照射装置以及造形物的制造方法
1.向关联申请的相互参考
2.本技术主张在2021年6月9日申请的日本专利申请第2021-096754号的优先权以及利益。在本说明书中将日本专利申请第2021-096754号的说明书、权利要求书、附图整体作为参考引入。
技术领域
3.本发明涉及照射装置以及造形物的制造方法。
背景技术:
4.已知使用通过照射电磁波而膨胀的介质来制造造形物的技术。例如,日本特开2013-178353号公报公开了一种图像形成装置,对具备含有通过热而膨胀的热膨胀性材料的热膨胀层的介质照射光,来形成立体图像作为造形物。具体来说,专利文献1公开的图像形成装置中,在介质形成基于含有具有光吸收性的材料的显影剂的显影剂像,对形成有显影剂像的介质照射显影剂所吸收的波长的光。
5.在制造上述那样的造形物的技术中,对象物是通过被照射电磁波而膨胀的介质,为了制造造形物而被照射电磁波,该对象物具有在短时间内照射越强的强度的电磁波、越易于形成高精细的凹凸的特性。另一方面,若考虑对象物的耐热性以及蓄热性,则对对象物在短时间内照射强的强度的电磁波是存在极限的。谋求在考虑这样的对象物的特性的基础上,用符合对象物的特性的方法加热对象物,来合适地造形物。
技术实现要素:
6.本发明用于解决以上那样的课题,目的在于,提供能用符合对象物的特性的方法加热对象物的照射装置以及造形物的制造方法。
7.本发明的照射装置具备:电磁波源,其发出电磁波;反射器,其将从所述电磁波源发出的所述电磁波向对象物反射,所述电磁波源和所述反射器处于使得照射到所述对象物的所述电磁波在所述对象物的运送方向上的强度分布成为非对称这样的位置关系。
8.发明的效果
9.根据本发明,能用符合对象物的特性的方法加热对象物。
附图说明
10.图1是本发明的实施方式1所涉及的成形薄片的截面图。
11.图2是表示在图1所示的成形薄片形成热变换层的示例的图。
12.图3是表示图2所示的成形薄片膨胀的示例的图。
13.图4是表示实施方式1所涉及的造形物的示例的立体图。
14.图5是表示实施方式1所涉及的照射装置的示意图。
15.图6是表示实施方式1所涉及的照射装置的张紧部的顶视图。
16.图7是从侧方观察实施方式1所涉及的照射装置的照射部的示意图。
17.图8是从上方观察实施方式1所涉及的照射装置的照射部的示意图。
18.图9a是在实施方式1中表示灯的位置未移位的状态下的电磁波的路径的图。图9b是表示在图9a的状态下对成形薄片照射的电磁波的强度分布的图。
19.图10a是作为参考示出反射器为抛物柱面镜的情况的电磁波的路径的图。图10b是表示在图10a的状态下对成形薄片照射的电磁波的强度分布的图。
20.图11a是在实施方式1中表示灯的位置移位的状态下的电磁波的路径的图。图11b是表示在图11a的状态下对成形薄片照射的电磁波的强度分布的图。
21.图12是表示实施方式1所涉及的照射装置的控制组件的结构的框图。
22.图13是表示实施方式1所涉及的造形物的制造处理的流程的流程图。
23.图14是从上方观察本发明的实施方式2所涉及的照射装置的照射部的示意图。
24.图15是表示本发明的变形例所涉及的照射装置的示意图。
具体实施方式
25.以下参考附图来说明本发明的实施方式。另外,对图中相同或相当的部分标注相同附图标记。
26.(实施方式1)
27.《成形薄片10》
28.在图1示出用于制造本发明的实施方式1所涉及的造形物的成形薄片10的截面结构。成形薄片10是通过预先选择的部分因加热而膨胀来对造形物进行造形的介质。成形薄片10也被称作热膨胀性薄片。成形薄片10是为了制造造形物而照射电磁波的对象物的一例。
29.所谓造形物,是具有立体的形状的物体,在二维状的薄片中,通过薄片当中的一部分从薄片的表面在向外侧的方向上膨胀,来进行造形。造形物也称作立体物或立体图像。造形物的形状包含单纯的形状、几何学形状、字符等形状一般。
30.更详细地,实施方式1的造形物是以三维空间内的特定的二维面为基准而在与二维面垂直的方向或斜向的方向上有凹凸的物体。这样的造形物包含在立体(三维)图像中,但为了与通过所谓3d打印机技术制造的立体图像区别,称作2.5维(2.5d)图像或伪三维(pseudo-3d)图像。此外,制造这样的造形物的技术包含在立体图像印刷技术中,但为了与所谓3d打印机区别,称作2.5维印刷技术或伪三维印刷技术。将通过造形(造型)并经过视觉或触觉来表现美感或质感称作“加饰(造饰)”。
