1.本发明涉及一种预装医用液体的注射器,包括具有鲁尔锁接头的注射器主体和一种制造注射器主体的方法。
背景技术:
2.预充式注射器,也被称为一次性注射器,可以包括塑料的注射器主体。为了输出其中的医用液体,注射器主体在其端面具有喷嘴。该喷嘴例如可用于连接传输系统的针头或软管。带有公鲁尔锁接头的注射器尤其被广泛使用。在此,标准的锥形构造的喷嘴被带有内螺纹的套筒所包围。
3.特别是在预充式注射器的情况下,合适的塑料材料应满足不同的要求。
4.塑料材料应适用于尽可能多的不同医用液体。特别是要尽可能避免医用液体的成分扩散到材料中,也要避免材料成分通过医用液体萃出,并且在长期储存的情况下也要避免这些情况。此外,合适的塑料材料也应该是可以高压灭菌的。
5.环烯烃共聚物已被确定为特别合适的材料。一方面,它们很容易在注射成型工艺中加工。另一方面,它们具有高刚度和高硬度的特点,同时密度也相对较低。此外,这种材料是无定形的、高度透明的。它们还具有低吸水性和低水蒸气渗透性。
6.然而,这些塑料可能是相对较脆的。例如,与聚丙烯或聚乙烯相比,环烯烃共聚物的断裂伸长率相对较低。例如,当传输系统的接头被错误地拧紧时,这可能导致注射器的鲁尔锁螺纹被损坏。由于材料的脆性,材料不能产生相当大的塑性变形,因此这种类型的损坏会突然发生。因此,用户几乎没有任何触觉反馈表明他们把接头拧得太紧了。
7.为了减少这个问题,已公布的专利申请de 10 2017 112 823 a1提出了使用肋片来加强螺纹套筒。通过这种方式,螺纹接头的机械稳定性得到了改善。
8.公开文献ep 3 342 441 a1建议提供与注射器主体不同材料的螺纹接头。它特别提出,由较软材料构成的连接件被注塑在注射器基体的前侧。
技术实现要素:
9.因此,本发明的目的是至少减少现有技术中提到的问题。
10.特别地,本发明的一个目的是提供一种预装医用液体的塑料注射器,它包括由具有高耐化学性和良好阻隔效果的材料构成的内壁,并且它还提供非常稳定的塑料螺纹接头。
11.本发明的目的通过根据独立权利要求1所述的注射器主体以及具有该注射器主体的注射器来实现。
12.本发明的优选实施方式和进一步扩展可以从从属权利要求的主题、说明书以及附图中得到。
13.本发明涉及一种具有喷嘴和螺纹接头的注射器主体,
14.其中,该注射器主体包括内部部分,所述内部部分形成注射器主体的内壁,并且至
少部分包括作为第一材料的环烯烃,特别是环烯烃共聚物或环烯烃聚合物,并且其中,所述螺纹接头被形成为由塑料构成的外部部分的部分,其至少部分地包括作为第二材料的、与第一材料不同的材料,其中,所述外部部分至少部分地围绕注射器主体的侧壁延伸。
15.即,本发明基于如下思路:注射器主体由内部部分和外部部分形成,其中,内部部分和外部部分由不同的材料构成。
16.按照本发明,至少注射器主体的内壁,优选整个内壁,由环烯烃构成。
17.本发明意义上的环烯烃被理解为所有的环烯烃共聚物,它们是通过环烯烃的催化共聚得到的。
18.在本发明的含义中,环烯烃也被理解为通过开环盐复分解(salzmetathese)得到的材料。严格地说,这些材料不称为环烯烃共聚物,而是称为环烯烃聚合物。
19.第一材料优选由至少50%(重量),特别优选至少90%(重量)的环烯烃组成。
20.这种材料是无定形的、透明的,与其他塑料相比,与填充的医用液体,特别是与水性医用液体的相互作用程度明显较低。
21.环烯烃也可以形成为一种高透明聚合物(chrystal-clear-polymer)。
22.相反,包括了螺纹接头的外部部分可以由不同的塑料,特别是机械上更稳定的塑料组成。
23.由于外部部分围绕注射器主体的侧壁延伸,由此在拧入对应的接头时,扭矩不会通过螺纹接头传输到内部部分。
24.外部部分用作把手,以便在将连接器拧入螺纹接头时,抓牢注射器。
