1.本发明涉及钻孔机床技术领域,特别涉及金属五金制品钻孔用数控机床及方法。
背景技术:
2.金属五金制品是日常生活和工业生产中使用的辅助性、配件性的制成品,一些金属五金制品在加工的时候,难免需要进行钻孔工作,而对于金属五金制品的钻孔工作就需要专用的数控机床。
3.现有的金属五金制品用数控钻孔机床在使用的时候,钻孔机床在钻孔之前还需要预留专属的时间对金属五金制品进行限位,如此便导致了数控钻孔机床在限位金属五金制品上耗费掉了一定的时间,导致了机床对于金属五金制品钻孔效率的降低,此外由于金属五金制品大体分为柱体和板体两大类,在对不同形状的金属五金制品钻孔时还需要更换专属配套的夹具,如此又会导致大量时间的流失,更一步的造成钻孔效率的降低。
技术实现要素:
4.有鉴于此,本发明提供金属五金制品钻孔用数控机床及方法,以解决现有的金属五金制品用数控钻孔机床在使用的时候,钻孔机床在钻孔之前还需要预留专属的时间对金属五金制品进行限位,如此便导致了数控钻孔机床在限位金属五金制品上耗费掉了一定的时间的问题。
5.本发明提供了金属五金制品钻孔用数控机床及方法,具体包括:钻床架,所述钻床架的顶部左右两侧设置有行程板;所述钻床架的顶部设置有安装架;所述安装架的顶部居中位置设置有数控缸;所述安装架的前侧右端设置有数控面板;所述行程板上设置有钻孔框架,且钻孔框架的顶部与数控缸的输出端连接;所述钻孔框架的顶部居中位置设置有数控电机;所述数控电机上设置有开孔钻头;所述钻孔框架的顶部左右两侧开设有切换槽;所述钻床架的顶部居中位置设置有限位框架;所述限位框架的左右两侧设置有侧框;所述侧框的内部设置有施压件;所述施压件的底部设置有齿条b;所述施压件的顶部内端开设有调节槽。
6.进一步的,所述侧框的底部居中位置设置有传动轴a,且传动轴a为圆柱形结构。
7.进一步的,所述转轴的后端设置有同步轮;两个所述同步轮通过一条同步带相连接。
8.进一步的,所述施压件的顶部设置有丝杆b;所述丝杆b通过螺母副与调节块的顶部相连接。
9.进一步的,所述限制块的顶部嵌入安装有弹簧a的一端,且弹簧a的另一端嵌入安装于滑槽的顶部。
10.进一步的,所述切换槽的内部设置有切换块;所述钻孔框架上设置有转轴,且转轴为圆柱形结构。
11.进一步的,所述转轴上设置有丝杆a,且相邻丝杆a的丝牙相反;所述丝杆a通过螺
母副与切换块相连接。
12.进一步的,所述调节槽的内部设置有调节块,且调节块大体呈t形结构;所述调节块的内端设置有施压柱。
13.进一步的,所述滑槽的内部滑动安装有限制块,且限制块为矩形结构;所述限制块的外侧设置有齿条a。
14.进一步的,所述切换块上设置有安装杆,且安装杆的长度长于开孔钻头;所述安装杆的内侧底端开设有滑槽。
15.进一步的,所述传动轴a的居中位置设置有齿轮a,且齿轮a与齿条b啮合相连接;所述传动轴a的前后两端设置有齿轮b。
16.进一步的,所述限位框架的前后两侧设置有安装板;所述安装板上设置有滑板;所述滑板的内端设置有夹板,且夹板为矩形结构。
17.进一步的,所述侧框的前后两侧设置有传动轴b,且传动轴b为圆柱形结构;所述传动轴b的圆周外壁上设置有齿轮c;所述传动轴b的外端设置有齿轮d。
18.进一步的,所述滑板的底部设置有齿条c,且齿条c与齿轮d啮合相连接;所述限位框架的顶部前后两侧开设有卡板槽;所述安装板上开设有限位槽。
19.进一步的,包括以下步骤:一.将预加工的金属五金棒材放入进限位框架的内部二.启动数控电机,使其带动开孔钻头旋转;三.启动数控缸带动钻孔框架、数控电机和开孔钻头下降;四.通过开孔钻头的旋转及下降对金属五金棒材开孔。
20.有益效果1.本发明通过启动数控缸,使数控缸带动钻孔框架和数控电机以及开孔钻头下降,下降过程中,数控电机会带动开孔钻头旋转,使开孔钻头在自身下降及旋转的作用下对限位框架上所限位的金属五金制品进行钻孔工作。