31.如图1所示那样,成形薄片10具备基材20和热膨胀层30。另外,图1表示制造造形物前、即任何部分均未膨胀的状态下的成形薄片10的截面。以下,将热膨胀层30一侧称作成形薄片10的表侧,将基材20一侧称作成形薄片10的背侧。
32.基材20是成为成形薄片10的基础的薄片状的介质。基材20是支承热膨胀层30的支承体,承担保持成形薄片10的强度的任务。作为基材20,例如能使用一般的印刷用纸。或者,基材20的材质可以是合成纸、帆布质地等的布、聚丙烯、聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二醇酯(pbt)等的塑料薄膜,并没有特别限定。成形薄片10的基材20具有第1主面22和与第1主面22相反侧的第2主面24。
33.热膨胀层30层叠于基材20的第1主面22上,是通过被加热到给定的膨胀温度以上而膨胀的层。热膨胀层30包含粘合剂31和分散配置于粘合剂31内的热膨胀材料32。粘合剂31是乙烯醋酸乙烯酯系聚合物、丙烯酸系聚合物等热可塑性树脂。热膨胀材料32具体是在热可塑性树脂的外壳中内含丙烷、丁烷等在低沸点气化的物质的、粒径约5~50μm的热膨胀性的微胶囊(微粉末)。热膨胀材料32,例如若从80℃被加热到120℃程度的温度,则所内含的物质气化,通过其压力进行发泡以及膨胀。如此地,热膨胀层30对应于所吸收的热量来膨胀。热膨胀材料32也称作发泡剂。
34.在成形薄片10的表侧或背侧的面当中的希望膨胀的部分,形成将电磁波变换成热的热变换层40。在图2中,作为一例,示出在成形薄片10的表侧的面(即热膨胀层30的表面)和背侧的面(即基材20的第2主面24)各自的一部分形成热变换层40的状态。热变换层40通过用喷墨打印机等印刷装置印刷在成形薄片10的表侧或背侧的面来形成。
35.热变换层40将电磁波变换成热,放出所变换的热。由此,热膨胀层30中所含的热膨胀材料32被加热到给定的温度。加热热膨胀材料32的温度能通过形成于成形薄片10的表侧或背侧的面的热变换层40的浓淡、和照射到热变换层40的电磁波的每单位面积和单位时间的能量的量来控制。热变换层40由于比成形薄片10的其他部分更迅速地将电磁波变换成热,因此能选择性地加热热变换层40的近旁的区域(热膨胀层30)。
36.热变换层40的材料是碳黑、六硼化金属化合物、氧化钨系化合物等。例如,碳黑吸收可见光、红外光等,将其变换成热。此外,六硼化金属化合物和氧化钨系化合物吸收近红外光,将其变换成热。在六硼化金属化合物和氧化钨系化合物中,在近红外光区域吸收率高且可见光区域的透过率高,因此六硼化镧(lab6)和氧化钨铯优选。
37.若通过热变换层40将电磁波变换成热而使得热膨胀层30被加热至给定的膨胀温度,则热膨胀层30中所含的热膨胀材料32当中的、存在于与形成热变换层40的区域对应的位置的热膨胀材料32膨胀。其结果,如图3所示那样,成形薄片10当中的形成有热变换层40的部分向表侧鼓起,形成隆起(bump)。通过这样的热膨胀层30的隆起(bump)来造出凸或凹凸形状,例如制造图4所示那样的造形物50。
38.《造形物50》
39.造形物50是薄片状的造形物,在表面具有凹凸52、即凸部54和凹部56。造形物50例如作为加饰薄片、壁纸等来使用。
40.造形物50如图4所示那样,包含:基材20;层叠于基材20的第1主面22上、在与基材20相反侧具有凹凸52的热膨胀层30;和在基材20的表侧或背侧的面上以与凹凸52对应的图案形成的热变换层40。通过组合成形薄片10中的使膨胀的区域以及膨胀高度,能制造包含这样的造形物50的多彩的造形物。
41.《照射装置100》
42.接下来说明照射装置100。照射装置100通过对成形薄片10照射电磁波来使成形薄片10膨胀,制造例如图4所示那样的造形物50。在照射装置100中照射电磁波时,成形薄片10如图2所示那样,具备基材20、热膨胀层30和热变换层40。
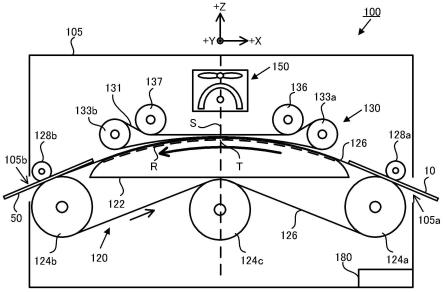
43.如图5所示那样,照射装置100具备运送部120、张紧部130、照射部150和控制组件180。这些各部设于外壳105内。外壳105具有将成形薄片10运入的运入口105a和将所制造的造形物50运出的运出口105b。
44.另外,为了理解容易,以下,将图5中的照射装置100的长边右方向(纸面的右方向)设为 x方向,将上方向(纸面的上方向)设为 z方向,将与 x方向和 z方向垂直的方向(纸面的手前方向)设为 y方向来进行说明。