25.于是用户特别是在外部部分的侧壁上抓牢注射器,所述外部部分同时包括螺纹接头。于是没有扭矩施加到内部部分。
26.内部部分和外部部分由此具有更少的松开倾向。
27.内部部分可以被外部部分包覆注塑。
28.根据另一个实施方式设计有形状配合的连接,例如通过锁定进行的形状配合的连接。
29.内部部分和外部部分也可以彼此焊接或粘结。
30.在一个实施方式中,内部部分和外部部分彼此插接。在壁之间的摩擦力已经足以将内部部分和外部部分保持在一起。
31.优选地,外部部分围绕内部部分的整个侧壁延伸。
32.外部部分可以具有凹陷(aussparungen),特别是当该外部部分不透明地构造时。
33.但是优选地,外部部分是透明的。
34.在本发明的一个实施方式中,注射器的或注射器主体的近端把手是外部部分的部分。特别地,仅外部部分包括近端的、径向向外凸出的把手。
35.于是可以简单地提供注射器,在所述注射器中,把手也由机械上更稳固的材料构成。
36.在一个实施方式中,内部部分的壁厚是外部部分的邻接的壁的壁厚的0.3至3倍,优选0.5至1.5倍。特别地对于侧壁是这样。特别地,内部部分和外部部分具有大约相同的壁厚。
37.即内部部分具有相对高的壁厚并且由此导致好的阻隔作用,特别是对于水蒸气
和/或氧气。
38.整个壁厚,特别是在侧壁区域中例如可以位于0.3毫米和5毫米之间,优选在0.6毫米和2.5毫米之间。
39.在本发明的一个实施方式中,外部部分还围绕内部部分的喷嘴延伸。
40.于是在连接连接器时,母连接件会在外部部分上滑动。于是避免了轴向地作用于内部部分的力,该力可能会将内部部分从外部部分松开。
41.当作为成品注射器进行预充时,用于喷嘴的封闭物,例如密封件,优选地嵌伸到喷嘴中。于是在注射器存储时,外部部分的材料不会与注射器内部容积中的液体发生接触。
42.在本发明的一个扩展中,内部部分包括在其端壁的前侧上的结构部,外部部分的背面上的互补的结构部嵌接到其中。
43.注射器主体包括至少一个两层的区域,在该区域内,第一和第二材料包括彼此内外嵌套接合的结构部。
44.由于内部部分和外部部分,注射器主体至少部分地是两层地构造。
45.本发明的该实施方式既适用于内部部分和外部部分是形状配合地彼此连接的注射器,也适合于具有与内部部分是材料结合地连接的外部部分的注射器。
46.结构部可以理解为带有凸起或凹陷的内部部分的规则或不规则的高度轮廓例如在注射成型过程中所注塑的第二材料嵌接到所述凹陷中。
47.在两层区域内的接触区域或边界区域,由第一和第二材料制成的彼此相邻的表面分别包括具有轮廓结构的表面凹凸该轮廓结构相应地至少部分地由其他材料填注。
48.已经发现,可以明显地减少两层材料分离的趋势,特别是在高压灭菌和/或机械应力作用下分离的趋势。
49.例如由于材料的不同热膨胀系数而产生的应力,由于峰和谷的存在而不仅基本上径向地沿平坦表面分布,而且部分地在轴向方向上被围绕引导。
50.环烯烃共聚物的线性热膨胀系数(在标准条件下)通常低于60x10-6 x k-1
。相比之下,例如聚丙烯的热纵向膨胀系数明显更高,特别是超过150x10-6 x k-1
。
51.尽管环烯烃共聚物的强度和一定的脆性,但由于两种材料的热膨胀不同,特别是在高压灭菌过程中,不会导致材料结合的连接断裂。
52.此外,因该结构部,第一和第二材料之间的边界区域的表面大小也扩大。与无结构部的配置相比,该边界区域优选至少大20%。
53.最后,通过该结构部,当连接器连接到螺纹接头时,特别是相对于部件之间的扭矩,可以在第一材料和第二材料之间提供形状配合的连接。
54.由此,可以用非常简单的方式提供改进的机械连接。
55.此外,因该结构部,第一和第二材料之间的边界区域或接触区域的表面大小也扩大。与无结构部的配置相比,该边界区域或接触区域优选至少大20%。