21.2.本发明在钻孔框架带动数控电机及开孔钻头下降对金属五金制品进行钻孔的时候,钻孔框架还会带动安装杆和齿条a下降,使齿条a在钻孔前优先与齿轮b啮合,使齿轮b受齿条a下降的影响打动传动轴a和齿轮a旋转,使齿轮a在与齿条b啮合的作用下带动施压件及施压柱相对向内移动,使施压柱从左右两侧施压限位住处于限位框架内部的金属五金棒材,从而自动实现对于预加工的五金棒材实施限位,便于接下来对于金属棒材的钻孔工作。
22.3.本发明通过人工旋转转轴,使转轴带动丝杆a旋转,使丝杆a利用自身丝牙相反的特性带动切换块沿切换槽相对向外移动,使切换块带动安装杆和齿条a外移不再与齿轮b的位置对应,使齿条a的位置与齿轮c对应,从而在安装杆带动齿条a下降到一定位置后齿条a会与齿轮c啮合,使齿轮c在齿条a下降的作用下带动传动轴b和齿轮d旋转,使齿轮d在与齿条c啮合的作用下带动滑板和夹板相对向内移动,使夹板从左右两侧对放置于卡板槽内部的五金板材实施限位,便于接下来对于金属板材的钻孔工作。
23.4.本发明能够在驱动开孔钻头下降预备对金属五金制品开孔的时候,对预先放置好的金属五金制品限位,从而无需预留出专属的时间实现对于预加工金属五金制品的限位,提高了本数控机床的钻孔效率,并且本发明能够根据金属五金制品的形状(板状、柱状)
快速转换限位方式,从而无需对夹具拆卸更换便能够快速的对不同形状的金属五金制品进行限位,不会在更换夹具上耗费过长的时间,更进一步的提高了本数控机床的使用便捷性。
附图说明
24.为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
25.下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
26.在附图中:图1是本发明的实施例的整体结构示意图。
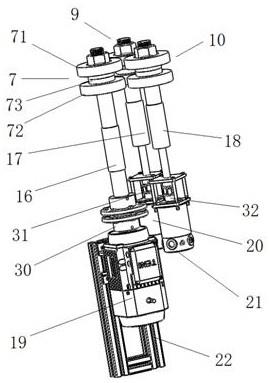
27.图2是本发明的实施例的图1中a放大部分结构示意图。
28.图3是本发明的实施例的图1的另一视角结构示意图。
29.图4是本发明的实施例的图3中b放大部分结构示意图。
30.图5是本发明的实施例的钻孔框架结构示意图。
31.图6是本发明的实施例的钻孔框架半剖结构示意图。
32.图7是本发明的实施例的丝杆a及齿条a结构示意图。
33.图8是本发明的实施例的限位框架结构示意图。
34.图9是本发明的实施例的图8的另一视角结构示意图。
35.图10是本发明的实施例的限位框架拆分状态结构示意图。
36.图11是本发明的实施例的限位框架及传动轴b结构示意图。
37.图12是本发明的实施例的齿条b及齿轮a结构示意图。
38.附图标记列表1、钻床架;101、行程板;102、安装架;103、数控缸;104、数控面板;2、钻孔框架;201、数控电机;202、开孔钻头;203、切换槽;204、切换块;205、转轴;206、丝杆a;207、同步轮;208、安装杆;209、滑槽;2010、限制块;2011、弹簧a;2012、齿条a;3、限位框架;301、侧框;302、施压件;303、齿条b;304、调节槽;305、调节块;306、施压柱;307、丝杆b;308、传动轴a;309、齿轮a;3010、齿轮b;3011、传动轴b;3012、齿轮c;3013、齿轮d;3014、安装板;3015、滑板;3016、夹板;3017、齿条c;3018、卡板槽;3019、限位槽。
具体实施方式
39.为了使得本发明的技术方案的目的、方案和优点更加清楚,下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。除非另有说明,否则本文所使用的术语具有本领域通常的含义。附图中相同的附图标记代表相同的部件。
40.实施例:请参考图1至图12所示:本发明提供金属五金制品钻孔用数控机床及方法,包括:钻床架1,钻床架1的顶部左右两侧设置有行程板101;钻床架1的顶部设置有安装架102;安装架102的顶部居中位置设置有数控缸103;安装架102的前侧右端设置有数控面板104,数控面板104能够对数控缸103以及数控电机201进行控制;行程板101上设置有钻孔框架2,且钻孔框架2的顶部与数控缸103的输出端连接;钻孔框架2的顶部居中位置设置有数控电机201;数控电机201上设置有开孔钻头202;钻孔框架2的顶部左右两侧开设有切换槽203;钻床架1的顶部居中位置设