45.《运送部120》
46.运送部120将从外壳105的运入口105a运入的成形薄片10沿着运送路r运送。运送路r是从外壳105的运入口105a引导向运出口105b的路径。运送路r是凸状弯曲的路径,将与照射部150面对面的位置作为顶部t,向 z方向突出地弯曲。
47.更详细地,运送部120具备引导部122、从动辊124a、驱动辊124b、张紧辊124c、运送带126、运入辊128a和运出辊128b。
48.引导部122配置于运送带126的去路部分与归路部分之间。引导部122将运送带126的去路部分从-z侧支承成沿着凸状弯曲的运送路r弯曲的状态。
49.从动辊124a配置于外壳105的运入口105a侧( x侧),卷绕运送带126。从动辊124a的旋转轴配置在与成形薄片10的运送方向(-x方向)和运送路r的突出方向( z方向)正交的方向(y方向)上,从动辊124a在外壳105的侧板被轴支撑。
50.驱动辊124b配置于外壳105的运出口105b侧(-x侧),卷绕运送带126。驱动辊124b的旋转轴与从动辊124a的旋转轴同样地配置于y方向,驱动辊124b在外壳105的侧板被轴支撑。驱动辊124b通过未图示的电动机的旋转,从 y方向观察逆时针旋转,来使运送带126行进。
51.张紧辊124c配置于运送带126的归路部分的下侧(-z侧),从-z侧按压运送带126的归路部分,对运送带126施予张紧。张紧辊124c的旋转轴与从动辊124a的旋转轴同样地配置在y方向上,张紧辊124c在外壳105的侧板被轴支撑。
52.运送带126是卷绕在从动辊124a和驱动辊124b的无端带。运送带126的去路部分通过在引导部122被支承,来沿着凸状弯曲的运送路r凸状地弯曲。运送带126通过驱动辊124b的旋转来行进。具体地,运送带126的去路部分沿着运送路r向-x方向行进,运送带126的归路部分向 x方向行进。
53.成形薄片10在其表侧的面形成有热变换层40的情况下,使背侧的面朝向运送带126的运送面126a,即,使成形薄片10的表侧的面朝向上方,来装载在运送带126。另一方面,成形薄片10在其背侧的面形成有热变换层40的情况下,使表侧的面朝向运送带126的运送面126a,即,使成形薄片10的背侧的面朝向上方,来装载在运送带126。
54.运送带126通过驱动辊124b的旋转来行进,由此将装载于运送带126的成形薄片10从外壳105的运入口105a沿着运送路r向-x方向运送。然后,运送带126将通过照射部150对成形薄片10照射电磁波而制造的造形物50运送到外壳的运出口105b。
55.运入辊128a与从动辊124a同样地在外壳105的侧板被轴支撑。运入辊128a将从运入口105a插入的成形薄片10在与运送带126之间夹入,将成形薄片10运入外壳105内。
56.运出辊128b与驱动辊124b同样地在外壳105的侧板被轴支撑。运出辊128b将从成形薄片10制造出的造形物50在与运送带126之间夹入,从运出口105b运出。
57.《张紧部130》
58.张紧部130对由运送部120运送的成形薄片10沿着凸状弯曲的运送路r施予张紧。张紧部130如图6所示那样具备一对推压带131、132。推压带131、132分别将成形薄片10的运
送带126的宽度方向的端部( y方向的端部和-y方向的端部)各自按压在运送带126,来对成形薄片10施予沿着运送路r的张紧。
59.更详细地,张紧部130具备:卷绕推压带131的第1滚筒133a以及第2滚筒133b;和卷绕推压带132的第3滚筒134a以及第4滚筒134b。此外,张紧部130具备:改变推压带131的行进方向的2个改向滚筒136、137;和改变推压带132的行进方向的2个改向滚筒138、139。
60.第1滚筒133a和第2滚筒133b夹着运送带126的顶部t分别配置于 x侧和-x侧。第1滚筒133a的外周的下端和第2滚筒133b的外周的下端位于比运送带126的去路部分的顶部t更靠-z侧的位置。因此,推压带131的去路部分将由运送带126运送的成形薄片10的 y侧的端部按压在运送带126。
61.第3滚筒134a和第4滚筒134b夹着运送带126的顶部t分别配置于 x侧和-x侧。第3滚筒134a的外周的下端和第4滚筒134b的外周的下端位于比运送带126的去路部分的顶部t更靠-z侧的位置。因此,推压带132的去路部分将由运送带126运送的成形薄片10的-y侧的端部按压在运送带126。