56.最后,通过该结构部,特别是相对于内部部分和外部部分之间的扭矩,可以在第一材料和第二材料之间提供形状配合的连接。
57.由此,可以用非常简单的方式提供改进的机械连接。
58.此外,这样的注射器的制造也不使成本明显增加。因此,仅对于内部部分的制造需使用注射成型模具,该注射成型模具包括注射器基体的轮廓(profilierung)形状的阴轮廓(negativprofil)。
59.以下提到结构部,在此既可以是内部部分的结构部也可以是外部部分的结构部,特别是其端壁上的结构部。
60.这些结构部优选地具有互补的设计。
61.凸起可以形成为规则和/或不规则的凸起。凹陷可以形成为规则和/或不规则的凹陷。
62.在本发明的一个实施例中,凸起和/或凹陷形成为同心环。在这种轮廓的情况下,凸起和凹陷特别是在径向上由内向外延伸。因此,特别地在各处导致了轴向方向上的应力的均匀偏移。
63.凸起或凹陷特别是可以具有基本三角形的截面。在本实施例中,轮廓形成为锯齿形。然而,其他结构,例如波浪形,特别是正弦形,相互内外嵌套接合的结节等,也是可能的。
64.在本发明的一个实施方式中,第一材料的结构部的元件被形成为锥形。结构部的元件,例如接片或结节,向上逐渐变细。这有助于通过第二材料的注塑来提供第二层的结构部。特别是减少在与结构部的元件相邻的区域内形成气泡的趋势。
65.在本发明的一个实施例中,在内部部分的端壁的前侧上的结构部包括至少一个接片和/或凹槽,其至少部分地从喷嘴在侧壁方向延伸。因此,提供了一种防扭连接。该结构部的元件也可以形成为结节和/或楔子。
66.在一个实施方式中,内部部分端壁的结构部可以具有至少一个,优选是多个沿径向延伸的接片和/或凹槽。接片或凹槽可以具有任何的横截面。然而,它们优选地被形成为锯齿形。
67.由于径向排列,接片和凹槽各自形成了形状配合的连接,其如同抗扭装置那样起作用。
68.特别是,在俯视图中,结构部可以具有扇形和/或星形的设计。例如,扇面的杆件由径向延伸的接片形成,而覆盖物由在接片之间以环形方式延伸的轮廓形成。扇面围绕螺纹接头延伸,从而占据了360
°
的端面。
69.结构部可以有3至16个,优选是6至10个径向延伸并且周向地分布的接片和/或凹槽。
70.结构部所提供的形状配合的连接尤其有助于在扭矩压力下,例如在用力拧入接头时提高连接的强度。
71.在本发明进一步扩展中,与由第二材料构成的外部部分的径向相邻区域或外部部分的端壁相比,围绕螺纹接头以加厚的方式形成有由第二材料构成的外部部分。
72.因此,第二层材料在从螺纹接头到端壁的过渡区域通过加厚部分,例如凸缘(wulst)或内斜面,得到了加强。由此减少了螺纹接头在被过度拧紧时断裂的危险。
73.此外特别是当使用柔软的第二材料时,在紧固过程中,端壁区域中的材料的变形也会减少,从而反过来减少在该区域中材料结合的连接松动的趋势。
74.第二材料优选是塑料,特别是透明塑料,它可以在注塑过程中被加工。
75.第二材料优选具有比第一材料更高的缺口冲击韧性。特别是第二材料的缺口冲击
韧性比第一材料至少高20%,优选是至少高50%。
76.缺口冲击韧性是一个材料特性值,它定义了材料在动态载荷施加期间形成裂纹的趋势。所述缺口冲击韧性是在缺口弯曲冲击试验中确定的。由于突然的应变而产生的动态弯曲导致断裂,通常没有在慢速应变期间观察到的材料流动。
77.在本发明的背景下,所有的材料特性值,即特别是缺口冲击韧性和以下材料特性值,如弹性模量和硬度,都是在标准条件,即20℃和50%的湿度下确定的。
78.本发明背景下的缺口冲击韧性是根据din iso 179-1(11/2010)确定的。
79.在此,通过冲击摆对具有缺口的、在其形状上标准化的测试体施加负荷。冲击摆以确定的动能在测试体上形成缺口或击穿测试体。然后,对缺口进行测量,或者在击穿的情况下,记录冲击摆回摆的高度。根据冲击摆的重量和摆的起点和终点位置的差异,可以计算出所使用的冲击能量,其中冲击能量表示样品截面和缺口冲击韧性的乘积。