置有限位框架3;限位框架3的左右两侧设置有侧框301;侧框301的内部设置有施压件302;施压件302的底部设置有齿条b303;施压件302的顶部内端开设有调节槽304。
41.其中,切换槽203的内部设置有切换块204;钻孔框架2上设置有转轴205,且转轴205为圆柱形结构;转轴205上设置有丝杆a206,且相邻丝杆a206的丝牙相反;丝杆a206通过螺母副与切换块204相连接;转轴205的后端设置有同步轮207;两个同步轮207通过一条同步带相连接;切换块204上设置有安装杆208,且安装杆208的长度长于开孔钻头202;安装杆208的内侧底端开设有滑槽209;滑槽209的内部滑动安装有限制块2010,且限制块2010为矩形结构;限制块2010的顶部嵌入安装有弹簧a2011的一端,且弹簧a2011的另一端嵌入安装于滑槽209的顶部;限制块2010的外侧设置有齿条a2012;通过启动数控缸103,使数控缸103带动钻孔框架2和数控电机201以及开孔钻头202下降,下降过程中,数控电机201会带动开孔钻头202旋转,使开孔钻头202在自身下降及旋转的作用下对限位框架3上所限位的金属五金制品进行钻孔工作;当需要对板状的金属五金制品进行钻孔时,通过人工旋转转轴205,使转轴205带动丝杆a206旋转,使丝杆a206利用自身丝牙相反的特性带动切换块204沿切换槽203相对向外移动,使切换块204带动安装杆208和齿条a2012外移不再与齿轮b3010的位置对应,使齿条a2012的位置与齿轮c3012对应,便于后续齿条a2012能够间接触夹板3016对五金板材进行夹持限位。
42.其中,调节槽304的内部设置有调节块305,且调节块305大体呈t形结构;调节块305的内端设置有施压柱306;施压件302的顶部设置有丝杆b307;丝杆b307通过螺母副与调节块305的顶部相连接;侧框301的底部居中位置设置有传动轴a308,且传动轴a308为圆柱形结构;传动轴a308的居中位置设置有齿轮a309,且齿轮a309与齿条b303啮合相连接;传动轴a308的前后两端设置有齿轮b3010;通过钻孔框架2带动数控电机201及开孔钻头202下降,下降过程中钻孔框架2带动安装杆208和齿条a2012下降,使齿条a2012在钻孔前优先与齿轮b3010啮合,使齿轮b3010受齿条a2012下降的影响打动传动轴a308和齿轮a309旋转,使齿轮a309在与齿条b303啮合的作用下带动施压件302及施压柱306相对向内移动,使施压柱306从左右两侧施压限位住处于限位框架3内部的金属五金棒材,从而自动实现对于预加工的五金棒材实施限位,并且当五金棒材的直径过小时,可以通过旋转丝杆b307,使其在螺母副的作用下带动调节块305以及施压柱306向内移动,减小施压柱306与五金棒材之间的间距,便于使施压柱306对直径较小的五金棒材实施限位,使本机床能够对不同直径的五金棒材进行加工。
43.其中,侧框301的前后两侧设置有传动轴b3011,且传动轴b3011为圆柱形结构;传动轴b3011的圆周外壁上设置有齿轮c3012;传动轴b3011的外端设置有齿轮d3013;限位框架3的前后两侧设置有安装板3014;安装板3014上设置有滑板3015;滑板3015的内端设置有夹板3016,且夹板3016为矩形结构;滑板3015的底部设置有齿条c3017,且齿条c3017与齿轮d3013啮合相连接;限位框架3的顶部前后两侧开设有卡板槽3018;安装板3014上开设有限位槽3019;当齿条a2012的位置与齿轮c3012对应后,在安装杆208带动齿条a2012下降到一定位置时,齿条a2012会与齿轮c3012啮合,使齿轮c3012在齿条a2012下降的作用下带动传动轴b3011和齿轮d3013旋转,使齿轮d3013在与齿条c3017啮合的作用下带动滑板3015和夹板3016相对向内移动,使夹板3016从左右两侧对放置于卡板槽3018内部的五金板材实施限