62.如此地,一对推压带131、132分别将成形薄片10的 y侧的端部和-y侧的端部按压在运送带126。为此,对成形薄片10的 y侧的端部和-y侧的端部施予沿着运送路r的张紧。由此,能抑制由运送部120运送的成形薄片10的翘曲、挠曲等。
63.《照射部150》
64.照射部150对由运送部120运送的成形薄片10照射电磁波。照射部150如图5所示那样配置于运送带126的顶部t的上方( z侧)。照射部150向在由张紧部130施予张紧的状态下由运送带126运送的成形薄片10的上侧的面从上方照射电磁波。
65.若从照射部150对形成有热变换层40的成形薄片10照射电磁波,热变换层40就将电磁波变换成热,将热膨胀层30中所含的热膨胀材料32加热到给定的温度以上。由于将热变换层40以与造形物50的凹凸52对应的图案形成于成形薄片10的表侧或背侧的面,因此将与热膨胀层30的凸部54对应的部分加热到给定的温度以上。热膨胀材料32膨胀。其结果,热膨胀层30膨胀,在热膨胀层30形成凸部54(即凹凸52)。
66.在图7示出从侧方( y侧)观察照射部150的样子。如图7所示那样,照射部150具备灯151、反射器152、风扇153和外罩154。
67.灯151发出电磁波。灯151例如是卤素灯,发出近红外区域(波长750~1400nm)、可见光区域(波长380~750nm)或中红外区域(波长1400~4000nm)的电磁波。另外,灯151可以照射这些波长区域以外的波长的电磁波。
68.灯151形成为在运送带126的宽度方向(y方向)上延伸的直管状,以使得能对装载于运送带126来运送的成形薄片10在其宽度方向(y方向)上均等地照射电磁波。灯151的y方向上的两端被未图示的支承构件支承。灯151是电磁波源(光源)的一例。
69.反射器152将从灯151发出的电磁波向由运送带126运送的成形薄片10反射。具体来说,反射器152具备具有凹状弯曲的镜面的凹面镜(反射镜)。反射器152配置成凹面镜的镜面覆盖灯151的上方以及侧方,将从灯151向上方以及侧方发出的电磁波向下方反射。
70.更详细地,反射器152的镜面的、与由运送部120运送的成形薄片10的宽度方向即y方向垂直的截面,为椭圆的一部分的形状。换言之,反射器152是与y方向垂直的截面为椭圆的一部分的形状的椭圆柱面镜。在此,椭圆的长轴与反射器152的光轴s一致,椭圆在光轴s
上具有2个焦点p1、p2。即,光轴s是通过反射器152的焦点的轴。
71.风扇153将空气送入外罩154内,冷却灯151和反射器152。外罩154收纳灯151、反射器152和风扇153。风扇153沿着运送带126的宽度方向(y方向)配置多个,以使得能将灯151以及反射器152整体冷却。
72.进而,在图8示出从上方( z侧)观察灯151以及反射器152的样子。另外,图8为了容易理解而省略风扇153以及外罩154,以虚线示出设于反射器152的下方的灯151。
73.如图8所示那样,照射部150还具备移位部155。移位部155通过使灯151相对于反射器152相对地移动,来使灯151的位置从反射器152的光轴s移位。
74.移位部155具备:滑动机构,其支承在y方向上延伸的直管状的灯151的两端的同时,使灯151在水平方向上滑动移动。移位部155通过未图示的电动机使滑动机构驱动,来使灯151整体在沿着由运送部120运送的成形薄片10的表面的方向即
±
x方向(水平方向)上滑动移动。这时,反射器152保持固定,不通过移位部155移动。
75.在此,成形薄片10沿着凸状弯曲的运送路r运送,在由照射部150照射电磁波的位置即顶部t,向-x方向运送。为此,移位部155使成形薄片10移位的
±
x方向,也可以说是运送部120运送成形薄片10的运送方向以及其相反方向。
76.在图9a示出未通过移位部155将灯151的位置移位的状态下的灯151与反射器152的位置关系。在未将灯151的位置移位的情况下,灯151的中心如图9a所示那样,位于反射器152的2个焦点p1、p2当中的位于上侧的第1焦点p1。此外,反射器152的2个焦点p1、p2当中的位于下侧的第2焦点p2位于由运送部120运送的成形薄片10上。
77.从位于第1焦点p1的灯151发出的电磁波在图9a中以箭头示出的路径上前进,照射到由运送部120运送的成形薄片10。具体来说,从灯151向下方发出的电磁波直接照射到成形薄片10。另一方面,从灯151向上方或侧方发出的电磁波在反射器152被反射,并在第2焦点p2会聚。
