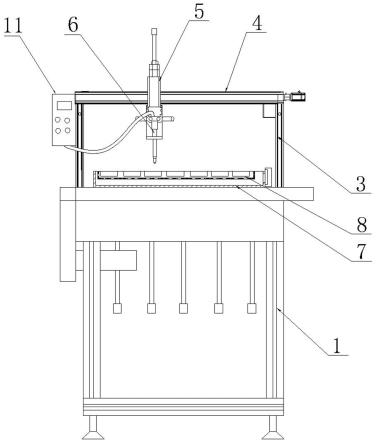
12.图1为本实用新型的主视结构示意图;
13.图2为本实用新型的俯视结构示意图。
具体实施方式
14.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例进一步阐述本实用新型。
15.如图1、图2所示的一种自动定位点胶流水线,包括传输架1、传输带2、桁架支撑3、x轴轨道架4、z轴轨道架5和自动点胶喷头6,所述传输带2固定在传输架1的上平面,所述桁架支撑3跨接安装在传输带2之上的传输架1上,所述x轴轨道架4固定在桁架支撑3上,x轴轨道架4的传输方向与传输带2的传输方向保持垂直,所述z轴轨道架5卡接在x轴轨道架4上,所述自动点胶喷头6固定在z轴轨道架5的下端,在传输带2上安装有点胶平台7,在点胶平台7上设有零件摆放盘8,在零件摆放盘8上设置有零件固定腔,零件固定腔为圆形或者矩形形状,在点胶平台7上安装纵横方向整齐排列。需要点胶的电器元件板放在零件固定腔内,传输带2带着点胶平台7经过桁架支撑3下方,x轴轨道架4带着z轴轨道架5横向移动,z轴轨道架5带着自动点胶喷头6上下运动,使得自动点胶喷头6能准确的捕捉零件固定腔内零件的点胶点,自动进行点胶。x轴轨道架4和z轴轨道架5的移动速度范围为0-500mm/sec。
16.所述点胶平台7呈空心状,内设z字形通风道,在点胶平台7的侧面设有热风口,在热风口处安装有热风机9。在点胶平台7的另一侧设有排风口10,在零件固定腔的内侧壁上设有连通于点胶平台7内腔的通风口。热风机9对通风道内吹热风,热风顺着z字形通风道,从排风口10排出,为了热风能尽可能蓄积在点胶平台7内部,设计了z字形通风道,加热点胶平台7,使得零件点胶过后快速干燥,快速凝固,在下料时便不会因为抖动而零件松动。
17.所述x轴轨道架4和z轴轨道架5均是电动伺服直行滑道,由伺服电机、丝杠、直线滑块构成,自动点胶喷头固定在z轴轨道架5的直线滑块上,丝杆连接在伺服电机上,在伺服电机的带动下自动点胶喷头6上下移动,z轴轨道架5固定在x轴轨道架4的直线滑块上,在x轴轨道4的带动下z轴轨道架5左右移动。伺服电机可采用日本信侬微步进级紧密马达,500瓦的功率,输入电源ac110v,ac220v,整机工作环境温度5-40℃。
18.在桁架支撑3的侧壁上安装着热熔供胶机11,热熔供胶机11通过管道为自动点胶喷头6提供点胶原料。
19.在操作时,工人站在传输带2的其中一侧,将电器元件零件摆放在零件固定腔内,传输带2带着点胶平台7移动,使得零件经过自动点胶喷头6,自动点胶喷头6在x轴轨道架4、z轴轨道架5的带动下,在纵横方向对零件固定腔内的电器元件零件挨个进行点胶,每点胶完一排电器元件,传输带2就移动相对距离,让下一排零件固定腔对着自动点胶喷头,完成零件点胶。还可以将自动点胶喷头6设置为两组或多组,高效率完成点胶,或者在自动点胶喷头上加旋转电机,使得自动点胶喷头6转动着点胶,配合设计成圆形点胶平台进行点胶。
20.以上对本实用新型提供的一种自动定位点胶流水线进行了详细介绍。具体实施例的说明只是用于帮助理解本实用新型的方法及其核心思想,应当指出,对于本技术领域的
普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
技术特征:
1.一种自动定位点胶流水线,其特征在于:包括传输架、传输带、桁架支撑、x轴轨道架、z轴轨道架和自动点胶喷头,所述传输带固定在传输架的上平面,所述桁架支撑跨接安装在传输带之上的传输架上,所述x轴轨道架固定在桁架支撑上,x轴轨道架的传输方向与传输带的传输方向保持垂直,所述z轴轨道架卡接在x轴轨道架上,所述自动点胶喷头固定在z轴轨道架的下端,在传输带上安装有点胶平台,在点胶平台上设有零件摆放盘,在零件摆放盘上设置有零件固定腔。2.根据权利要求1所述的一种自动定位点胶流水线,其特征在于:所述点胶平台呈空心状,在点胶平台的侧面设有热风口,在热风口处安装有热风机。3.根据权利要求2所述的一种自动定位点胶流水线,其特征在于:在点胶平台的另一侧设有排风口,在零件固定腔的内侧壁上设有连通于点胶平台内腔的通风口。4.根据权利要求3所述的一种自动定位点胶流水线,其特征在于:所述零件固定腔为圆形或者矩形形状,在点胶平台上安装纵横方向整齐排列。5.根据权利要求1所述的一种自动定位点胶流水线,其特征在于:所述x轴轨道架和z轴轨道架均是电动伺服直行滑道,由伺服电机、丝杠、直线滑块构成,自动点胶喷头固定在z轴轨道架的直线滑块上,丝杆连接在伺服电机上,在伺服电机的带动下自动点胶喷头上下移动,z轴轨道架固定在x轴轨道架的直线滑块上,在x轴轨道的带动下z轴轨道架左右移动。6.根据权利要求1所述的一种自动定位点胶流水线,其特征在于:在桁架支撑的侧壁上安装着热熔供胶机,热熔供胶机通过管道为自动点胶喷头提供点胶原料。
技术总结
本实用新型涉及电子元件点焊领域,具体涉及一种自动定位点胶流水线,包括传输架、传输带、桁架支撑、X轴轨道架、Z轴轨道架和自动点胶喷头,传输带固定在传输架的上平面,桁架支撑跨接安装在传输带之上的传输架上,X轴轨道架固定在桁架支撑上,X轴轨道架的传输方向与传输带的传输方向保持垂直,Z轴轨道架卡接在X轴轨道架上,自动点胶喷头固定在Z轴轨道架的下端,在传输带上安装有点胶平台,在点胶平台上设有零件摆放盘,在零件摆放盘上设置有零件固定腔。用于产品的自动输送、定位、点胶、再输送的自动生产工艺,适用电子、半导体、消费类产品的自动化生产,解决人员搬运劳动强度大且耗时、定位不准的等问题,提升生产效率和产品品质。质。质。
技术研发人员:陈新
受保护的技术使用者:四川博众新企科技有限公司
技术研发日:2022.06.16
技术公布日:2022/12/9
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。