80.环烯烃的缺口冲击韧性一般在3kj/m2以下。相反,第二材料应具有更高的缺口冲击韧性,特别是超过3.5kj/m2,优选是超过5kj/m2。
81.特别是可以使用聚丙烯作为第二材料。
82.特别是,部分结晶的聚丙烯具有良好的机械性能,并且也是透明的。
83.第二材料尤其可以比第一材料更软。
84.特别是,第二材料的邵氏硬度d(根据din iso 7619-1(2/2012))可以低于75,特别是低于70。
85.相反,在本发明的一个实施方式中,环烯烃的邵氏硬度d超过80。
86.在本发明的一个实施例中,第二材料的弹性模量比第一材料的低。
87.特别是,第二材料的弹性模量(根据din iso 527-1(2/2019))在1000至1800兆帕之间。环烯烃的弹性模量尤其可以在1800至2200兆帕之间。
88.特别地,断裂伸长率也是第二材料的重要的特征参数。
89.根据本发明的一个实施方式,第二材料的断裂伸长率比第一材料的至少高1.5倍,优选至少高5倍,特别是优选至少高10倍。
90.断裂伸长率也是根据din iso 527-1确定的。断裂伸长率以%表示。
91.所用的环烯烃的断裂伸长率可以低于5%,而例如所用的聚丙烯的断裂伸长率可以达到100%或更高。
92.为了破坏螺纹接头,材料的变形必须超过屈服上限。经过培训的使用者通常会注意到具有高断裂伸长率的材料在塑性区域的后续变形,从而认识到现在实际上已经超过了接头的承重极限。
93.在本发明的一个实施例中,内部部分的端壁前侧上的结构部特别是由径向围绕的接片限定。该结构部在注射器基体的端壁内结束。
94.该接片尤其可以由内部部分的侧壁的前部形成。
95.根据一个实施方式,第一和/或第二材料的结构部的最大结构深度超过0.1毫米,优选超过0.25毫米,和/或小于1毫米,优选小于0.5毫米。最大结构深度可以理解为凸起的顶端和凹陷的底部之间的垂直差。因此,该结构部是宏观范围数量级的结构部,据此可有效实现上述的力偏转。
96.从凸起到凸起或凹陷到凹陷的距离,即所谓的结构宽度,在本发明的一个实施方
式中,是大于0.2毫米,优选大于0.5毫米,和/或小于3毫米,优选小于1.5毫米。
97.根据本发明的一个实施方式,最大结构深度与结构宽度的比率也可以是大于0.1,优选大于0.25和/或低于1,优选低于0.5。
98.在本发明的一个实施方式中,由第一材料构成的层的壁厚在端壁区域是由第二材料构成的层的壁厚的0.3至3倍,优选0.5至1.5倍。总壁厚,特别是在至少部分以两层方式形成的端壁区域的总壁厚,例如可以在0.3毫米至5毫米之间,优选在0.6毫米至2.5毫米之间。
99.包括根据上述实施例之一所述的注射器主体的注射器也属于本发明的范围,其中注射器具有用于密封喷嘴的塞子、柱塞以及特别是用于将医用液体输出通过喷嘴的柱塞杆。柱塞杆可以预先安装在柱塞上或单独提供。
100.根据本发明的注射器优选装入医用液体,特别是装入含有药物的液体。
101.在这种情况下,注射器是一种预充式注射器。
102.特别是,注射器位于优选是不透氧的外包装中,例如可撕开的铝箔包装。
103.注射器在外包装中经过高压灭菌,例如在110℃以上的温度下,优选120℃以上,因此是完全无菌的。
104.根据一个实施方式,医用液体是对氧敏感的医用液体,例如医用乳剂。根据一个实施方式,药液是或包括丙泊酚,特别是丙泊酚乳剂。丙泊酚的化学名称是2,6-二异丙基苯酚(iuapc)。
105.注射器主体例如可以通过注射成型方法制造。
106.在此首先由环烯烃作为第一材料注塑内部部分。
107.在此,使用注塑成型模具,所述注塑成型模具包括内部部分的端壁的结构部的阴模(negativ),从而形成具有结构部端壁的内部部分。