78.在此,由于第2焦点p2位于成形薄片10上,由反射器152反射的电磁波会聚地照射到成形薄片10。作为其结果,从照射部150照射到成形薄片10的电磁波的成形薄片10的运送方向(-x方向)上的强度分布如图9b所示那样,在相当于反射器152的光轴s的位置示出强的峰值。如此地,在灯151位于椭圆柱面镜的光轴s上的情况下,照射到成形薄片10的电磁波的成形薄片10的运送方向上的强度分布相对于光轴s成为对称。
79.接下来,作为参考,在图10a示出:反射器是椭圆柱面镜、与y方向垂直的截面为抛物线状的抛物柱面镜的情况下的灯与反射器的位置关系。在反射器为抛物柱面镜的情况下,从位于反射器的焦点p1的灯向上方或侧方发出的电磁波在反射器152反射,向下方平行地前进。为此,由反射器152反射的电磁波对成形薄片10扩展地照射。作为其结果,照射到成形薄片10的电磁波的强度分布未示出强的峰值,如图10b所示那样,以相当于光轴s的位置为中心平缓地扩展。如此地,在灯位于抛物柱面镜的光轴上的情况下,照射到成形薄片10的电磁波的成形薄片10的运送方向上的强度分布相对于光轴s成为对称。
80.移位部155从图9a所示那样、灯151位于第1焦点p1的状态起使灯151向与成形薄片10的运送方向相反方向( x方向)移动。由此,移位部155使灯151的位置从光轴s向 x方向移位。在该情况下,灯151和反射器152,处于照射到成形薄片10的电磁波的成形薄片10的运送方向上的强度分布相对于光轴s成为非对称这样的位置关系。
81.在图11a示出通过移位部155将灯151的位置移位的状态下的灯151与反射器152的位置关系。在通过移位部155将灯151的位置移位的情况下,灯151的中心如图11a所示那样,从第1焦点p1向 x方向偏离。在如此地通过移位部155将灯151的位置从光轴s移位的状态下,照射部150对由运送部120运送的成形薄片10照射电磁波。
82.在灯151的位置从第1焦点p1移位的状态下,从灯151向上方或侧方发出的电磁波在反射器152反射后,不会聚在第2焦点p2。为此,照射到成形薄片10的电磁波的强度分布如图11b所示那样,成为与灯151位于焦点p1的情况相比更宽的分布,且相对于光轴s成为非对称。
83.具体来说,由照射部150照射的电磁波的成形薄片10的运送方向(-x方向)上的强度分布如图11b所示那样,成为礼帽形状(高筒窄边帽子(stovepipe hat)形状)。换言之,电磁波的强度分布成为在照射范围内(ab间)接近于平坦、在照射范围的两端(a点以及b点)急剧减少的形状。
84.更详细地,由照射部150照射的电磁波的强度是照射范围的两端当中的灯151所移位一侧即a点比灯151所移位一侧的相反侧即b点更强。为此,在成形薄片10进入照射范围的定时,对成形薄片10以最强的强度照射电磁波。如此地,在灯151位于从反射器152的光轴s移位的位置的情况下,照射到成形薄片10的电磁波的成形薄片10的运送方向上的强度分布成为相对于光轴s非对称的礼帽形状。
85.如此地,使灯151的位置从反射器的焦点p1移位的理由,是为了将成形薄片10用符合其特性的方法加热,来制造高品质的造形物。具体来说,基于电磁波照射的成形薄片10的发泡以及膨胀的方式依赖于包含湿度、气压等环境条件、成形薄片10的种类、以及成形薄片10的初始温度的种种参数。特别为了将最终形成于成形薄片10的凹凸52所需的高度以及解析度最优化,需要考虑下述(1)~(6)那样的成形薄片10以及照射部150的特性。
86.(1)对应于从灯151发出的电磁波的强度(发光量)的增加,照射到成形薄片10的电磁波的强度分布(光量轮廓)增大。其反过来也成立。
87.(2)成形薄片10通过电磁波的照射范围的时间(加热时间)越短,所形成的凹凸52的最大高度越降低。其反过来也成立。在此,成形薄片10通过电磁波的照射范围的时间短的情况,具体来说,相当于光量轮廓的宽度窄的情况,或成形薄片10的运送速度快的情况。另外,成形薄片10的运送速度快关系到生产率的提升。
88.(3)成形薄片10通过电磁波的照射范围的时间(加热时间)越短,所形成的凹凸52的精细度越提高。其反过来也成立。其理由在于,由于加热时间越短,加热部分的热以热传导扩散的时间越短,给凹凸52的形成带来影响的距离越短,因此凹凸52的形状的模糊变少。
89.(4)为了形成所需的凹凸52,需要用于让热膨胀层30内的热膨胀材料32通过加热而膨胀的时间。