位,且当限制块2010及齿条a2012下降到一定位置后,限制块2010会卡在对应的限位槽3019中,使齿条a2012和限制块2010在滑槽209的作用不会继续下降,而钻孔框架2则能够继续带动数控电机201和开孔钻头202下降,使开孔钻头202对五金板材进行钻孔;在另一实施例中:夹板3016的内侧可以设置上软垫,避免夹板3016将五金板材造成损伤。
44.其中,包括以下步骤:一.将预加工的金属五金棒材放入进限位框架3的内部二.启动数控电机201,使其带动开孔钻头202旋转;三.启动数控缸103带动钻孔框架2、数控电机201和开孔钻头202下降;四.通过开孔钻头202的旋转及下降对金属五金棒材开孔。
45.本实施例的具体使用方式与作用:使用时,首先将五金棒材放置于限位框架3的内部,然后启动数控缸103,使数控缸103带动钻孔框架2和数控电机201以及开孔钻头202下降,下降过程中,数控电机201会带动开孔钻头202旋转,使开孔钻头202在自身下降及旋转的作用下对限位框架3上所限位的金属五金制品进行钻孔工作;当需要对板状的金属五金制品进行钻孔时,通过人工旋转转轴205,使转轴205带动丝杆a206旋转,使丝杆a206利用自身丝牙相反的特性带动切换块204沿切换槽203相对向外移动,使切换块204带动安装杆208和齿条a2012外移不再与齿轮b3010的位置对应,使齿条a2012的位置与齿轮c3012对应,便于后续齿条a2012能够间接触夹板3016对五金板材进行夹持限位,且当限制块2010及齿条a2012下降到一定位置后,限制块2010会卡在对应的限位槽3019中,使齿条a2012和限制块2010在滑槽209的作用不会继续下降,而钻孔框架2则能够继续带动数控电机201和开孔钻头202下降,使开孔钻头202对五金棒材进行钻孔,钻孔完成后通过数控缸103复原,使数控缸103带动钻孔框架2复原,此时对于金属棒材的限位结构也会随之复原取消,自此本机床实现对于五金棒材的钻孔工作;当需要对板状的金属五金制品进行钻孔时,通过将金属板材放置在卡板槽3018的内部,再通过人工旋转转轴205,使转轴205带动丝杆a206旋转,使丝杆a206利用自身丝牙相反的特性带动切换块204沿切换槽203相对向外移动,使切换块204带动安装杆208和齿条a2012外移不再与齿轮b3010的位置对应,使齿条a2012的位置与齿轮c3012对应,然后继续通过数控缸103带动钻孔框架2下降,使其带动安装杆208下降,在安装杆208带动齿条a2012下降到一定位置时,齿条a2012会与齿轮c3012啮合,使齿轮c3012在齿条a2012下降的作用下带动传动轴b3011和齿轮d3013旋转,使齿轮d3013在与齿条c3017啮合的作用下带动滑板3015和夹板3016相对向内移动,使夹板3016从左右两侧对放置于卡板槽3018内部的五金板材实施限位,且当限制块2010及齿条a2012下降到一定位置后,限制块2010会卡在对应的限位槽3019中,使齿条a2012和限制块2010在滑槽209的作用不会继续下降,而钻孔框架2则能够继续带动数控电机201和开孔钻头202下降,使开孔钻头202对五金板材进行钻孔,自此完成对于五金板材的钻孔工作。
46.最后,需要说明的是,本发明在描述各个构件的位置及其之间的配合关系等时,通常会以一个/一对构件举例而言,然而本领域技术人员应该理解的是,这样的位置、配合关系等,同样适用于其他构件/其他成对的构件。
47.以上所述仅是本发明的示范性实施方式,而非用于限制本发明的保护范围,本发
明的保护范围由所附的权利要求确定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。