108.然后由第二材料围绕内部部分注塑具有螺纹接头的外部部分。
109.在注射器主体的结构部的端壁区域中,外部部分在此自动形成互补的结构部,如上所述,其极大改善了两种材料的机械连接。
附图说明
110.下面将以图1至图10为基础,参照示例性实施例对本发明的主题进行更详细的解释。
111.图1是根据本发明的一个实施方式的注射器的侧视图。
112.图2示出了沿图1的线a-a的轴向剖视图。
113.图3是注射器主体的轴向剖视图。
114.图4示出了注射器主体的替代实施例。
115.图5是图4的区域d的细节图。
116.图6是注射器的头部件的立体图。
117.图7是内部部分的头部件的立体图。
118.图8是注射器主体的端壁的俯视图。
119.图9是沿着图8的线b的剖视图。
120.图10是沿着图8的线c的剖视图。
具体实施方式
121.图1以侧视图显示了根据本发明的注射器1的实施方式。
122.注射器1包括具有螺纹接头5和近端把手9的注射器主体2。
123.如图2的轴向剖视图所示,注射器主体2提供内部空间3,以医用液体预充。
124.内部空间3中的气体体积补偿了压力波动并且特别地防止了注射器主体2在压力波动情况下变形。
125.喷嘴4被密封件9封闭,该密封件优选嵌接到喷嘴4中,从而喷嘴4的外壁至少在封闭状态下不与医用液体发生接触。
126.喷嘴4和螺纹接头5形成注射器1的接头,其特别地构造为公的鲁尔锁接头。
127.医用液体可以通过与柱塞6相连的柱塞杆8被输出通过喷嘴。
128.图3显示了仅注射器主体2的轴向剖视图。
129.注射器主体2被构造为两层的并且包括由环烯烃构成的内部部分100以及外部部分200,该外部部分由相对于内部部分100在机械上更稳定的材料构成,特别是由聚丙烯构成。
130.螺纹接头5/201仅通过外部部分200提供。
131.本发明适用于几乎任何容积的注射器,特别是1毫升至100毫升的注射器。
132.在根据图3的实施方式中示出了相对较大的注射器1,特别地,其内部空间3大约为50毫升。
133.图4示出了注射器主体2的一个替代实施方式的轴向剖视图。
134.这个实施方式涉及相对较小的注射器,特别地,其内部空间3大约为5毫升。然而,注射器主体2的基本结构保持不变。
135.在此由喷嘴4和螺纹接头5组成的接头的尺寸没有区别。
136.因此,相对于注射器主体2的最大直径而言,螺纹接头201的直径明显较大。
137.图5是图3的区域d的细节图,即,注射器主体2的近端的细节图。
138.注射器主体2的侧壁以两层的方式形成并且由内部部分的侧壁102和外部部分200的邻接的侧壁202构成。
139.相反,把手7/204至少部分地仅由外部部分200的材料构成。
140.在该实施方式中,内部部分具有近端的凸缘(kragen)107,其凸出到把手204中并且例如在内部部分100和外部部分200彼此推入的实施方式中改善轴向定位,或者在内部部分100被外部部分200包覆注塑的实施方式中,使得把手6更坚固。
141.图6以立体图示出了本发明实施例的注射器1的头部件。
142.如上所述,注射器主体2由内部部分100和外部部分200构成,从而在内部部分100的该视图中顶多可以识别喷嘴4的内壁。
143.螺纹接头5/201以内壁围绕两层地构造的喷嘴4/210延伸。
144.图7以相应的立体图仅示出由环烯烃构成的内部部分100。
145.内部部分100的端壁103包括结构部104,其优选通过注塑成型提供。
146.在该实施例中,端壁103的结构部104包括多个同心地围绕内部部分100的喷嘴101延伸的环105a-105n,这些环在这里形成为峰或者说凸起。
147.这些环105a-105n被多个径向延伸的凹槽106中断,这些凹槽与外部部分200配合
形成抗扭装置。