90.(5)热膨胀层30由于通过热膨胀材料32的层叠而具有厚度地形成,因此为了形成所需的凹凸52,进一步需要用于与热膨胀层30的厚度相应的热传导的时间。此外,热膨胀材料32由于在膨胀时吸收热,因此为了热传导,进一步需要加热。
91.(6)需要考虑成形薄片10的容许热容量。具体地,由于在吸收电磁波的加热部分存在材质上的温度极限,因此若过于高温,就会仅成形薄片10的表面过于发泡,进而开始烤焦。
92.若考虑上述(1)~(6)的特性,则使电磁波的强度分布某种程度集中来加快成形薄片10的运送速度,相对来说加热时间短,有利于提高形成于成形薄片10的凹凸52的对比度。另一方面,在成形薄片10的耐热性以及蓄热性中存在极限。若考虑成形薄片10的耐热性以及蓄热性降低电磁波强度的峰值,就需要降低成形薄片10的运送速度,凹凸52的对比度会降低。若考虑这样的成形薄片10的耐热性以及蓄热性与加热时间的平衡,则为了有效率地使成形薄片10发泡以及膨胀,将成形薄片10在其容许热容量的范围内在尽可能短的加热时间进行加热是适合的。
93.因此,由于在照射范围的通过开始时(图11b中的a点),成形薄片10的温度低,因此通过电磁波的照射范围时的照射到成形薄片10的某1点的电磁波的强度(照射光量)强一些是合适地。此外,在照射范围的通过中途(图11b中的a-b间),电磁波的强度固定是适合的。然后,在照射范围的通过结束时(图11b中的b点),由于成形薄片10的温度高,因此,电磁波的强度急剧下降是适合的。
94.为此,和使灯151位于椭圆柱面镜的焦点p1并短时间内较强地照射电磁波的方案、使用抛物柱面镜以平缓地扩展的强度分布来照射电磁波的方案相比,以礼帽形状的强度分布照射电磁波的方案能更适合成形薄片10的特性。出于以上那样的理由,移位部155使灯151的位置从反射器152的光轴s移位,来使由照射部150照射的电磁波的强度分布如图11b所示那样接近于礼帽形状。
95.《控制组件180》
96.回到图5,控制组件180控制包含上述的运送部120和照射部150的照射装置100的各部的动作。控制组件180如图12所示那样具备控制部181、存储部182、输入接受部183、显示部184和输入输出接口185。这些各部通过用于传递信号的总线连接。
97.控制部181具备cpu(central processing unit,中央处理器)、rom(read only memory,只读存储器)以及ram(random access memory,随机存取存储器)。cpu例如是微处理器等,是执行种种处理、运算的中央运算处理部。在控制部181中,cpu将存储于rom的控制程序读出,将ram用作工作存储器的同时控制照射装置100整体的动作。
98.存储部182是闪速存储器、硬盘等非易失性存储器。存储部182存储由控制部181执行的程序以及数据。
99.输入接受部183具备各种按钮、触摸板、触控面板等输入装置,接受来自用户的操作输入(用户操作)。例如,用户能通过操作输入接受部183来设定所制造的造形物50的种类、为此所使用的成形薄片10的种类等。
100.显示部184具备液晶显示器、有机el(electro luminescence)显示器等显示装置,在控制部181的控制下显示种种图像。例如,显示部184显示用于在成形薄片10制造造形物50的设定画面。
101.输入输出接口185是输入输出在控制部181与照射装置100的各部之间收发的信号的接口。
102.《造形物的制造处理》
103.接下来,参考图13所示的流程图来说明造形物50的制造处理的流程。
104.若开始造形物50的制造处理,则首先准备成形薄片10(步骤s10)。具体来说,在基材20的第1主面22丝网印刷混合了粘合剂31和热膨胀材料32得到的涂布液,将所印刷的涂
布液干燥。由此,如图1所示那样制造在基材20的第1主面22上层叠了热膨胀层30的成形薄片10。
105.若准备了成形薄片10,则接下来在所准备的成形薄片10印刷热变换层40(步骤s20)。具体来说,在成形薄片10的表侧的面(即,热膨胀层30的表面)和背侧的面(即,基材20的第2主面24)的任意一方的面上通过印刷装置以与凹凸52相应的浓淡图案印刷包含热变换材料的墨水。印刷装置例如是喷墨打印机。
