1.本发明涉及光伏组件制备技术领域,尤其涉及一种光伏组件层压装置及方法。
背景技术:
2.当前在太阳能电池领域中,当太阳光照射在太阳能电池片上时,会在半导体中形成多个电子-空穴对,电子-空穴对通过光伏效应形成电子和空穴,分离出的电子则移至n型非晶硅薄膜上,空穴则移至p型非晶硅薄膜上,电子和空穴的连续移动再经由电池片表面的正电极和负电极进行收集,从而产生电能。太阳能电池片制作传统工艺一般由制绒、pn结制结、溅射减反射膜、丝网印刷、烧结等流程组成。电池片传统工艺采用银浆丝网印刷,再经过高温退火,此工艺不但银浆成本高,且银浆难形成较低的高宽比,线阻也大,影响电池组件功率的提高,所以目前各太阳能电池公司都在研发新的金属铜制栅技术。
3.而在金属铜制栅技术实施过程后,太阳能电池片在常规的组件层压中经常出现焊带发灰发黑现象,严重影响太阳能电池组件的外观及可靠性,进而制约低成本的金属铜制栅技术的推广。研究新层压工艺对于发展低成本金属铜制栅技术有着重要意义。
技术实现要素:
4.针对上述问题,本发明提供了一种光伏组件层压装置及方法,实现了对金属铜制栅光伏组件的层压并有效解决层压后在使用过程中主栅发灰发黑问题。
5.为解决上述技术问题,本发明所采用的技术方案是:一种光伏组件层压装置,包括进料台、层压段、出料台、传送带、真空系统和加热控制系统,所述层压段包括固定竖直平行的气缸升降支撑架,所述支撑架上设置上盖,上盖内设置上真空腔室,所述支撑架下方设置下真空腔室,上真空腔室下方为上硅胶板,下真空腔室上方为下硅胶板,所述上真空腔室的下方设置上边框,所述下真空腔式的上方设置下边框,所述上边框下方和下边框上方之间设置密封部件,所述上盖在所述支撑架上气缸升降,上边框与下边框配合时,密封部件使上边框与下边框之间形成密闭的工作真空腔室,所述进料台将光伏组件通过传送带输送至上边框与下边框之间的工作真空腔室内,所述上真空腔室、下真空腔室和工作真空腔室连接真空系统,所述加热控制系统由加热源、加热管路、温控系统组成。
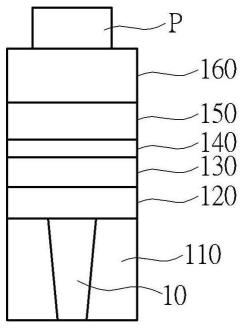
6.进一步的,所述光伏组件包括金属铜制栅电池片、玻璃板和背板,玻璃板位于金属铜制栅电池片正面,所述背板位于金属铜制栅电池片背面,在玻璃板和金属铜制栅电池片之间,以及背板与金属铜制栅电池片之间设置胶粘层。
7.一种采用所述光伏组件层压装置的层压方法,所述方法包括如下步骤:
8.加热控制系统将下真空腔室台面温度加热至层压温度;
9.进料台将光伏组件通过传送带输送至工作真空腔室内;
10.上真空腔室抽真空;
11.上盖下降,工作真空腔室将光伏组件密封后下真空腔室抽真空;
12.工作真空腔室抽真空;
13.下真空腔充气至0.1-0.8个大气压,上真空腔充气至0.1-0.8个大气压;
14.保压;
15.工作真空腔室充气至上下真空腔室相同大气压;
16.上盖上升,使工作真空腔室的上边框和下边框分离;
17.传送带将光伏组件输送至出料台。
18.进一步的,所述加热控制系统在光伏组件被输送至层压腔室起,所述加热源和导热媒体通过热传导对光伏组件缓慢加热升温至130℃至160℃,光伏组件从室温升温到层压温度时升温曲线相对平稳,每分钟升温不得超过10℃,层压时最大加热温度≤200℃。
19.进一步的,所述传送带输送光伏组件的速度是0.2至0.5m/s。
20.进一步的,所述上盖的升降速度为50-150mm/s,所述上盖的最大开度为400mm。
21.进一步的,所述抽真空时间为300s至600s,充压时长为150s至300s,保压时长为30s至90s。
22.由上述对本发明结构的描述可知,和现有技术相比,本发明具有如下优点:
23.本发明通过可靠的控制系统,更精准把控层压的各项参数,可以保证每次层压的效果,实现了对金属铜制栅光伏组件的层压并有效解决层压后在使用过程中主栅发灰发黑问题,降低操作人员劳动强度,对加热等系统的改善设计,可以使本层压机同时满足对市场上对多种eva、及焊带等材料的适用范围,达到一机多用、满足多工况使用要求,降低生产成本。
附图说明
24.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
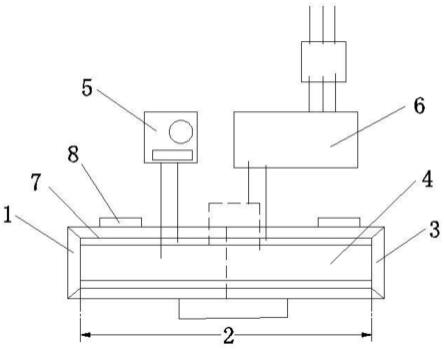
25.图1为本发明一种光伏组件层压装置的结构示意图;
26.图2为本发明一种光伏组件层压方法的流程图。
具体实施方式
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
28.实施例
29.参考图1,一种光伏组件层压装置,包括进料台1、层压段2、出料台3、传送带4、真空系统5和加热控制系统6,所述层压段2包括固定竖直平行的气缸升降支撑架7,所述支撑架上设置上盖8,上盖8内设置上真空腔室,所述支撑架下方设置下真空腔室,上真空腔室下方为上硅胶板,下真空腔室上方为下硅胶板,所述上真空腔室的下方设置上边框,所述下真空腔式的上方设置下边框,所述上边框下方和下边框上方之间设置密封部件,所述上盖在所述支撑架7上气缸升降,上边框与下边框配合时,密封部件使上边框与下边框之间形成密闭的工作真空腔室,所述进料台1将光伏组件通过传送带4输送至上边框与下边框之间的工作真空腔室内,所述上真空腔室、下真空腔室和工作真空腔室连接真空系统5,所述加热控制系统6由加热源、加热管路、温控系统组成,所述光伏组件包括金属铜制栅电池片、玻璃板和
背板,玻璃板位于金属铜制栅电池片正面,所述背板位于金属铜制栅电池片背面,在玻璃板和金属铜制栅电池片之间,以及背板与金属铜制栅电池片之间设置胶粘层。
30.一种采用所述光伏组件层压装置的层压方法,所述方法包括如下步骤:
31.s01、加热控制系统将下真空腔室台面温度加热至层压温度;所述加热控制系统在光伏组件被输送至层压腔室起,所述加热源和导热媒体通过热传导对光伏组件缓慢加热升温至150℃,光伏组件从室温升温到层压温度时升温曲线相对平稳,每分钟升温不得超过10℃,层压时最大加热温度≤200℃;
32.s02、进料台将光伏组件通过传送带输送至工作真空腔室内;所述传送带输送光伏组件的速度是0.3m/s。;
33.s03、上真空腔室抽真空;
34.s04、上盖下降,工作真空腔室将光伏组件密封后下真空腔室抽真空;所述上盖的升降速度为100mm/s,所述上盖的最大开度为400mm;
35.s05、工作真空腔室抽真空;所述抽真空时间为400s;
36.s06、下真空腔充气至0.6个大气压,上真空腔充气至0.6个大气压;充压时长为200s;
37.s07、保压;保压时长为60s;
38.s08、工作真空腔室充气至上下真空腔室相同大气压;
39.s09、上盖上升,使工作真空腔室的上边框和下边框分离;
40.s10、传送带将光伏组件输送至出料台。
41.本发明通过可靠的控制系统,更精准把控层压的各项参数,可以保证每次层压的效果,实现了对金属铜制栅光伏组件的层压并有效解决层压后在使用过程中主栅发灰发黑问题,降低操作人员劳动强度,对加热等系统的改善设计,可以使本层压机同时满足对市场上对多种eva、及焊带等材料的适用范围,达到一机多用、满足多工况使用要求,降低生产成本。
42.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。