:
1.本发明涉及钢结构加工领域,尤其是一种檩条自动分割装置。
背景技术:
2.u型檩条是常见的建筑钢结构,应用量较大。现有的u型檩条多通过挤压机压弯成型加工。目前,现有的加工装置多为单通道的压弯机,如专利cn202210473329.4公开了一种c型钢加工设备及加工工艺,其中,c型钢成型机为单通道加工的机器,在送入原材料之前,需要将板材裁剪成单个c型钢的尺寸,再依次加工,采用该种方式,压弯加工的效率较低。申请人在生产过程中,为了提高压弯效率,通过多通道的压弯机一次性压弯成型多个相互连接的u型檩条,如图所示形式,再将挤出物有压弯机阶段后,再通过剪切钳或专用剪切机床,将各个檩条剪切分离,以此虽然提高了压弯的效率,但是增加了后续工序流程,较为麻烦。
技术实现要素:
3.本发明提供了一种檩条自动分割装置,能够在压弯机出口出自动对檩条进行分离,易于实现连续化生产,同时输送机悬吊输送还可将分割后的檩条直接运送到支撑块位置,能够将檩条直接完成卸放,有效的解决了现有技术中存在的问题。
4.本发明提供了一种檩条自动分割装置,用于加工u形的檩条,安装在压弯机出口,包括:多个输送带,各所述输送带沿垂直所述压弯机出口方向间隔设置,所述输送带设有能够吸附檩条的吸附件,且相邻所述输送带高低交错设置,以使得两个开口分别朝上朝下设置的檩条侧壁相连时,两相邻所述输送带的吸附件能够分别吸附所述两个相邻檩条的底壁的顶面;切割件,设置于两相邻所述檩条之中较高檩条的下侧,且位于所述檩条靠近所述压弯机的一段处,所述切割件能够切割两相邻所述檩条侧壁相连的部分;承接件,设置于所述输送带下侧,包括可升降的支撑块。
5.进一步的,所述吸附件为设置于所述输送带表侧的磁铁。
6.进一步的,所述输送带设有通孔,所述输送带内侧设有能够由所述通孔竖向伸缩的顶出部。
7.进一步的,所述顶出部设有负压吸盘。
8.进一步的,所述输送带表侧划分为沿其长度方向划分为磁性区域和非磁性区域,所述磁性区域设有所述磁铁;所述输送带背离所述压弯机的一端设有能够与所述檩条抵接的限位挡块。
9.进一步的,所述吸附件包括设置于所述输送带中部的电磁铁。
10.进一步的,所述切割件包括切割锯;位于较低位置所述输送带对应所述切割锯设有切割座。
11.进一步的,所述切割件为激光切割件,位于较低位置所述输送带对应所述切割件位置设有与所述激光切割件对应的切割座。
12.进一步的,所述切割锯设有与所述檩条侧边抵接的第一压紧座,所述第一压紧座
设有第一支撑轮;所述切割座设有第二支撑轮。
13.进一步的,所述支撑块背离所述压弯机的一端的顶面设有驱动轮。
14.本发明的有益效果在于,能够在压弯机出口出自动对檩条进行分离,易于实现连续化生产,同时输送机悬吊输送还可将分割后的檩条直接运送到支撑块位置,能够将檩条直接完成卸放,有效的解决了现有技术中存在的问题。
附图说明:
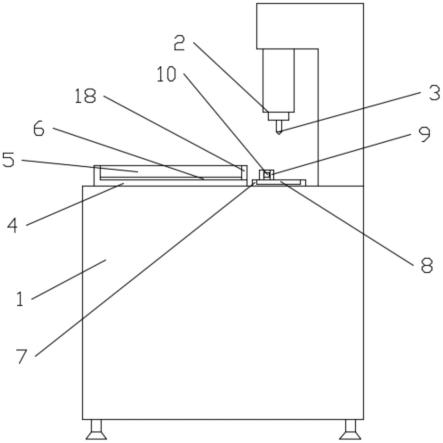
15.图1为本发明一实施例的结构示意图;
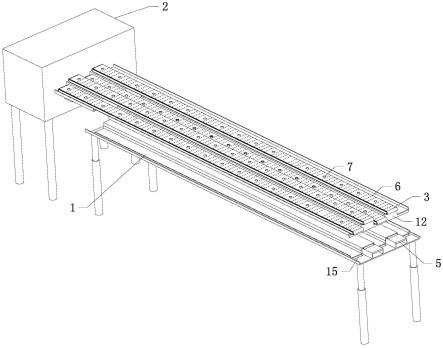
16.图2为图1所示实施例中位于上侧的输送带靠近压弯机位置的结构示意图;
17.图3为本发明一实施例中输送带位置的侧向剖视结构示意图;
18.图4为本发明另一个实施例中输送带位置的侧向剖视结构示意图;
19.图5为图1所示实施例中切割件处朝向压弯机方向的剖视结构示意图。
20.图中,1、檩条;2、压弯机;3、输送带;4、切割件;5、支撑块;6、磁铁;7、通孔;8、顶出部;9、负压吸盘;10、磁性区域;11、非磁性区域;12、限位挡块;13、电磁铁;14、切割座;15、驱动轮;16、第一压紧座;17、第一支撑轮;18、第二支撑轮。