106.若在成形薄片10印刷了热变换层40,就将成形薄片10放置于照射装置100(步骤s30)。具体来说,用户将印刷了热变换层40的成形薄片10从照射装置100的运入口105a插入。在热变换层40印刷于成形薄片10的表侧的面的情况下,用户将成形薄片10使其表侧的面朝向上方地从运入口105a插入。另一方面,在热变换层40印刷于成形薄片10的背侧的面的情况下,用户将成形薄片10使其背侧的面朝向上方地从运入口105a插入。然后,用户操作输入接受部183,来对照射装置100指示造形处理的开始。
107.若放置了成形薄片10,就在照射装置100中开始造形处理。首先,控制组件180使移位部155将灯151的位置移位(步骤s40)。具体来说,控制组件180对移位部155发送驱动指令,使初始状态下位于光轴s上的灯151的位置从光轴s在-x方向上移动预先确定的距离。步骤s40是移位工序的一例。
108.若使灯151移位,控制组件180就对照射部150照射电磁波(步骤s50)。具体来说,控制组件180在灯151的位置移位了的状态下对灯151发送点亮指令,使灯151点亮。由此,照射部150如图11b所示那样,照射礼帽形状的强度分布的电磁波。步骤s50是照射工序的一例。
109.若使灯151点亮,控制组件180就使运送部120运送成形薄片10(步骤s60)。具体来说,控制组件180向运送部120发送驱动指令,使驱动辊124b旋转来使运送带126行进。由此,运送部120将从运入口105a插入的成形薄片10沿着运送路r运送。步骤s60是运送工序的一例。
110.由运送部120运送的成形薄片10通过照射部150的电磁波的照射范围。在这时,印刷于成形薄片10的热变换层40通过将电磁波变换成热来进行发热。若通过从热变换层40发出的热让热膨胀层30中所含的热膨胀材料32加热至开始膨胀的温度,热膨胀层30就开始膨胀,形成凹凸52。其结果,制造造形物50。
111.通过以上,来从成形薄片10制造造形物50。所制造的造形物50通过运送部120沿着运送路r运送,从照射装置100的运出口105b运出。这时,也可以为了提高所制造的造形物50的装饰性,根据需要在成形薄片10的表侧或背侧的面通过印刷装置印刷彩色图像。
112.另外,在对成形薄片10的表侧的面和背侧的面两方印刷热变换层40并使成形薄片10膨胀的情况下,对表侧的面和背侧的面分别印刷热变换层40,重复步骤s20~s60的处理。
113.如以上说明的那样,实施方式1所涉及的照射装置100具备:运送部120,其将通过被照射电磁波而膨胀的成形薄片10沿着运送路r运送;灯151,其发出电磁波;反射器152,其将从灯151发出的电磁波向由运送部120运送的成形薄片10反射;和移位部155,其通过使灯151相对于反射器152相对地移动,来使灯151的位置从反射器152的光轴s移位。通过使灯151的位置从反射器152的光轴s移位,照射到成形薄片10的电磁波的强度分布接近于礼帽形状(高筒窄边帽子形状)。由此,能用符合成形薄片10的特性的方法加热成形薄片10。作为其结果,由于能在成形薄片10形成高精细的凹凸52,因此有助于以高的生产率制造高品质
的造形物。
114.(实施方式2)
115.接下来说明本发明的实施方式2。关于与实施方式1同样的结构以及功能,适宜省略说明。
116.在实施方式1中,移位部155通过使反射器152的位置保持固定,使灯151移动,来使灯151的位置从反射器152的光轴s移位。与此相对,在实施方式2中,移位部155a通过使灯151的位置保持固定,使反射器152移动,来使灯151的位置从反射器152的光轴s移位。
117.在图14中示出在实施方式2所涉及的照射装置100中从上方( z侧)观察灯151以及反射器152的样子。另外,与图8同样,图14省略风扇153以及外罩154,以虚线表示设于反射器152的下方的灯151。
118.如图14所示那样,在实施方式2中,照射部150a具备灯151、反射器152和移位部155a。移位部155a通过使灯151的位置保持固定并使反射器152移动,来使灯151相对于反射器152相对地移动。由此,移位部155a使灯151的位置从反射器152的光轴s移位。
119.移位部155a具备:滑动机构,其在支承反射器152的y方向上的两端的同时,使反射器152在水平方向上滑动移动。移位部155a通过未图示的电动机使滑动机构驱动,来使反射器152整体在沿着由运送部120运送的成形薄片10的表面的方向即
±
x方向上滑动移动。这时,灯151保持固定,不通过移位部155a进行移动。