148.图8是注射器主体2的远端侧的俯视图。
149.注射器主体2的端壁包括两层构造的区域7,在该区域中,内部部分100和外部部分200的结构部104、208彼此内外嵌套接合。
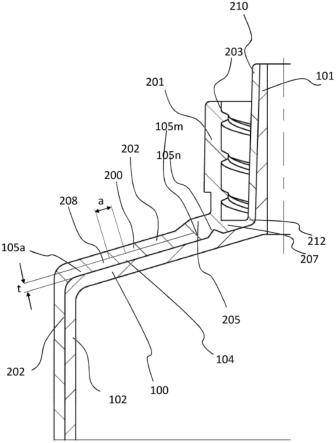
150.特别地,如在图9的(沿图5的剖面线b的)细节图所示,按照本发明构造的彼此内外嵌套接合的结构部,通过内部部分100的结构部104以及通过外部部分200的端壁211的、嵌接到该结构部104中的结构部208形成。
151.内部部分的结构部104在径向剖视图中包括多个齿105a-105n。即结构部104在该实施例中在轴向剖视图中构造为锯齿轮廓。
152.外部部分200的第二材料的相应构造的齿嵌接到齿105a-105n中。
153.第二材料围绕整个内部部分100的外壁延伸。
154.结构部(104/208)在该实施例中构造为规则的结构部,其中峰与峰或谷与谷(或者说凸起到凸起或凹陷到凹陷)之间的距离,即结构宽度,由两个峰或两个谷之间的距离a确定。
155.此外结构部104/208具有最大深度t,通过该最大深度限定结构深度,并且该最大深度是由凸起的顶端和凹陷的底部之间的垂直距离定义的。
156.与喷嘴210相对的、带有内螺纹的齿203的螺纹接头201通过第二材料区域中的凸缘205过渡到外部部分200的端壁202中。
157.由此增加了该区域的机械强度,从而降低了螺纹接头201断裂的风险。
158.在螺纹接头201内部,螺纹接头201的基座207达到一个内角212,在该内角处,外部部分200的端壁211过渡到喷嘴210中。
159.因此,喷嘴4被形成为两层的,并且进一步地由内部部分100的喷嘴101(其提供喷嘴4的内壁)以及外部部分200的喷嘴210(其提供喷嘴4的外壁)构成。
160.图7是沿着图5的线c的剖视图。
161.该剖视图延伸通过内部部分100的径向凹槽106。凹槽106通过如下方式形成,即,在径向延伸的条形中,结构部104的齿或者说环105a-105m是中断的。
162.在凹槽106中形成有相应的由第二材料构造的接片209。
163.该接片与凹槽106协同作用形成抗扭装置。
164.在该实施方式中,直接到达螺纹接头201的环105n没有被凹槽106开槽。
165.在接片209的区域,该环也形成了一个偏转点,通过它可以减少到接片209区域的应力引入。
166.内部部分100和外部部分200可以材料结合地连接,特别地以如下方式,即内部部分100被外部部分200包覆注塑。替代地,也可以的是,内部部分100和外部部分200通过焊接或粘结或者通过形状配合的和/或力配合的连接彼此连接。
167.通过本发明可以提供注射器1,其更稳定,特别地更不易脆性断裂并且具有改进的触感。同时减少了所需的环烯烃的量。
168.附图标记列表
169.1 注射器
170.2 注射器主体
171.3 内部容积
172.4 喷嘴
173.5 螺纹接头
174.7 把手
175.8 柱塞杆
176.9 密封件
177.10 具有结构部的两层区域
178.100 内部部分
179.101 喷嘴
180.102 侧壁
181.103 端壁
182.104 内部部分的结构部
183.105a-105n 环/齿
184.106 径向凹槽
185.107 凸缘
186.200 外部部分
187.201 螺纹接头
188.202 侧壁
189.203 齿
190.204 把手
191.205 凸缘
192.206 上侧
193.207 基座
194.208 外部部分的结构部
195.209 接片
196.210 喷嘴
197.211 端壁
198.212 角
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。