具体实施方式:
21.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本发明进行详细阐述。
22.本发明的实施方式如图1-5所示,一种檩条自动分割装置,用于加工u形的檩条1,安装在压弯机2出口,包括:多个输送带3,各所述输送带3沿垂直所述压弯机2出口方向间隔设置,所述输送带3设有能够吸附檩条1的吸附件,且相邻所述输送带3高低交错设置,以使得两个开口分别朝上朝下设置的檩条1侧壁相连时,两相邻所述输送带3的吸附件能够分别吸附所述两个相邻檩条1的底壁的顶面;切割件4,设置于两相邻所述檩条1之中较高檩条1的下侧,且位于所述檩条1靠近所述压弯机2的一段处,所述切割件4能够切割两相邻所述檩条1侧壁相连的部分;承接件,设置于所述输送带3下侧,包括可升降的支撑块5。
23.本发明的分割装置在使用时,压弯机2压弯成型多个一体连接的u形檩条1,相邻u形檩条1开口上下交替设置,檩条1由压弯机2引出后,输送带3的吸附件吸附各个檩条1的底壁,输送带3同步向背离压弯机2的方向与檩条1一同移动,经过切割件4切割后,使得相邻的檩条1的侧壁之间分离,在檩条1的长度方向经过压弯机2剪断位置后,檩条1被完整分割出来,此时单个的檩条1被吸附在输送带3下侧并位于承接件的支撑块5下侧。可以通过支撑块5升高到承接檩条1,然后将檩条1与吸附件分离后将支撑块5落下即可。此时可以对下一个檩条1进行分割加工,再将下一个檩条1叠放在支撑块5的檩条1上,在叠放一定厚度后将叠放的檩条1取下。也可将单个檩条1由支撑块5取下,使得支撑块5始终保持单个檩条1在顶部。
24.本发明的分割装置,能够在压弯机2出口出自动对檩条1进行分离,易于实现连续化生产,而且檩条1分离后被输送带3吸附悬吊的方式向前输送,可以保证檩条1在分割过程中已分割部分的稳定性,以防止对分割位置造成移动影响。同时输送机悬吊输送还可将分割后的檩条1直接运送到支撑块5位置,能够将檩条1直接完成卸放。
25.作为优选的,本发明在一个实施例中,如图1和2所示,所述吸附件为设置于所述输送带3表侧的磁铁6。通过设置的磁铁6,可以自动吸附檩条1向背离压弯机2的方向移动。
26.对于输送带3设置磁铁6的方式,对于将檩条1与输送带3分离的方案,本发明在一个实施例中提供的方案在于,所述输送带3设有通孔7,所述输送带3内侧设有能够由所述通孔7竖向伸缩的顶出部8。如图2所示,通过设置了顶出部8,可以在檩条1加工后位于支撑块5上方时,通过顶出部8向下伸出将檩条1与输送带3的磁性件分离,完成檩条1的下放。作为优选的,顶出部8可以选用气缸或者液压伸缩杆或者电动伸缩杆带动伸缩。
27.需要说明的是,在图2中,为了更好的展示输送带的内部结构,将输送带侧方机架部分去除,以展示内部的顶出部和吸盘的结构,以及内部支撑输送带皮带的支撑辊的结构。
28.对于图1示的实施例中,进一步的优化之处在于,所述分割装置还包括机架,所述顶出部8设有负压吸盘9。如图2所示,通过设置了负压吸盘9,可以在顶出部8顶出檩条1时,通过负压吸盘9吸附檩条1,以防止檩条1与磁铁6分离瞬间局部变形集聚的弹性势能导致檩条1颤动或者跳动,进而可以使得檩条1能够稳定的放置或叠放在支撑块5顶部,在将檩条1与输送带3分离且完成放置后,可以将负压吸盘9负压解除,完成檩条1的释放。其中,负压吸盘9可以外接负压供气机构,也可自带负压机构。