120.更详细地,移位部155a使反射器152的位置向-x方向移动。由此,移位部155a如图11a所示那样,使灯151的位置从反射器152的光轴s向与成形薄片10的运送方向相反方向的 x方向移位。由此,由照射部150a照射的电磁波的强度分布如图11b所示那样接近于礼帽形状。
121.如以上那样,在实施方式2中,移位部155a通过不是使灯151移动而是使反射器152移动,来使灯151的位置从反射器152的光轴s移位。由此,照射部150a能与实施方式1同样地对由运送部120运送的成形薄片10以礼帽形状的强度分布照射电磁波。为此,能用符合成形薄片10的特性的方法加热成形薄片10。
122.(变形例)
123.以上说明了本发明的实施方式,但上述实施方式是一例,本发明的适用范围并不限于此。即,本发明的实施方式能进行种种应用,所有的实施方式都包含在本发明的范围中。
124.例如在上述实施方式中,移位部155、155a在保持灯151或反射器152的两端的同时滑动移动。但这样的结构是一例,移位部155、155a只要是能使灯151和反射器152相对地移动的结构,就可以是任意的结构。此外,移位部155、155a并不限于仅使灯151和反射器152的任意一方移动,也可以通过使灯151和反射器152双方移动,来使灯151的位置从反射器152的光轴s移位。此外,移位部155、155a可以具备除了使灯151相对于反射器152在
±
x方向上移位以外还使灯151相对于反射器152在上下方向(
±
z方向)上移位的结构。
125.在上述实施方式中,反射器152是其镜面弯曲成椭圆柱面状的椭圆柱面镜。但反射器152只要能通过使灯151的位置从光轴s移位来使照射到成形薄片10的电磁波的强度分布接近于礼帽形状,就并不限于是椭圆柱面镜。
126.在上述实施方式中,运送部120沿着凸状弯曲的运送路r运送成形薄片10。但运送
部120并不限于凸状弯曲的运送路r,沿着怎样的运送路运送成形薄片10都可以。
127.作为一例,在图15示出变形例所涉及的照射装置100a的结构。如图15所示那样,照射装置100a具备:运送部120a,其沿着平坦的运送路r’运送成形薄片10;照射部150(或照射部150a),其对由运送部120a运送的成形薄片10照射电磁波;和控制组件180,其控制照射装置100a的各部。照射装置100a中的运送路r’为了平坦,运送部120a不具备用于使运送带126凸状弯曲的引导部122和张紧辊124c。即使是对如此地沿着照射部150(或照射部150a)平坦的运送路r’运送的成形薄片10照射电磁波的情况,也能通过使灯151的位置从光轴s移位,来使照射到成形薄片10的电磁波的强度分布接近于礼帽形状。
128.在上述实施方式中,照射装置100、100a具备移位部155、155a。但照射装置100、100a也可以不具备移位部155、155a。换言之,若从照射装置100、100a的制造当初起,灯151和反射器152就处于使得照射到成形薄片10的电磁波的成形薄片10的运送方向上的强度分布成为非对称的位置关系,则照射装置100、100a也可以不具备使灯151相对于反射器152相对地移动的单元。
129.在上述实施方式中,成形薄片10具备基材20和热膨胀层30。但上述实施方式所示的成形薄片10是一例,能使用层结构、大小、厚度等不同的各个种类的成形薄片10。例如,成形薄片10也可以具备吸收并受纳墨水的墨水受纳层。墨水受纳层由用于使印刷用的墨水、墨粉等在表面定影的适合的材料形成。或者,成形薄片10也可以具备其他任意的材料所形成的层。
130.在上述实施方式中,在控制部181中,通过cpu执行存储于rom的程序来控制照射装置100、100a的各部。但在本发明中,控制部181也可以取代cpu,例如具备asic(application specific integrated circuit,特定用途集成电路)、fpga(field-programmable gate array,现场可编程门阵列)、各种控制电路等专用的硬件,由专用的硬件控制照射装置100、100a的各部。在该情况下,可以将各部的功能分别由个别的硬件实现,也可以将各部的功能汇总由单一的硬件实现。此外,可以将各部的功能当中一部分通过专用的硬件实现,将另一部分通过软件或固件实现。
131.以上说明了本发明的优选的实施方式,但本发明并不限定于相关的特定的实施方式,在本发明中包含记载于权利要求书的发明和其等同的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。