29.对于输送带3设置磁铁6的方式,对于将檩条1与输送带3分离的方案,本发明在另一个实施例中提供的方案在于,所述输送带3表侧划分为沿其长度方向划分为磁性区域10和非磁性区域11,所述磁性区域10设有所述磁铁6;所述输送带3背离所述压弯机2的一端设有能够与所述檩条1抵接的限位挡块12。如图3所示,通过设置了非磁性区域,可以在输送带3输送檩条1时,使得檩条1的磁性区域10的磁铁6与檩条1接触一同移动,在檩条1移动至支撑块5上方处于待下放的位置后,檩条1与限位挡块12抵接,此时,输送带3继续转动,可以使得磁性区域10与檩条1分离,同时非磁性区域11与檩条1接触,直至檩条1与磁性区域10全部解除接触后完成檩条1脱落下放。通过如此设置,不仅可以采用简化的结构完成檩条1的吸附和下放,还可使得檩条1在下放时是由一端逐渐向下释放,使得檩条1释放的更加平稳。
30.对于磁性区域和非磁性区域11的长度,在图3示的实施例中,采用各占输送带3整个输送长度一半的设置方式,此并不作为对本发明的限制,作为能够实现的实施例,作为优选的,非磁性区域11整体长度不小于檩条1的长度,依次可以使得檩条1具有完整的脱磁位置。
31.对于输送带3采用安装磁铁6的方式,如何将檩条1下放分离,并不限于上述方案,在可替换的实施例中,还可采用其他方式分离,例如,采用人工分离;或者采用输送带3内置反吹喷头,采用风压吹落;再或者,在支撑块5设置负压吸盘9或者强磁铁6,将檩条1由输送带3吸落。
32.对于吸附件的设置方式,在另一个实施例中,还可如此设置,所述吸附件包括设置于所述输送带3中部的电磁铁13。通过采用电磁铁13,可以在输送带3转动带动檩条1移动时,电磁铁13对下侧的檩条1保持吸附力,檩条1跟随皮带表侧移动。在需要释放檩条1时,电磁铁13断磁释放即可。
33.对于图1示的实施例中,进一步的具体的说,所述切割件4包括切割锯;位于较低位置所述输送带3对应所述切割锯设有切割座14。
34.或者,对于切割件,也可采用其他的方式,所述切割件4为激光切割件4,位于较低
位置所述输送带3对应所述切割件4位置设有与所述激光切割件4对应的切割座14。
35.对于切割锯的实施例中,作为进一步的优化,所述切割锯设有与所述檩条1侧边抵接的第一压紧座16,所述第一压紧座16设有第一支撑轮17;所述切割座14设有第二支撑轮18。如图5所示,通过设置了第一支撑轮17和第二支撑轮18,可以两组支撑轮夹持在檩条1侧边切割位置,可以保证切割过程檩条1的稳定性。具体的,切割座位于输送带的机架上,第一压紧座设置于切割件沿檩条行进方向的两侧。
36.对于图1所示的实施例中,进一步的优化之处在于,所述支撑块5背离所述压弯机2的一端的顶面设有驱动轮15。如图1所示,通过设置了驱动轮15,可以在需要将檩条1取出时,向背离压弯机2的方向移动檩条1,使得檩条1脱离输送带3和支撑块5中间区域,方便后续取出移动。
37.需要说明的是,对于u形檩条1的结构形式,在图1示的实施例中,檩条1包括横边和两个竖边,设置成竖边斜向外倾斜的方式,并不作为对本技术的限制,本技术分割装置还可应用于横边和竖边相互垂直的檩条1中,此时,檩条1相互之间不再套接叠放。本技术的改进之处在于对压弯机2引出后物料的剪切加工处理,对于压弯机2的具体结构不做改进限制,在本领域技术人员实施时,可以灵活的选用现有的压弯机2,例如专利cn114042583a一种彩钢瓦自动化成型加工机械及成型加工工艺,如图1所示,其加压成型出来为波浪形的彩钢瓦,此时可以通过优化挤压轮的尺寸形状,调整成型后檩条的深度和竖边的角度。
38.上述具体实施方式不能作为对本发明保护范围的限制,对于本技术领域的技术人员来说,对本发明实施方式所做出的任何替代改进或变换均落在本发明的保护范围内。
39.本发明未详述之处,均为本技术领域技术人员的公知技术。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。